After looking at workholding options I think the best way to go would be to use aluminum fixturing plates. I want to mill my own 1/2in plates using STEP files on Saunder Machine Work’s website, as each one would run me about only 40 dollars in stock. My plan would be to buy six 12x12x0.625" plates surface and cut to size using 1/4 single flute and 2d contour all the holes using a 1/8 single flute, and cut m6 threads using a single form treadmill, all with airblast.
But I’m somewhat worried about the accuracy of the holes and threads I would get by cutting the plates myself. I’m fairly certain that the HDM can handle it without issue but I just want to be sure before spending a couple hundred on stock. I could also tap each of the holes by hand if using a thread cutter isn’t ideal.
You could do it.
It probably comes down to what your time is worth (assuming you’re competent enough to get ~similar quality)
I will say that SMW fixture plates are gorgeous and exceptionally accurate. The counter sink on the holes allows for precision pins to be used as well. I don’t regret buying my nomad fixture plate at all.
In the end it’s up to you, i think they’re worth the money so if you want a tool, it’s a good buy.
If you want a project, you could probably to it yourself. The machine is certainly capable.
These holes have a 6.5mmX0.5mm counter bore, and the holes are 5mm diameter by 6mm deep. I’ll be tapping them m6.
For reference, each hole took me ~3 minutes on the nomad 3 with a single flute coated 1/8" endmill. I’m not sure what that translates to timewise on the HDM.
They’re pretty decent in my humble opinion
SMW fixture plates would definitely be higher in quality, but they’re just a bit too expensive. Plus I think I would get some experience from milling them myself.
A question about cutters, my understanding of flute count is that single flute is better for chip evacuation while higher flute counts leave a better surface finish. Does flute count effect tolerances though? I plan to rough and finish using a single flute 1/8 endmill. Would I be better off finishing with something like a 3 flute for the finish passes of both the pockets and sufacing toolpaths? Thanks
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
5
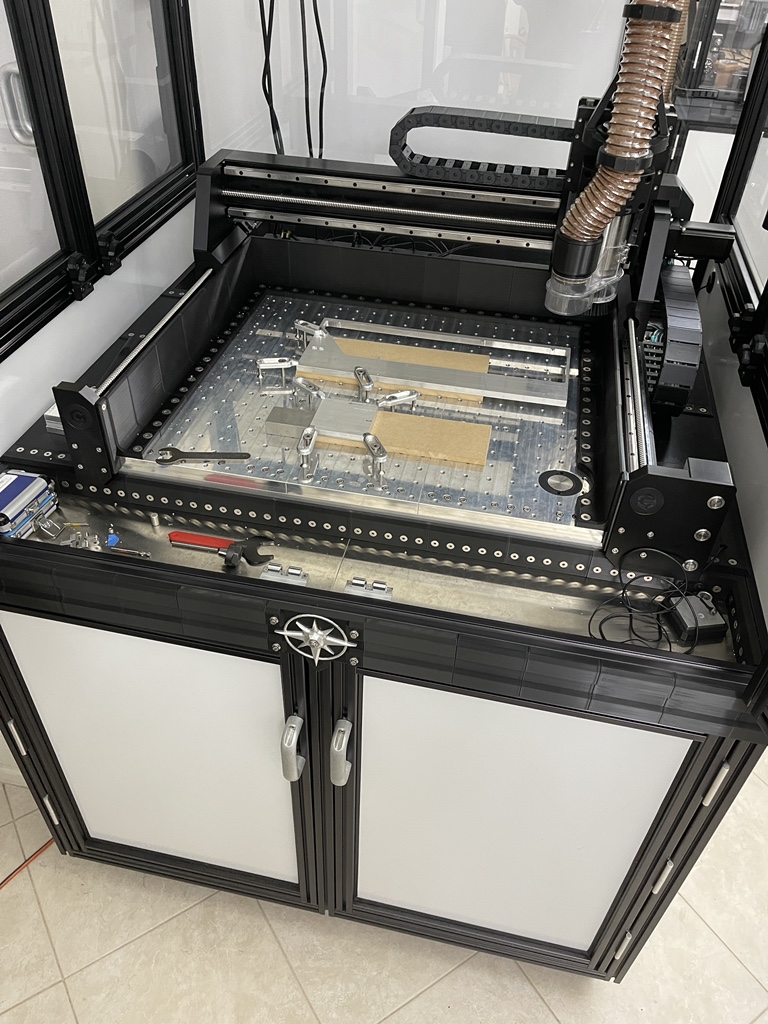
I made my fixture plates for my HDM. Do a search for “fixture” on the What did you cut on your Shapeoko/Nomad today thread to see them.
I took it on as a project/learning experience and it was. I will eventually cut, bore and threadmill another. It will most likely be a single piece of 6061 the size of the cut area of the HDM, 1 inch thick. I will continue the use of M6 fasteners and hole spacing of 20mm.
I’ve never seen the Saunders plates in person… I hear good things but I’d scratch it eventually…
That said I designed and built a a custom fixture plate for mine - the logic:
I made mine the same size as the work envelope
I made it 18mm thick
I like 25mm M5 hole spacing
It was a fun job on the HDM and didn’t take too long
Once it was machined, I tramed the machine and surfaced the plate
I don’t know what issues you would have regarding accuracy - but I did also make a couple of smaller fixture plates for some projects. You don’t have to jump in the deep end right away.
