WillAdams
November 27, 2022, 2:31pm
2
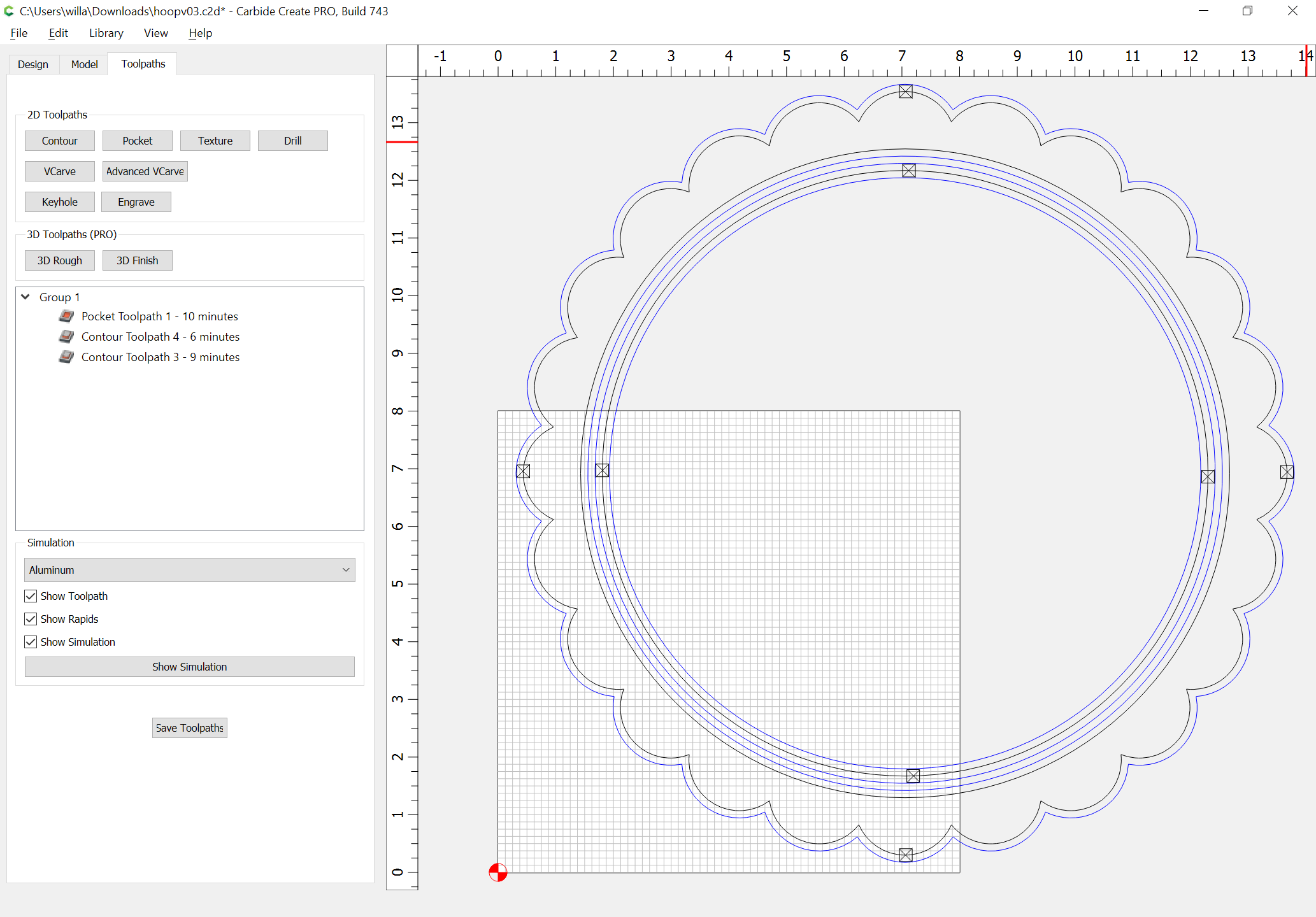
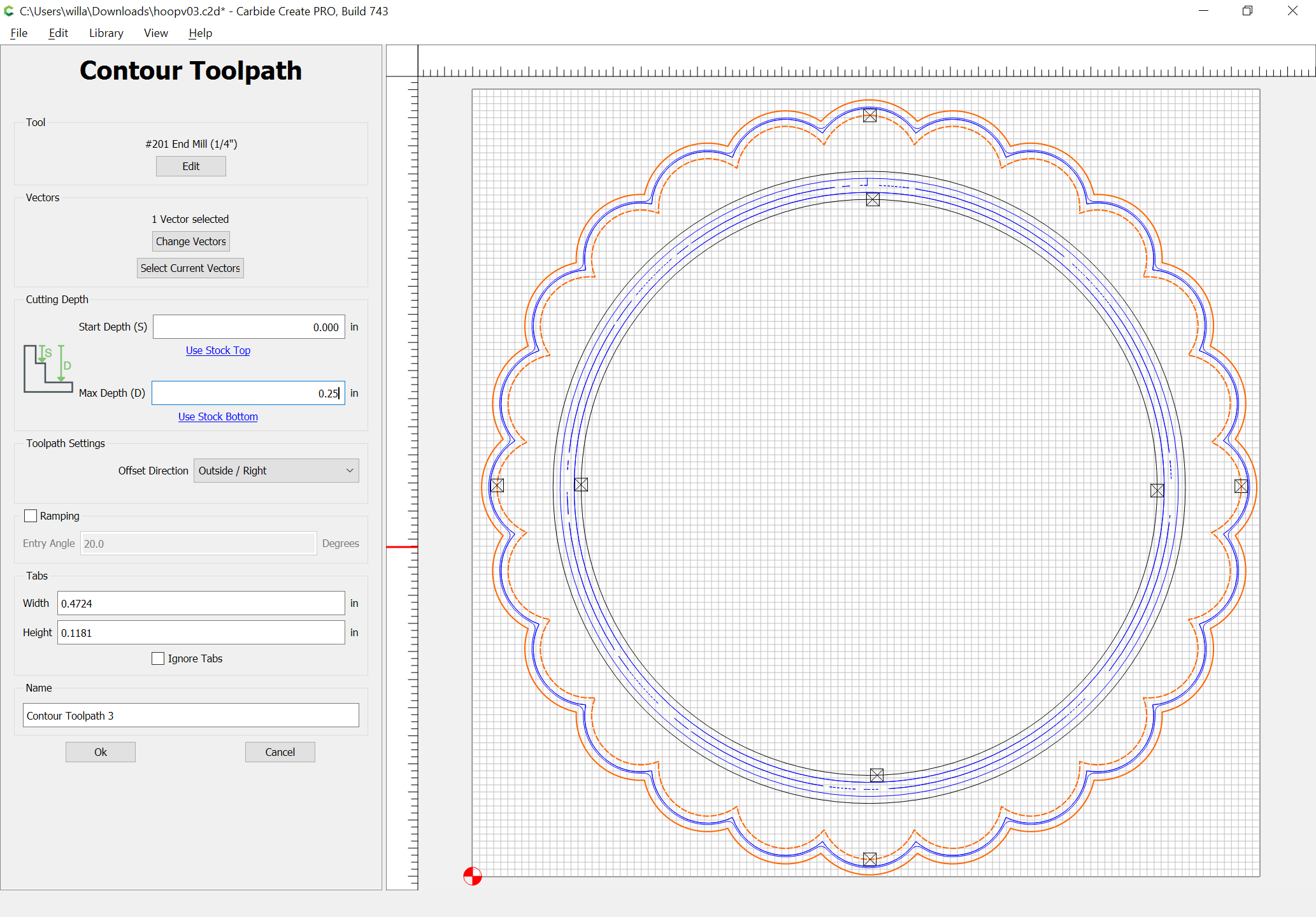
