And continued with the movement parts  .
.
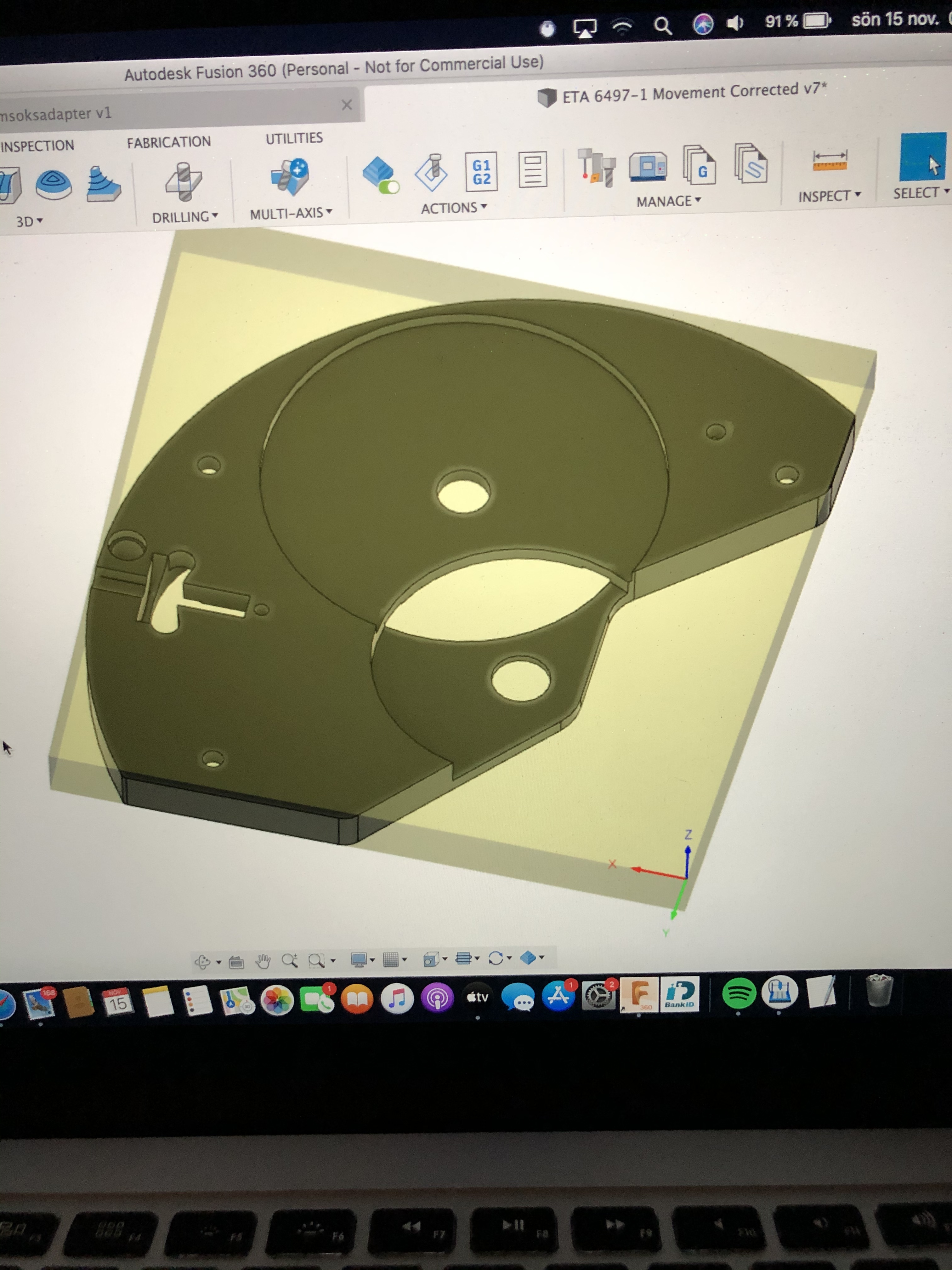
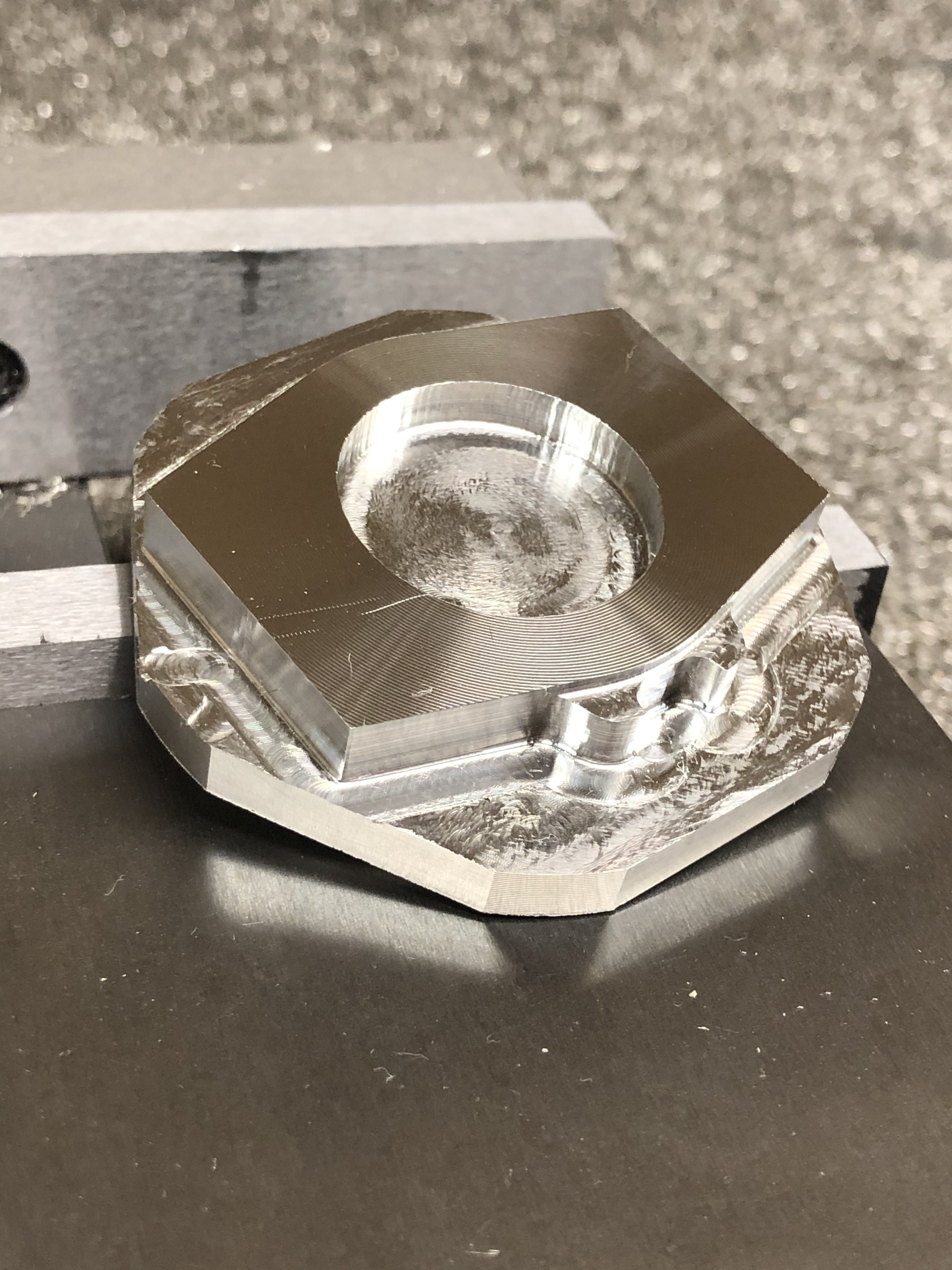
Just some pictures. This is the barrel bridge.



17 Likes
Great start. Do you have other pictures? What material and machine are you using?
1 Like
A SO3 XXL with linear rails and ballscrews, if my memory serves me correctly.
1 Like
Haven’t so many photos yet, it’s more cam then machining at the moment.
Yes it’s a shapeoko 3xxl with rails and ballscrews. Material for movement part is brass but maybe some more exotic metal later IF all goes well .
Nice. When you are able, I am interested in your other photos.
9 Likes
if the two of you and @RichCournoyer were in the same room, we would reach a critical mass of watchmaking awesomeness! Very impressive.
4 Likes
Really nice work  . I think I will borrow that type of fixture you made for the case.
. I think I will borrow that type of fixture you made for the case.
I have so little knowledge compared to you, so I have to struggle with every part of this.
But that’s why I keep doing it.
Case is made of 316 stainless.
And that is the reason I upgraded to ball screw drive.
