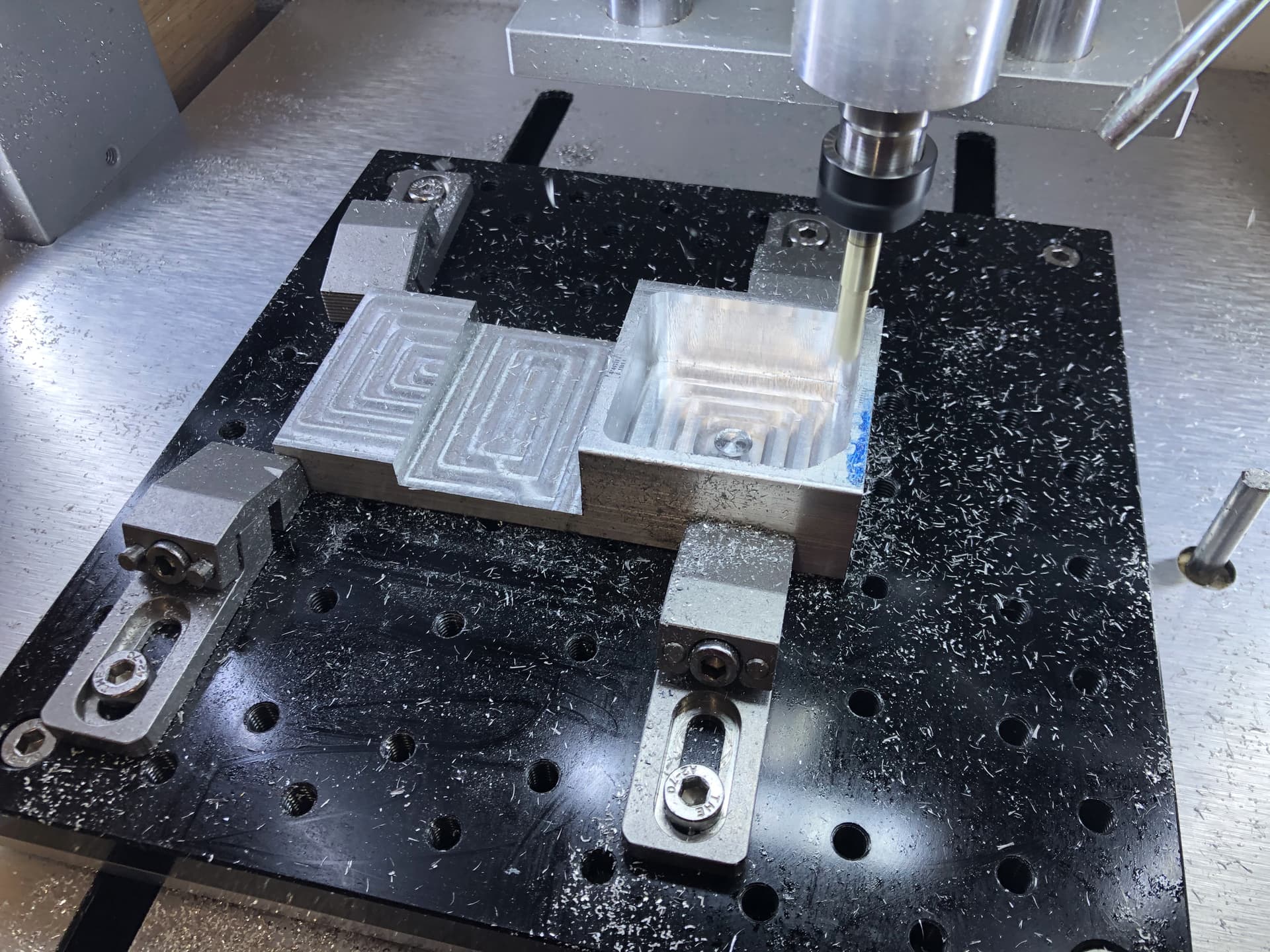
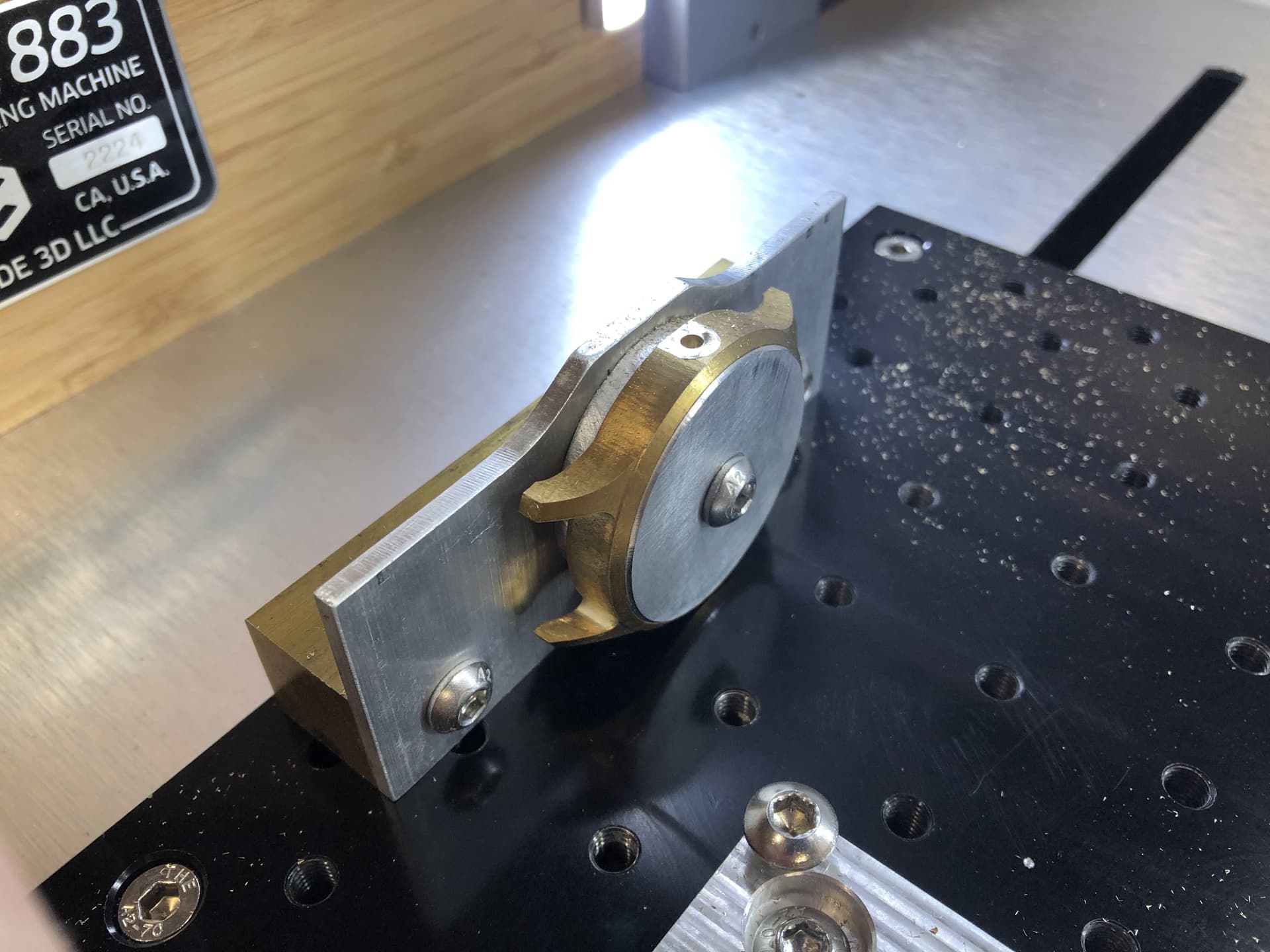
You will notice in the section titled “Selection of jigs, …” I have something I call a “flip jig”. I made the flip jig on the Nomad, and I use it regularly to perform 2-sided machining. The machined perimeter of the jig provide two parallel sides in X and Y for precise alignment when mounting the jig to the X-Y table of the CNC. Note the countersunk holes for the screws are oversized to allow small adjustments in X and Y when affixing the jig to the table. Then the material (brass, steel, etc.) is attached to the jig with 4 screws as shown in the photos and video. Note that I prep each piece of raw material (I use bar stock from McMaster-Carr) by cutting a piece to length with a saw, then machine friction-fit holes for the alignment pins, and clearance-fit holes for the screws. The machining is just a simple g-code file with specific parameters for each material type and thickness; the parameters control speeds and feeds as well as depth of cut.
