Using suggestions on this board I created my own wasteboard file for my XL, but two attempts have failed during the drilling phase, in some holes going too deep, then failing to retract to a safe height before attempting to quickly shuffle to the next location.
I’ve checked my toolpaths multiple times and found no aberrations (this time… CC has crashed quite often and shuffled my layers on several occasions).
Is this a bad toolpath/design?
Have I made a setup error?
Of note, I have successfully made some nice terrain cuts and other contour work. This is the first time a failure of this type has occurred.
CC file: (Gcode on request, new users only get one upload at a time.) XXL Wasteboard SP.c2d (321.3 KB)
Belt tension — the Z-axis should be guitar string tight (but careful not to bend the motor shaft): http://docs.carbide3d.com/assembly/shapeoko/xxl/step-5-belting/ on deep cuts it may help to remove one spring from the Z-axis temporarily, esp. if one hasn’t added a spoilboard on top of the wasteboard — it also helps to install the router as low as possible (installing the Makita adapter upside down will help). Some folks have found it helps to remove the M4 Z-axis tension bolt, apply a thin bead of threadlock along the length of the threads, then reinstalling it after it has dried. See the video at: https://www.youtube.com/watch?v=_lIIb_PdziA Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues.
It is also important to be sure that the collet is correctly tightened, the endmill fits correctly and doesn’t slip, and the router is mounted securely in the mount, and that the mount doesn’t shift.
It is great to do your own thing but sometimes you just want it to work. I made 3 spoil boards this week. I got a new sheet of MDF and cut it up into 3 spoil boards and batched the operation. I got the plan from youtube by Myers Woodshop https://www.youtube.com/watch?v=6OoMsJezGUc&t=3s. He has a set of files for Carbide Create and a very detailed explanation of his process. Additionally he has the files for cam type clamps, fences and L brackets to hold work. His plan is for an XXL but is adaptable to any Shapeoko.
It is good to figure out a problem but you do not always need to reinvent the wheel.
Some people want to just make stuff, others want to understand how to make stuff and some get off in the weeds by diving too deeply into what should be a fun hobby. If you are trying to troubleshoot a problem take it one step at a time and prove that step before moving onto another step. Step by step is the answer to fixing any problem. Do not skip around and stick to one problem at a time. I have had Carbide Create make tool paths that the route just goes up in the air and go home. I will usually re-generate the gcode and it will work. But I have also had gcode that worked the last time I used and it and unexpected things happen when re-using the same good code. The software is very complex under the cover and add in Windows oddities and what you did should work but does not.
I have made spoil boards with T-Tracks cut into the MDF and I did not like that design. The 5/16 T bolts distort the MDF and 1/4 inch bolts are not usable because of the pulling through of the MDF T tracks. I also made spoil boards with a combination of T-track and 1/4’20 TEE Nuts. Finally I just went with the 1/4-20 Tee nuts I got from Amazon. For a XXL it takes a lot of TEE nuts but is very flexable. Check out Myers Woodshop and you may find nirvana or as close as you can get on earth.
Will, et. al., Thanks for the advice with specific resources. That was super helpful. I found and eliminated some slop in the Z belt, Z rollers, collet , the left Y axis rollers, tightened the Left Y belt a bit, and adjusted router speed. After a similar failure using my own file. I used Meyers xxl files, as suggested by Gdon_2003, and noticed a common factor: the x-axis travel has chatter on very rapid movement and it sounds like it’s attempting to run past the physical limitations of travel. I aborted the task when it was clear that it wasn’t starting in the correct spot
Further testing using the rapid movement function also sounds like the x axis motors are slipping the belt at the extremes, trying to go further. I was unable to duplicate mid-travel chatter using the jog function. The mid-travel chatter appeared only during programmed rapid movement on the x axis. Everything suggested to tighten appears good to me: V rollers, belts, pulley set screws, collet, etc.
However, shouldn’t this behavior be eliminated by the homing steps? The limit switches appear to work, and homing runs properly.
Question 2: Carbide motion has been identifying my rig as a Shapeoko 3. When I change it to a Shapeoko XXL, exit settings and return, I see it’s back to identifying as Shapeoko 3. clicking ‘Send config data’ has no apparent impact. Does this matter?
The X-axis is now the most difficult to get tensioned at first (the Y-axis with two belts is a bit more forgiving, the Z-axis now has the nifty tension bolt)
I’d suggest checking the tension on it — it becomes easier to do once you’ve done it a couple of times.
While the article was written back when CM3 was in use, the concept is still the same:
open the Log window
go to the MDI
type the desired setting and value into the text field and send it to the machine
send $$ to get the settings into the Log
switch to the Log and check the settings
The machine identification is a bit odd — one has to select the correct machine in the drop down to send the configuration, but thereafter, it just sees Shapeoko 3, regardless of the machine size — the only consideration for size is if the table size matches — so long as that’s correct, the machine behavior will be correct.
Will, Thanks for the shockingly fast reply. I’ve tightened the x belt about as tight as I can physically go by myself. Results are similar on rapid movement (jog NW-NE, for example). I see now where I should enter the Grbl code in Carbide motion, and will need to do some research to know what exactly I’m poking around with.
I’ll fiddle with it and report back another day. Thanks so much for your help.
Will is an expert on the Shapeoko and his instructions are good. You have to have the mechanical working at optimal before you can work on belt tightening. If you suspect you have a mechanical problem take the belts off and roll the axis by hand and it should be smooth. If after you get the mechanical parts running smooth put your belts back on after inspecting them carefully with a magnifying glass. If you have missing teeth or impacted saw dust use a nylon brush to remove the sawdust or other buggers. If the belts has missing teeth you have to replace it.