First, it would be better to cut the outer contour after everything else, so move it down:
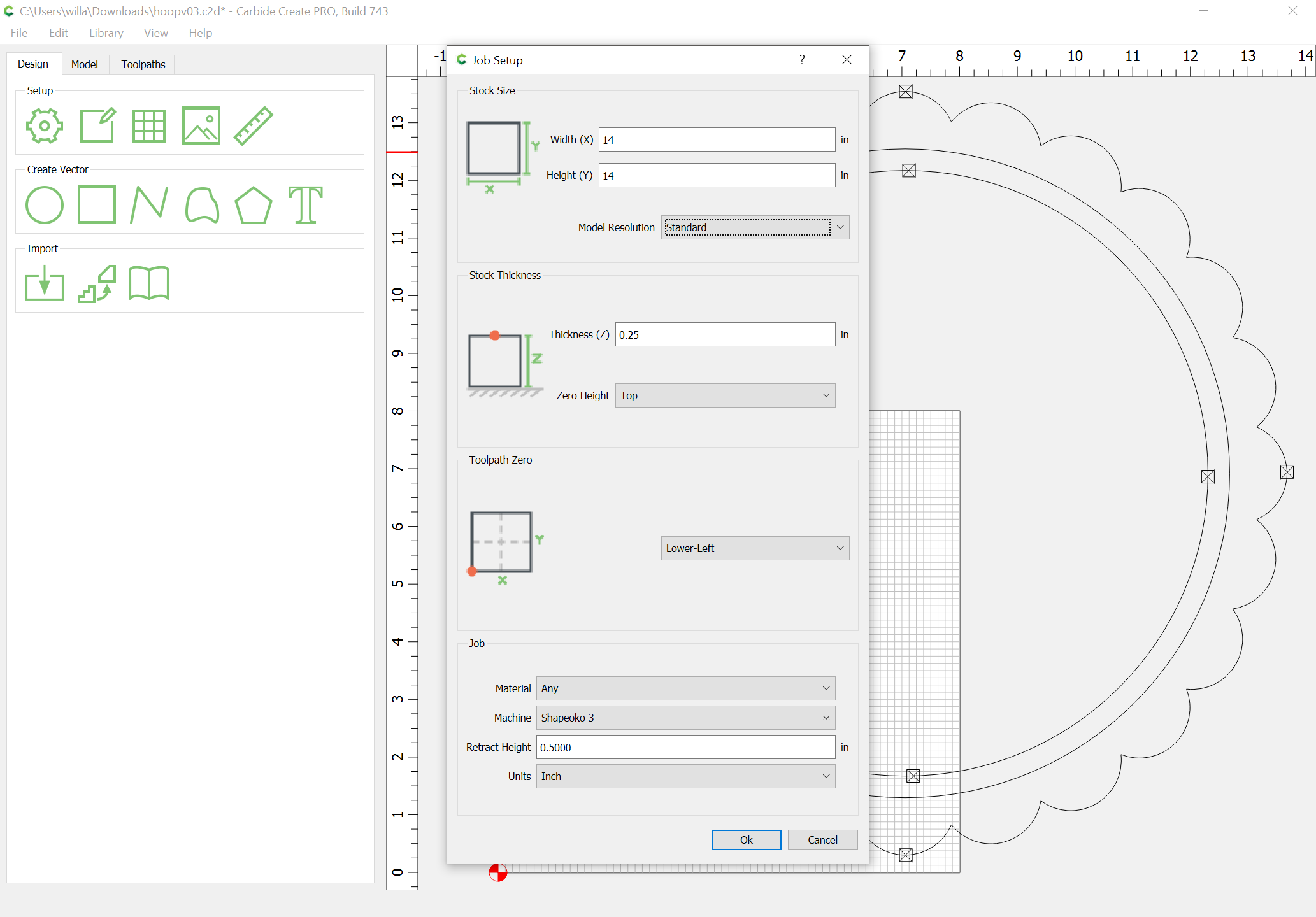