While the jig will maintain the X-location when you flip the material, you will still need to align in Y. Because CarbideMotion/Nomad has a step size of 0.025mm, I always use a touch-probe to find Y-zero (center) of the material attached to the jig, and I do this operation on both sizes. You will find that you will never achieve a true zero match on both sides, but with a little math, you can get close. I describe the math process here. Also note that the post here shows version 1 of the jig when I was still using external clamps to hold the material. Version 2 of the jig shown here uses screws that thread into the jig. This change was a big improvement in work-flow and clamping pressure, especially for thick material like watch cases.
On my new machine I can zero to 0.0001mm, which is much needed for watchmaking, however I still use the same zeroing technique.
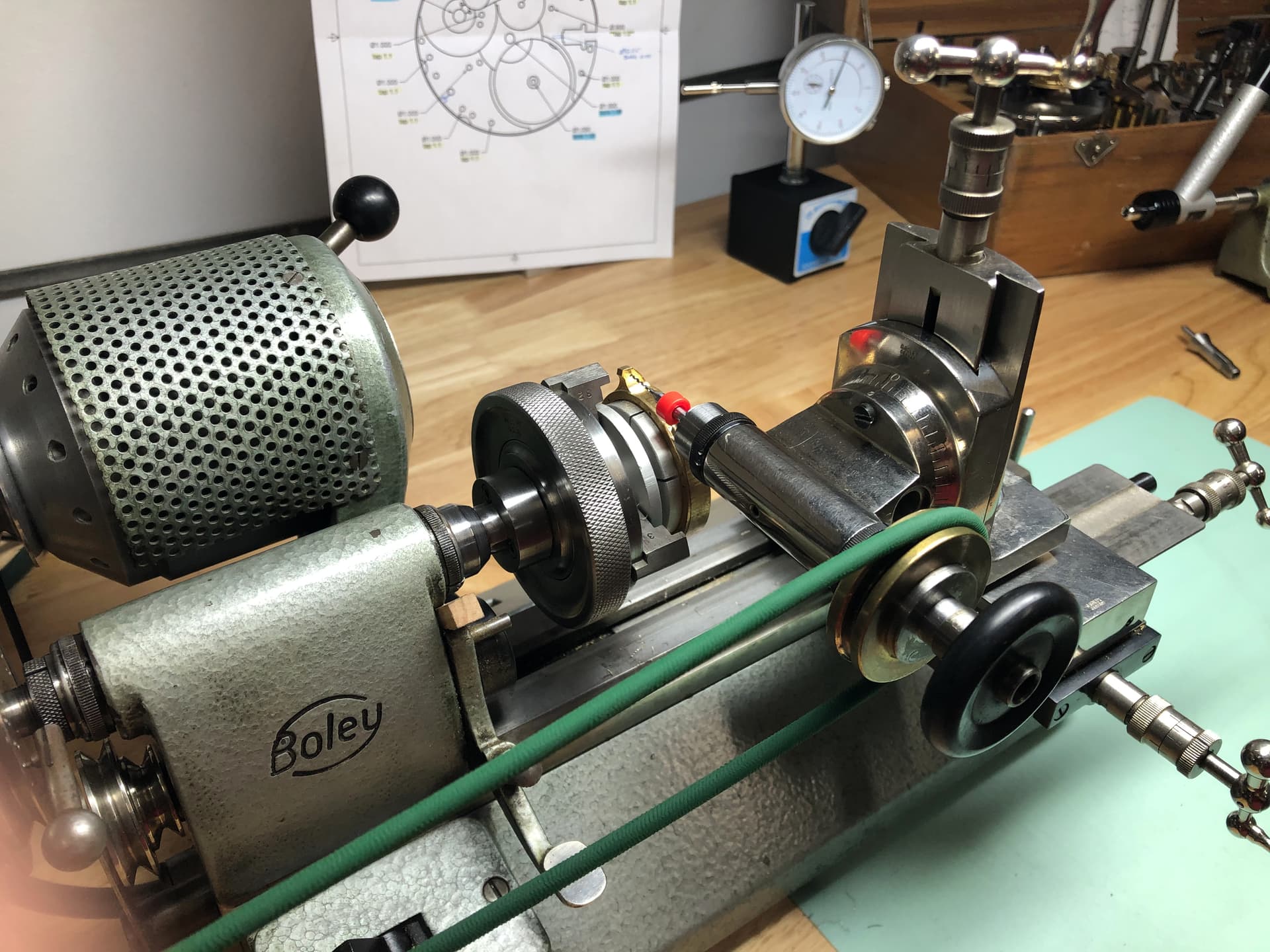
For watch cases the hole for the stem-tube requires proper alignment and machining on a 3rd axis jig (shown below), while the holes for the spring bars are yet another operation performed on the lathe (see below).


