I posted on the Vectric forums and the first response I got said my issue is most likely caused by a control software issue. I use CM4 as my control application so I wanted to post this here and see what the thoughts are.
You can view the thread on the Vectric forum as a guest… I’m a bit lazy and trying to get other work done so I am trying to avoid reposting and uploading my images used in that post.
The preview is from VCarve Pro. The bit was a 90V. Preview shows a sharp corner and the response from a long time Vectric user suggested it’s likely a control software issue and a particular setting not performing the cut properly… So far everything I have previewed in VCarve Pro has always turned out exactly like the preview has shown - EXCEPT the job I posted the images of on their forum.
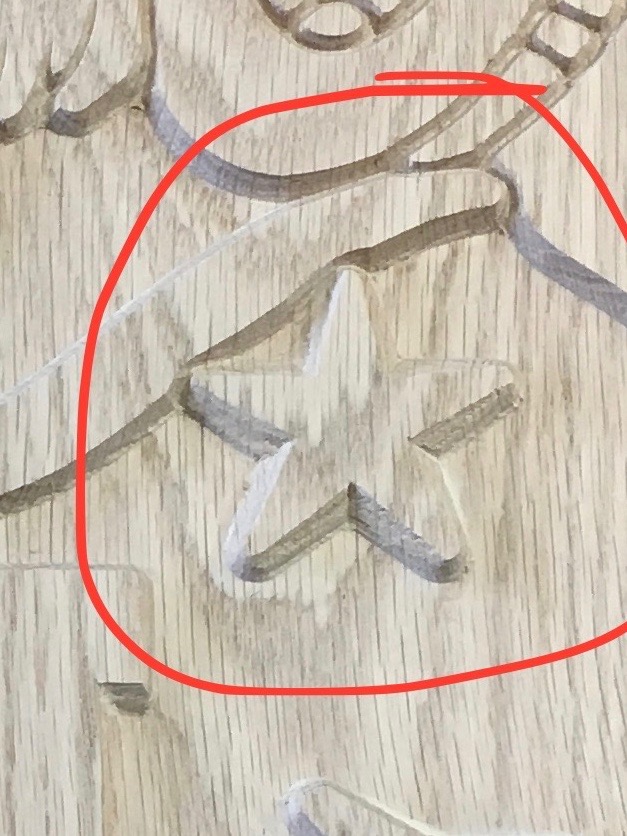
Here are the image of the preview and what my S03 carved…
You can see the points of the star on the OUTSIDE points are not the same. The outside points on the N are just barely visible in the image but they are also rounded over.
Hmm. So it’s a matter of what for the fix? Running something that previews correctly in Vcarve but runs differently on S03 and changing the flat depth?
I am awaiting an answer from Vectric also as to why a preview is accurate but resulting carve is not.
It seems that if the answer was going to be more depth or a different bit then it would be obvious when looking at the preview and I would see I need to change something.
I suppose one answer could also be their preview is not accurate for this type of carve. My limited experience has been that their previews are extremely accurate however, this particular case excluded.
Determine the actual angle of your endmill and make sure that it matches what you are entering into Vectric.
Make sure that the stock is flat and planar to the machine (I like to machine a pocket in a fixture and place material which will be V carved into that) and that your machine is mechanically sound (check V wheels, eccentrics, pulley set screws, belt tension and make sure the machine is square).
Ahh… Inwill run a test for the star with a large enough flat pocket. I am about 99% sure that job was run with the correct bit. I know the bit is entered correctly in the Tool database also. Machine is in good running order. Everything I have carved and that I am carving right at this moment comes out exactly as previewed. All my stock is either planed in shop or on the bed of the s03 prior to running. The issue is strictly limited to these outside points that are made via a Vcarve with a flat depth applied to the pockets.
I will double check everything though in software and the tool database vs my bit. Vectric responded and they didn’t call out the control software but pointed to it being my tooling not marching up somehow. Maybe I managed to change something along the way with V90 in my Tool database. I would think more of my projects would be producing strange real world results though if I didn’t manage to do that.
@Ton80 A very common problem people have when v carving is that not many bites come to a “true” point. Your bit has a small flat. When you zero, without taking that into account, you’ll carve too deep and loose the very fine detail. To get it perfect, you’ll need to offset your Z zero above your workpiece by a distance that depends on the angle of the bit and the diameter of the flat. I posted a quick calculator on another thread… I’ll see if I can find the post.
It wasn’t really an issue with the point not coming to a true point… that is actually about as close as I could hope for when looking at the bit under magnification.
So @WillAdams it turns out my bit was not a true .50in diameter as NOMAD tools labels it ( the bits sold by Carbide ). The diameter is in fact only .492in. Once I entered that change and ran a test of my Star carved like shown in the images above, it was good. ( EDIT : after reading the next post following this I think what really happened is I had screwed up my z0 on the project pictured. )
Lesson learned here is to not believe a manufacturers specs on the case of their tools… MEASURE all the critical measurements with a digital caliper and enter those results to my tool database.
The width doesn’t matter unless you’re cutting full depth. A .492" v-bit is just a little shorter than a .500" bit. If they’re both 90 degrees, they’ll cut the exact same.
The angle makes a difference, as @WillAdams said.
And the tip makes a difference.
Did you change the angle in vcarve?
If not, I’d suspect it had to do with your zeroing or your stock.
I didn’t think of that… you’re right and thanks for pointing that out. I have to just assume I messed up my Z0 on that project. The angle is either exactly 90 or too close for me to see any error under magnification and held to a protractor. The tip is also pretty true… I’ve had some bits which were actually flat at the bottom but this one comes to a point.
Unless you’re a machinist, you probably don’t have the right tools to measure that level of precision. Even a bit with a true point can carve a flat if there’s anything not perfectly aligned (pretty common with these machines). Routers, in general, aren’t super precise tools, so, sometimes, you just have to fudge some things.
Glad you got it sorted out… Love to see the finished project!
I use Vcarve as my usual software and have done some reasonably precise v cuts making mitered box joints. I would guess that either your bit angle is physically different to what the angle vcarve is set at or the zero is set wrong.