Second, increase stock area to encompass everything:
(also set stock thickness to match)
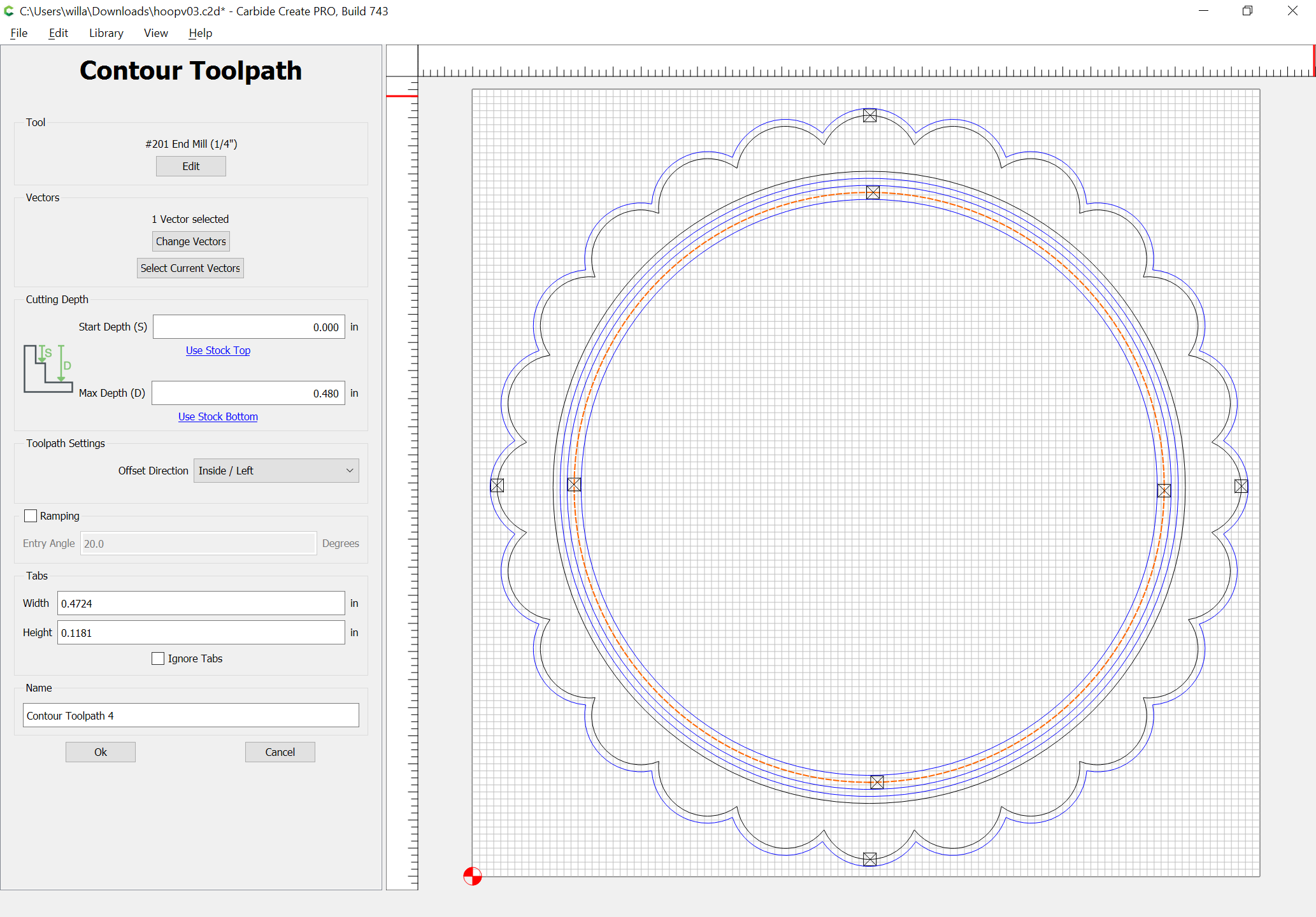