7 Likes
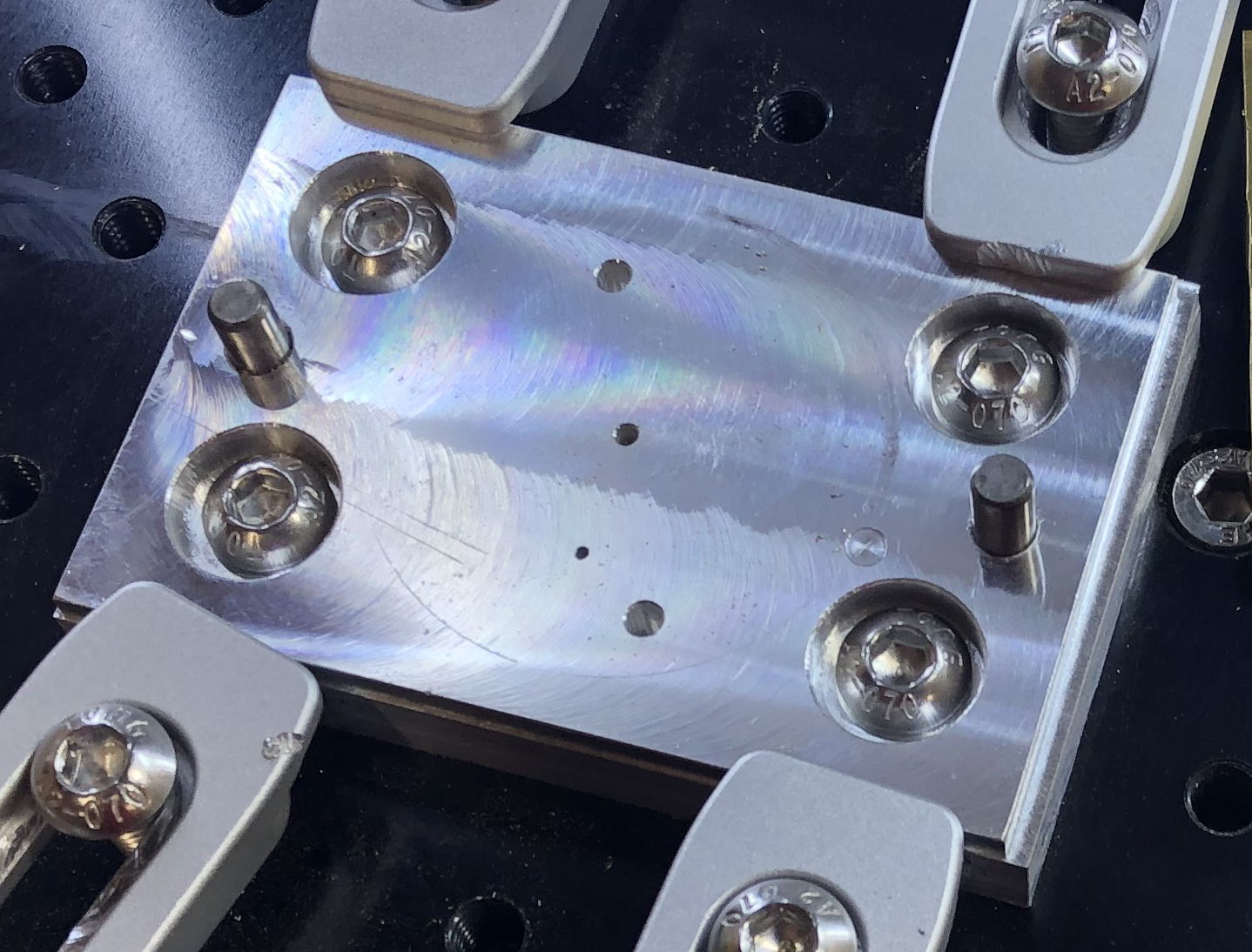
Here is a close-up of the pin-jig. Both top and bottom are surfaced to guarentee that the surfaces are parallel to each other and normal (perpendicular) to the Z-axis of the Nomad. Notice the machined perimeter with parallel edges. This perimeter is used with an edge finder to locate zero in X and Y (zero in Y aligns with the pins). Zero is found by taking measurements with the edge-finder at both edges, then subtracting the difference and dividing by 2 and adding this to the current machine offset from zero, i.e.
X_zero = (X_right - X_left)/2 + X_offset
Y_zero = (Y_top - Y_bottom)/2 + Y_offset
This perimeter is also used to align the jig X-Y axes with the Nomad X-Y axes. For example, to align the X-axis, use an edge-finder at X_min and X_max and make sure that the Y value is identical, otherwise adjust the jig position. The same is performed for the Y-axis.
This alignment setup generally takes 30 minutes. The holes for the bolts are larger than necessary to allow for small translations in X and Y during alignment. The holes on the top are tapped and enable securing parts from a center mounted mandrel or bolt.
9 Likes