Get the carriages running smoothly in all 3 directions. Check the v rail (alumniumn extrusion) top and bottom for any built up material and/or scratches. I use mineral spirits and a 3M non woven White (Finest) sanding sponge to remove caked on sawdust. the White ones are very fine and will not scratch your rails and V wheels. Use a nylon brush to clean the V wheels and/or belts (cog side).
Put your belts on one set at a time and push the axis slowly from end to end. Do not go too fast the belts will slip even when tensioned properly. The reason the stepper motors run so slow is because in belt driven systems over driving (too fast) makes them slip. So try to approximate the machine speed when pushing them manually.
After mechanically setting up, tensioning the belts, check your drag chains are not rubbing at certain points. Also check the router power cord routing and make sure there is enough slack when the drag chain is looping back. If the router power cord is too tight or binding it will cause the stepper motors to slip.
Thanks for the continued help folks. After looking into Grbl I decided that I wasn’t qualified to mess around with that until I was really sure that things were square. The wasteboard and all 3 gantrys are now about as perfectly level as a bubble can indicate. I got myself some 1-2-3 blocks to check the squareness, and adjusted until the metal supports and the axis plates were within 1/32 to square.
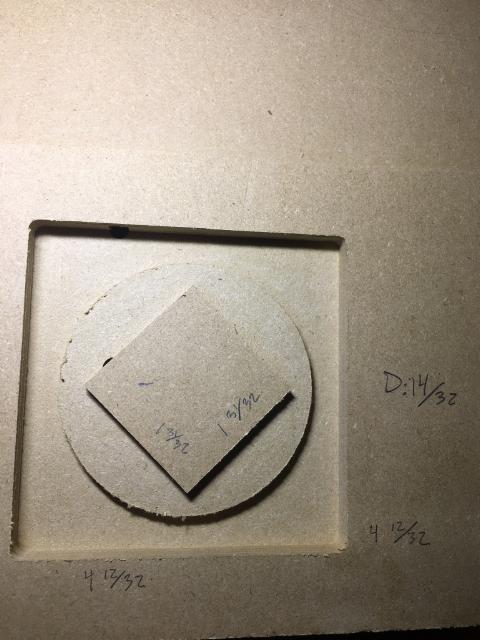
Got some positive results with the Diamond-Circle-Square test, except for the Z axis:
(Sorry, I haven’t got a caliper yet. I guess I’ll be shopping for one soon.)
The square is about spot on at 4.375". The diamond is only 1/32 off (goal: 2.0"). The circle…uhh looks like a circle. However the depth (as poorly measured by eyeballing a precision ruler) is off by 0.162" (goal: 0.6").
I’m waiting on a dial indicator to be delivered so I can test the step distance for making Grbl adjustments. Are there any obvious Z axis mechanicals I may have missed that should be checked again before fooling around with the code?
EDIT: I forgot the most important part. You guys were right about the chattering being mechanical. I found a bit of excess belt was too long on one side, preventing a fast approach to the right. On the Left the drag chain was taped too closely to the front and prevented a fast approach. It now runs the x axis just fine.
Just for my comfort I added some plexiglass drag chain guides on both axis to keep it from falling off either gantry.
I feel a bit stuck now. I got my dial indicator and saw that my Z was indeed off by small amounts that add up by the MM. I tightened the Z belt a bit and rechecked. I changed the Z setting from 40 to a dial calibrated 41.4 and found that the numbers on the next 4-5 mm matched fairly closely to what was expected. I then ran the Diamond Circle Square test and…Nothing. No changed in the depth cut. Still 14/32 when I should be getting about 19/32.
A check on the log shows the setting was retained in Grbl. A final dial test of 4-5 mm showed that the travel was much more accurate than the default setting. Can anyone shed some light on why the test still failed the Z measurement, and in fact did not change at all?
I went through my Z axis and replaced two V-wheels that had chatter marks. The bearings were good but the v-wheels were marked. I tensioned my Z axis belt with the bolt/nut slightly loosened and used the tension bolt to tighten. After I tightened the bolt/nut idler pully I backed off the tension screw. I see no use in letting the tension bolt rest on the idler. Just do not over tighten the belt. You want enough tension to not slip in normal use but be so tight that you stretch the belt or put undue strain on the Z axis stepper motor pulley. You will get the feeling of how tight to make the belt. You cannot measure the belt tension but snug but not so tight that it strains the belt. The belts are pretty tough but if it is a new unit you might want to go back and check the tension after a few hours of use. These belts are made not to stretch too much but they do stretch with initial use. All cog belts stretch over time.
I think we can finally close the books on this one. Turns out it is 2 parts inexperience 1 part stupid.
The stupid: I decided that the Z couldn’t be that far of, and consistently so. I checked the toolpath again, and realized that I was checking the max depth on a cut that didn’t exist. so 14/32, was in fact accurate. All Grbl settings were returned to default, and the Diamond Circle Square, ran again just fine.
Inexperience 1: I was pulling back on the Z tension bolt after tightening it up to my satisfaction and realized that I could save an inch of travel by removing the plastic adjustment collar on the router. Dummy me forgot. This made me think about the posts on removing a spring to reduce downward resistance. Since upward travel was my problem it brings me to…
Inexperience 2: The Z axis V rollers were just too tight, I couldn’t move them with my fingers. I adjusted so they could roll and still have no slop. Voila! Now working 99% perfect.
There’s still a small margin of adjustment to be done to get everything perfectly square. After finishing the 30x30 wasteboard project, the hole depth difference is about 1 mm across the 30" working surface. Thanks for all your advice, and patience. I’ve now got a dialed in machine with clamps and wasteboard with inserts. Not to mention a good understanding of how to diagnose and fix some common issues.