and limit toolpaths to be w/in the thickness of the stock:
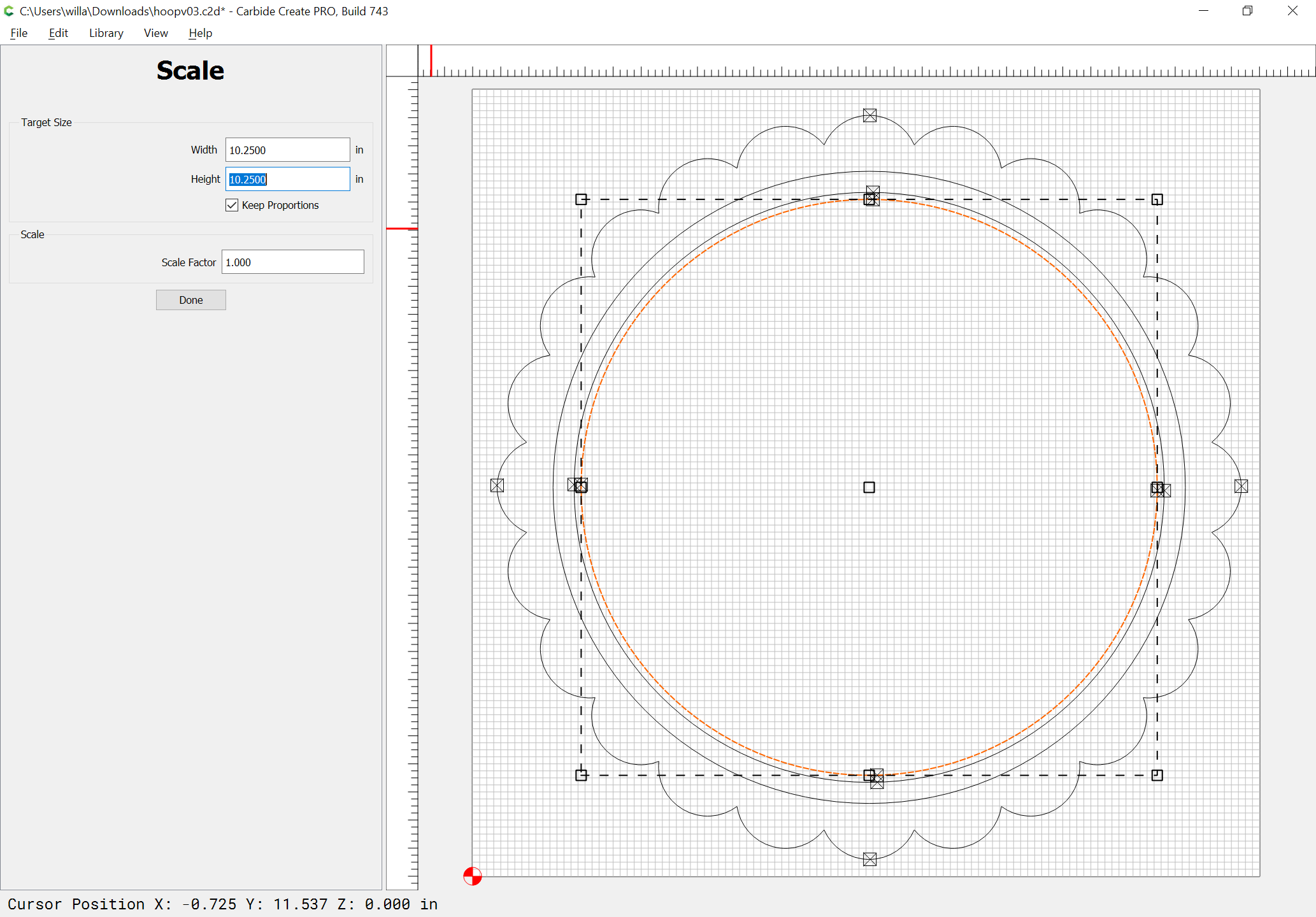
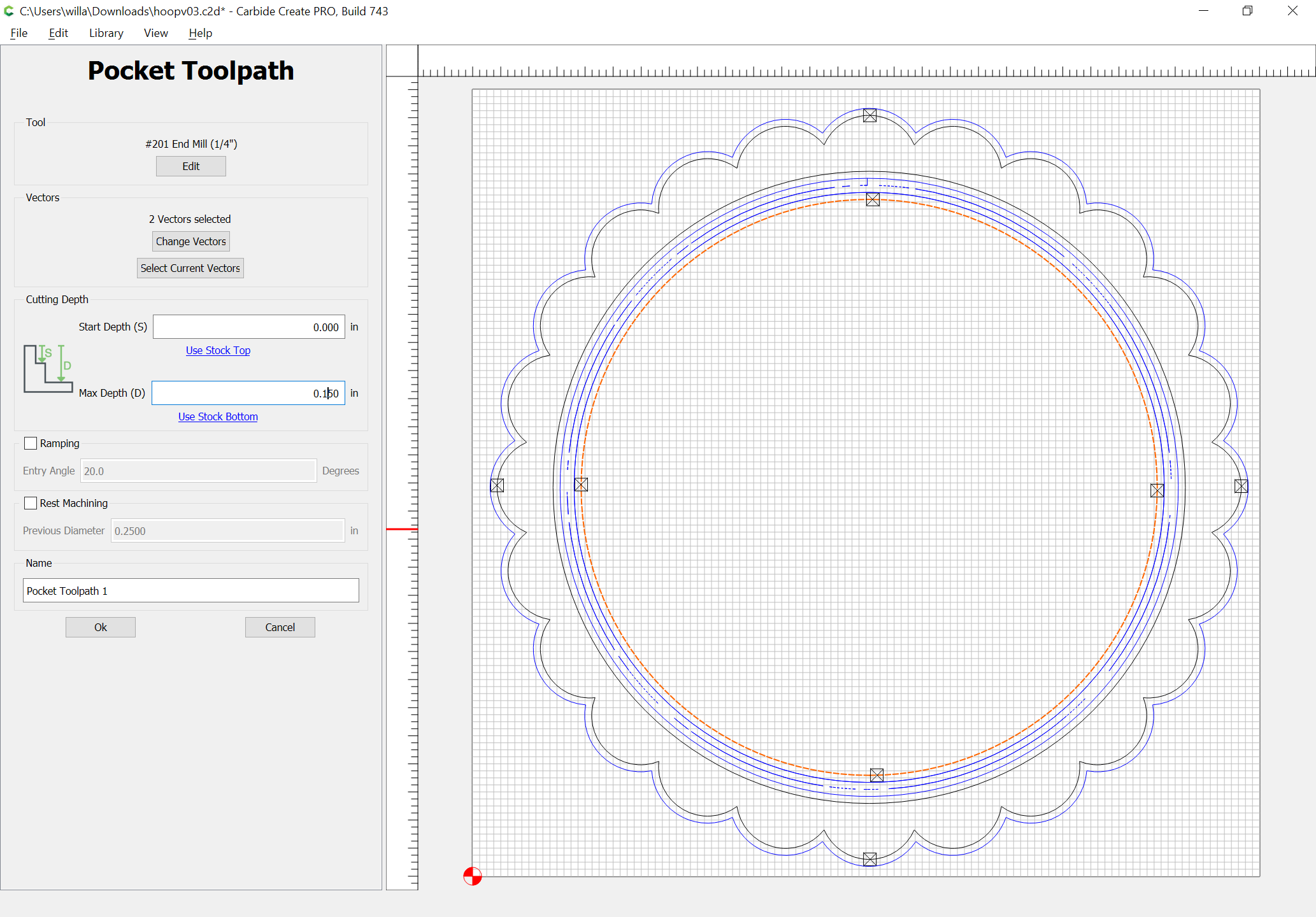
and I find it confusing to use an inside / left cut here — instead, reduce the size of the circle and cut along the outside — this will allow using the bottom of the preceding pocket to be used as the start point, and add geometry and cut as a pocket down to tab height.