Pro tip - when buying stock look into ‘stock’ thicknesses and work back. Stateside imperial stock is much cheaper then metric and it cuts all the same.
I have Saunders plates on my HDM. They are 1/2-13 threaded. They are much more than plates if you get the mod vises. For the amount of precision and proper thought into the plates and accessories… they’re actually cheap.
It’s doable, but time consuming. Another hurdle you will run into is the rigidity of a 1/8" endmill. Going 0.625" deep means you will have to do several finish/spring passes. I would recommend a larger diameter endmill. There are sizes in between 1/4" and 1/8" and you can get various diameters of ER20 collets. Also familiarize yourself with the bore toolpath. It will be more efficient and has finishing paths built in (if your using F360).
Disclosure: Vince at Saunders sent me a set-up of various scratch and dent parts he had set aside, at no cost. There were also no conditions set, so my thoughts are mine.
For mine I was just planning to replicate the 12x12 fixture plates from Saunders but make it so that 4 will cover the cutting area of the HDM. The finished design would be 1/2in thick, 20mm spacing for M6 bolts using 5/8 stock, and would bold on to the T tracks instead of the bed. I found a local supplier that sells 6061 at pretty good prices, I’m just not sure what thickness to make the plates and wether I should mount direclty on to the bed or use the T slots, I would need thicker stock if I were to mount directly to the bed.
The 1/8 endmill was what I was mainly worried about. I’m planning on making mine have M6 screws (I’m a metric weirdo) and I can’t really use any other endmill other than 1/8 unless I buy a 3/16 or 5mm single flute, or change the thread size but 1/2 threads seem a little overkill.
Also do you think I should be designing them to mount directly to the bed? I was going to go with 4 12x12 1/2 thick plates and mounting them to theT tracks like the other Saunders version but considering that they don’t cover the entire cutting area, I’m considering changing them to three 10x20in fixture plates and just bolting them directly to the bed, but then what screw size, thickness and hole spacing would I use? Sorry if I’m rambling, I’m still relatively new to the world of machining and I don’t want to make fixture plates that end up not being able to fit different work holding options on
Maybe drilling slightly undersized and then boring to final dimension with the 1/8" would be a decent option
A nice drill bit balanced for this kind of rpm would surely last longer than the poor 1/8" endmills (more experienced folks please chime in )
I would use the largest endmill possible that allows some room for chip removal. 5mm might be too large as 5mm is the minor diameter of a 6mm thread. Definitely use a single flute if possible. With deep holes you want chips getting out.
I have the plates that mount directly to the t-track. I like all the mass that keeps as I have phenolic slats. The newer design that mounts to the frame allows more Z clearance.
Griff
(Well crap, my hypometric precursor device is blown…)
12
I used a 2LTools 1/8” single flute diamond coated mill and a F360 bore toolpath on my plates. Same mill used on secondary plates, literally thousands of 5mm bores.
I was originally going to order from Midwest steel but it seems that a lot of people have had bad experiences with from heavily damaged stock to extremely slow shipping times. But they offer the cheapest prices by a wide margin compared to even the local shops near me.
I might end up buying from them depending on what size and thickness I choose for the fixture plates, I’m pretty sure its going to be three separate 10x27 plates, just I’m not sure what thickness and whether I should mount it to the bed/frame or the T tracks
Griff
(Well crap, my hypometric precursor device is blown…)
14
First I’ve heard of that, the feedback I’ve noticed in this forum has always been positive. The several times a year for the past 4 years I’ve ordered from them I’ve never had a problem YMMV.
Yes, lots of permutations of design to consider. For my next, hopefully final, attempt I’ll use what I learned on the first go-round.
Aligning multiple plates is not hard but it is a bit fiddly. Machining multiple plates means multiple setups.
The simplicity of a single plate appeals to me. Machine the anchor holes, remove the hybrid table, bolt the blank down, surface, bore, chamfer, done!
It could just be that the people who had bad experiences are more vocal than the ones who didn’t, but hearing that I think I’ll give them a try
I think a single plate is a good option but it leaves about 6 inches of open space behind the spindle, which I probably won’t use too often but, but I’d prefer to have it cover some more area, hence the 3 plate design, although after experimenting with some designs I think having 2 27x15 plates might be the move? I’d just need to machine a small jig, which might be easier said than done.
So after some thinking, I’ve come up with the following design:
two 15.5x26 in plates
3/4 inch thick - final surfacing pass
M6 20mm spaced holes, doubled
Mounted directly to frame
I think this would offer a good mix of frame coverage, cost, and workholding compatibility with existing C3D Products using M6
The only thing that I’m not completely sure about is the thickness of the stock. What benefits would using 7/8 or 1 in stock have over 3/4?
Here is a link to the fixture plate that I designed and commissioned SMW to build for my HDM. It uses 5/16 thread with a 1.5" x 1.5" grid and is .92 thick. This goes right to the edge of the frame bars on the front and back with around 1/4" space on the sides.
I had a hole cut out on the front right corner to recess the bit setter.
They charged me $2200 to make it, seemed a little expensive but I went for it.
Was very well made, and fit perfectly.
All of these designs seem to use 3 separate plates, is it mainly for ease of shipping or machining size limitations? I’m going with two so I can just mirror the design, is there something I’m missing?
My guess would be machine size limitations. The style of machines like the shapeoko tend to have really large beds compared to most CNCs.
They would likely have to run multiple setups to do the larger plates which doesn’t really make sense from a production standpoint.
Setups introduce humans and were pretty great at making mistakes