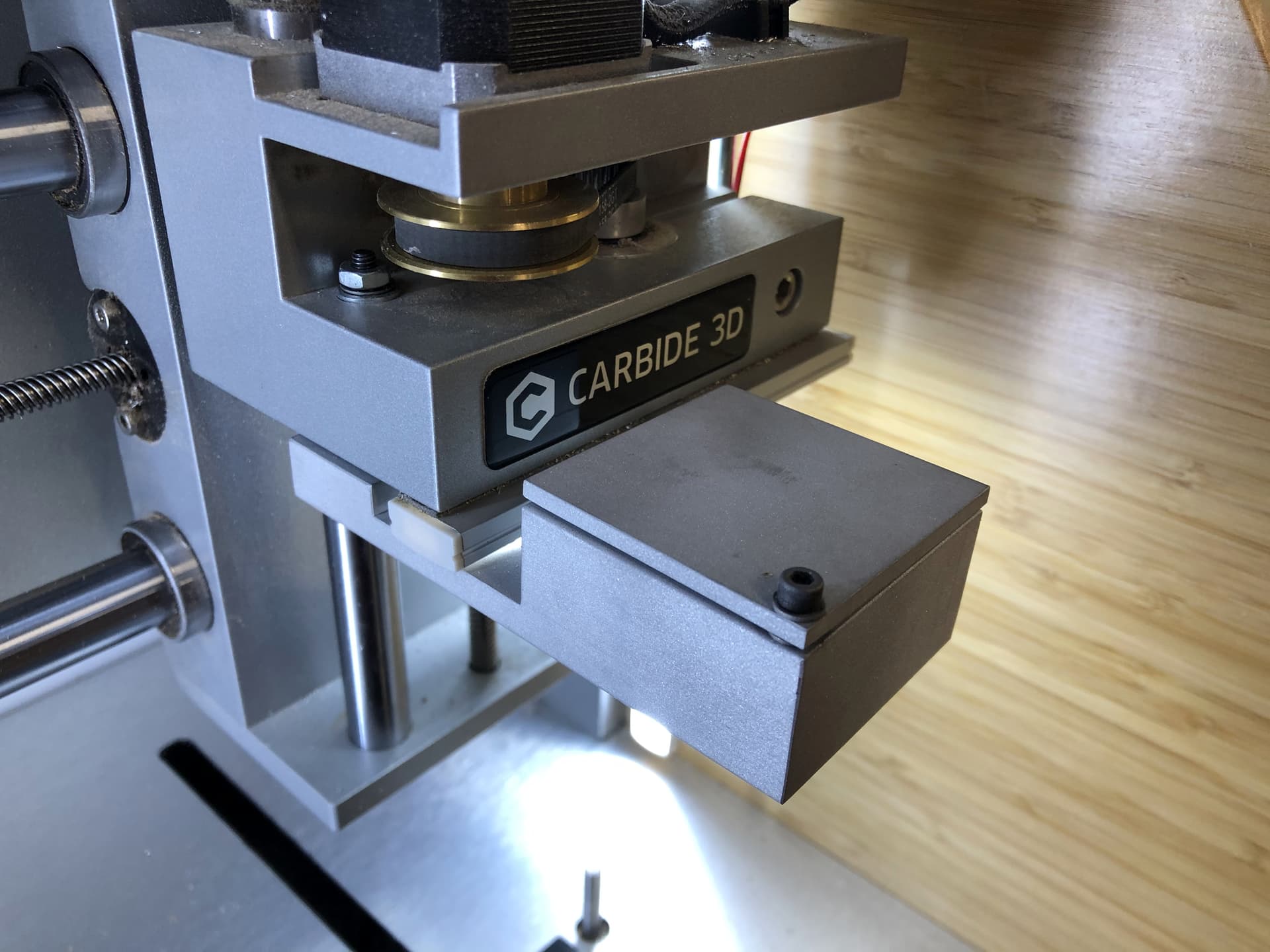
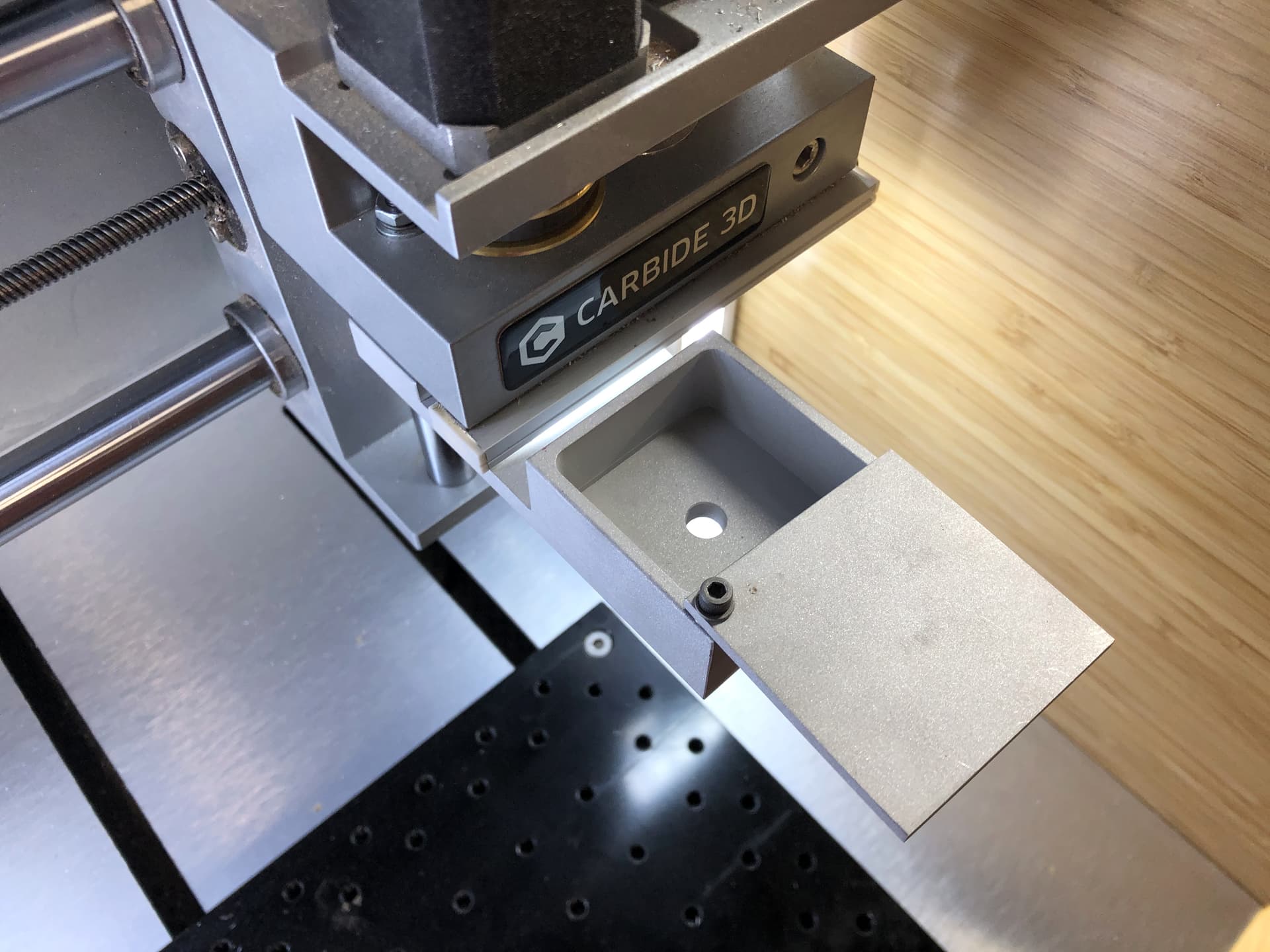
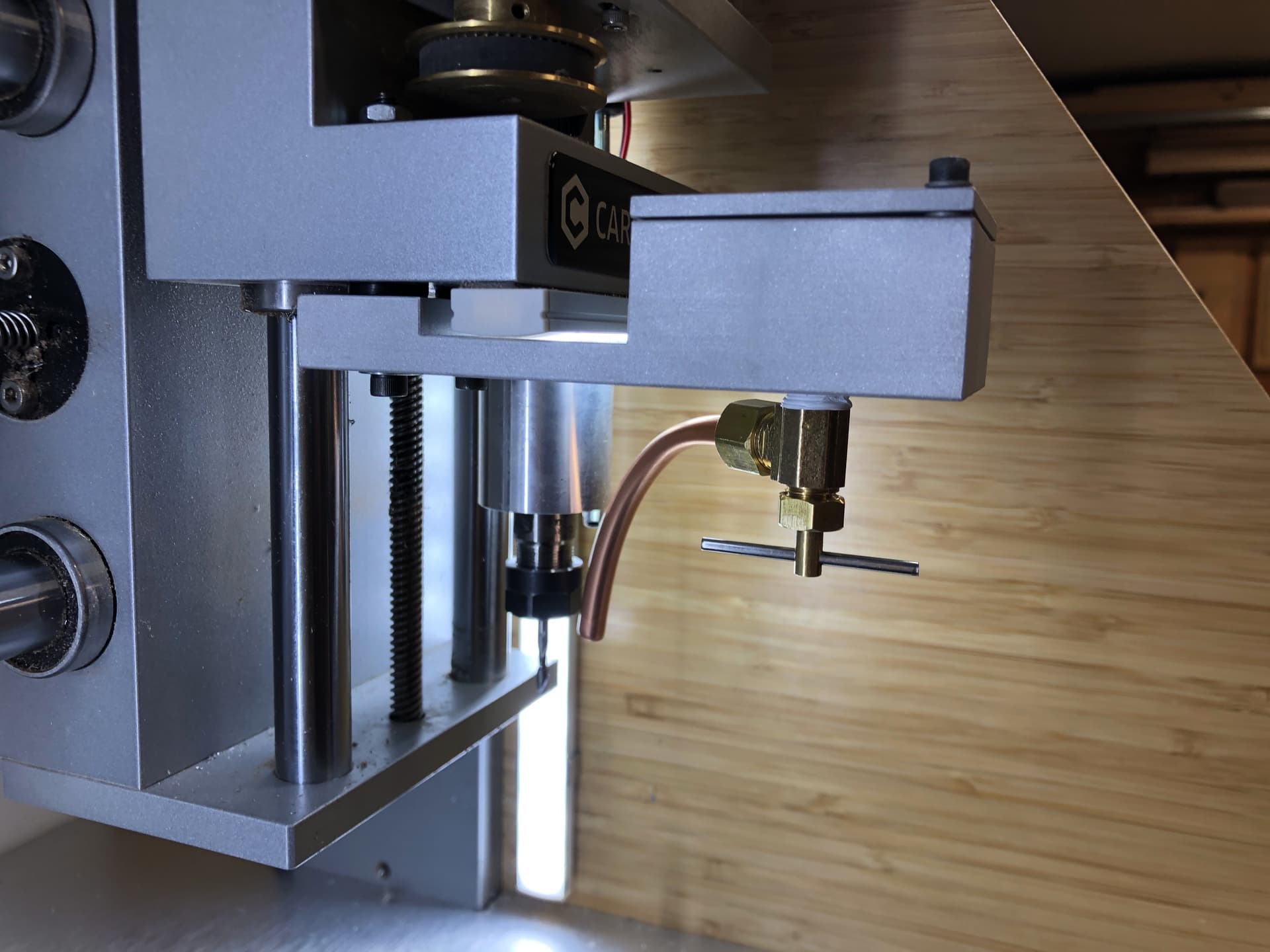
Like Richard, I too use a “drip tank” when machining steel. Here are a few photos of the drip tank that I made on the Nomad, for the Nomad. I used 6061 bar stock, and media blasted it to give it a satin finish. The valve is just standard plumbing for a home appliance purchased from a hardware store. I will note that when machining with miniature endmills, e.g. 0.5mm or smaller, you do not want high velocity coolant, as the pressure will induce vibration that ultimately results in breaking endmills. This is well known in micro-machining and definitely in the watchmaking industry, but less known in other machining areas. So a drip tank is quite adequate. This was covered in a recent blog post by Harvey Tools. BTW, I purchase most of my endmills from Harvey because of the variety of miniature endmills. The smallest endmill I use is 0.1 mm (0.0039 inch) diameter.
I hope this helps!