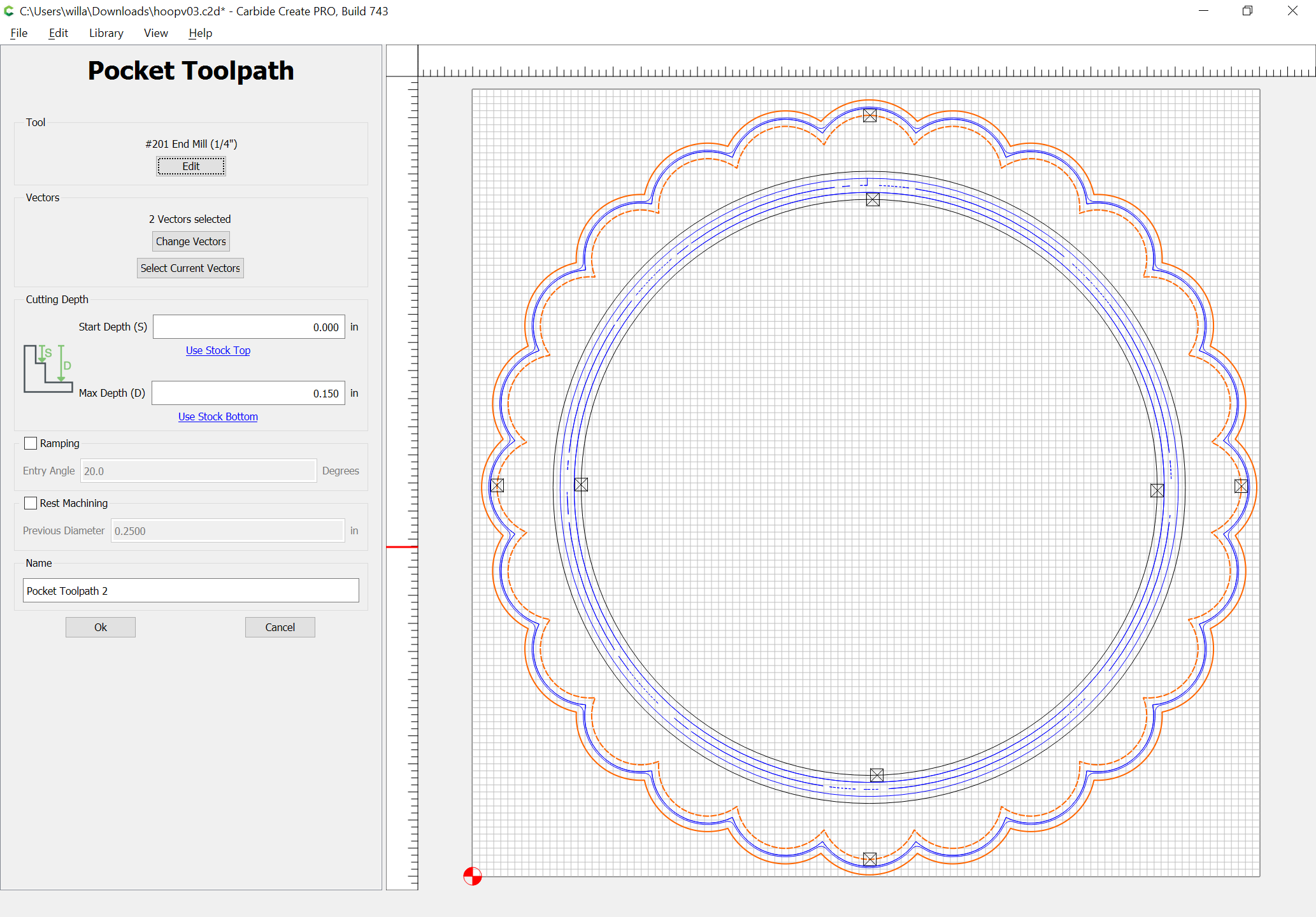
where possible avoid slotting and add geometry and cut as a pocket
While cutting up vacuum extension wands for this is expedient, it’s a bit problematic given that Shop Vac recently filed for bankruptcy, was bought at the last minute, and production hasn’t caught up.
I need a receptacle for the Sweepy 2.0 dust fitting — one option would be to purchase one from Woodcraft, but Carbide 3D sells blocks of HDPE:
which looks to be just barely big enough for things to fit.
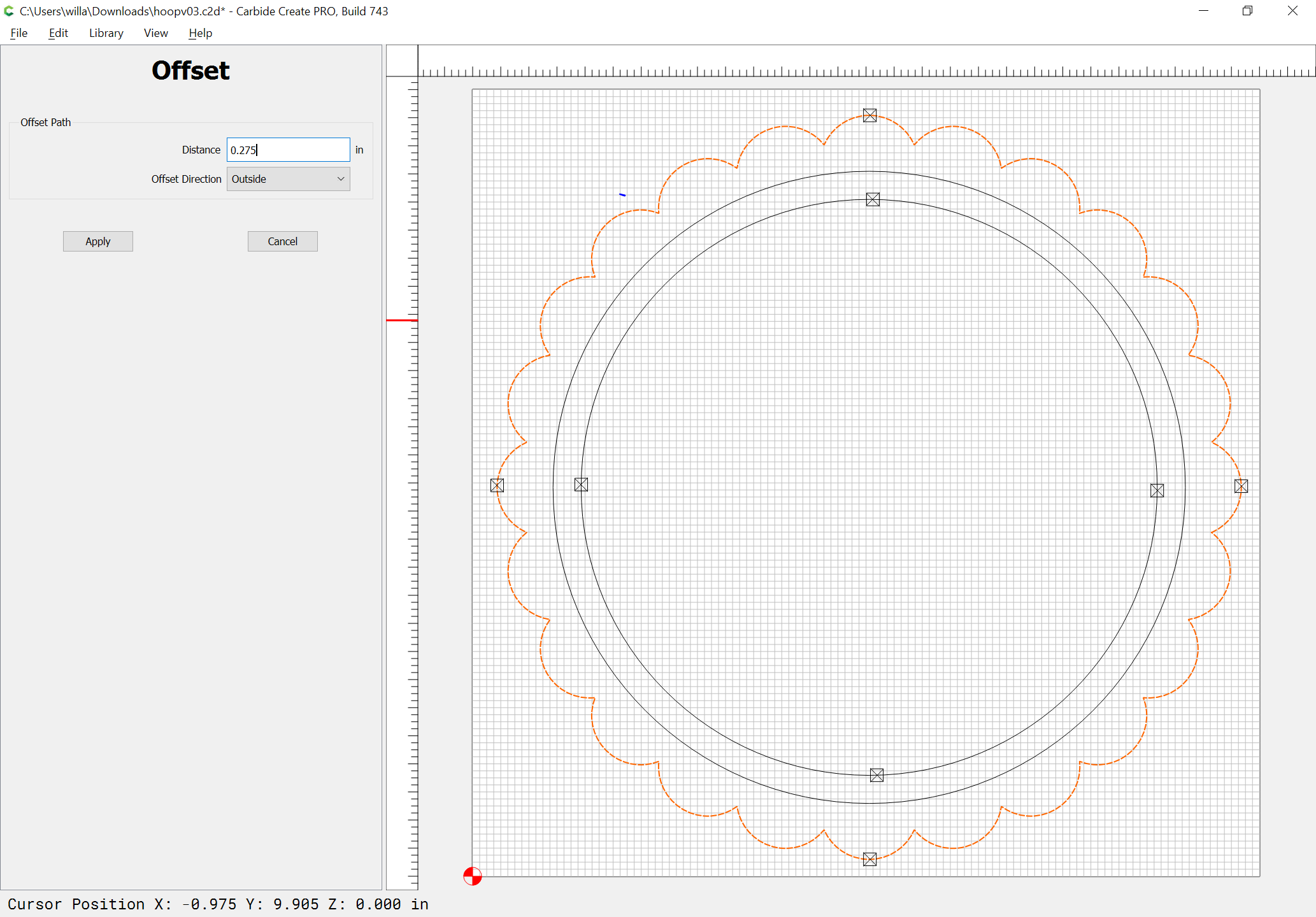
Measuring the hose fitting I get a diameter of ~63.5mm — offsetting that twice we arrive at…
and/or
One technique which is often suggested to avoid slotting is to add geometry around a part which one wishes to cut out and cut as a pocket down to tab depth — here’s one technique for that.
In this case, the project is a bevel gauge which will be cut out of 0.0625" (~1.5mm) thick aluminum:
[bevelgauge]
Due to the narrowness of the angles, an 0.03125" endmill has to be used, so after importing and scaling the file (we will be cutting out one which is 3") we select the perimeter and offset it tw…
and consider leaving a roughing clearance and taking a finishing pass.
1 Like