I’m sure C3D will get a more permanent solution for this issue. I have the older model (Nomad 883) and have had my fair share of chatter, but it’s still dead accurate and wobble free after 2 years of use.
Naturally, after making this assertion, fate will step in and it will break the next time I use it.
We’ve had a couple of customers source the bearings on their own and replace them — this requires an arbor press though — please contact us at support@carbide3d.com and be patient as we work through this with us. Unfortunately, not everyone on the team is fully up-to-speed on the Nomad 3 (I’ve had to put off getting my unit a couple of times for various reasons — hopefully by Christmas), so a bit more patience, esp. if there are time zone issues may be needed.
I hope you have better luck with your replacements than what I had!
It feels good running the new spindles.
Lessons learned, an i will start using a warm-up cycle.
Is that a lesson to be learned? I know @Vince.Fab is very experienced but I’ve not seen anywhere in C3D information that warm-up should be performed (unless I skimmed over it). I’d been using 10k rpm since I bought the machine because, being a total CNC noob, I wanted to use @wmoy 's super starting recipies (very useful and worked really well). Then, later on, I wanted to remove material faster so moved up to 24k (increading feed accordingly) initially getting great results but then the finish started degrading and I then located the play. I don’t know whether this was induced by running 24k or just by the total accumulation of running hours. I am going to revert to 10k for now for all work until C3D complete their investigation on your returned spindles. I hope I’m not stuck at 10k forever because I knew some of my projects with Alu were going to be slow on the Nomad and the increased power and speed of the N3 is what convinced me to buy it over a larger machine. I do need the accuracy, I so wish I knew the SO HDM was in the pipeline because I would have paid the extra for that instead. @pauketju have you started using your most recent spindle or are you awaiting feedback?
And I have had some success before that, actually not that bad chatter, or bad accuracy. but the play has caused the endmills to snag while doing contours, scrapping the carbide endmill.
I don’t recall seeing anything about a spindle warm-up routine either but it is an industry standard to do so. Even without a warm-up, spindle bearings should not be failing that quickly.
Oh! So that is what happened to me. Never heard of an endmill snagging before but I’m assuming you mean the rigidity losses caused the endmill to trail behind and then take too much engagement and at a slight angle. If that’s what you mean I can see that being my problem.
I actually managed to chase down almost all of the slop, but could never get rid of the vibrating noise when the spendle was running. C3D was kind enough to send a new one.
In this case pictured, the endmill was going in Y, cutting the last few passes on a contour. The supports where forming on the bottom, and as it was retracting up, over the support. It snagged on the metal not yet cut, then was able to dig its way into the almost 15mm side face of the clamp i was making.
This might have been machine deflection, it is definitely the weakest direction The X+/-.
But I was cutting in Z+/-, and the deflection was in the X when snagging. Caught on the ledge as it was making supports.
Wow, this new spindle sounds so different (like quiet). Just been doing 2D adaptive in Alu and I have actually hear myself think while I’m in the same room. Superb! Running at 10k for now.
Luckily support@carbide3d.com is very helpful.
I think they are aware of issues on some Nomad 3 machines due to a bearing supplier.
I am being sent a new one after they investigated the issue on those i sent back to them.
Got my new spindle today; holy cow 80% of my problems are already fixed. Being new to this I thought it was all me! Any idea how long the spindle is supposed to last?
Anything I can do to fix it myself if/when it happens again?
How long does carbide cover it? Serbs like a huge issue!
Thanks Will, have they narrowed it down at all about what is causing this? I have only had my machine about a month, so that seems like a really short lifespan for the spindle!
Mine only held for 2 weeks…
I received 3 replacement spindles that all failed within another 2 weeks.
Received a 4th yesterday.
Finally received it with the steel pegs. So no headache changing them.
Hmm…
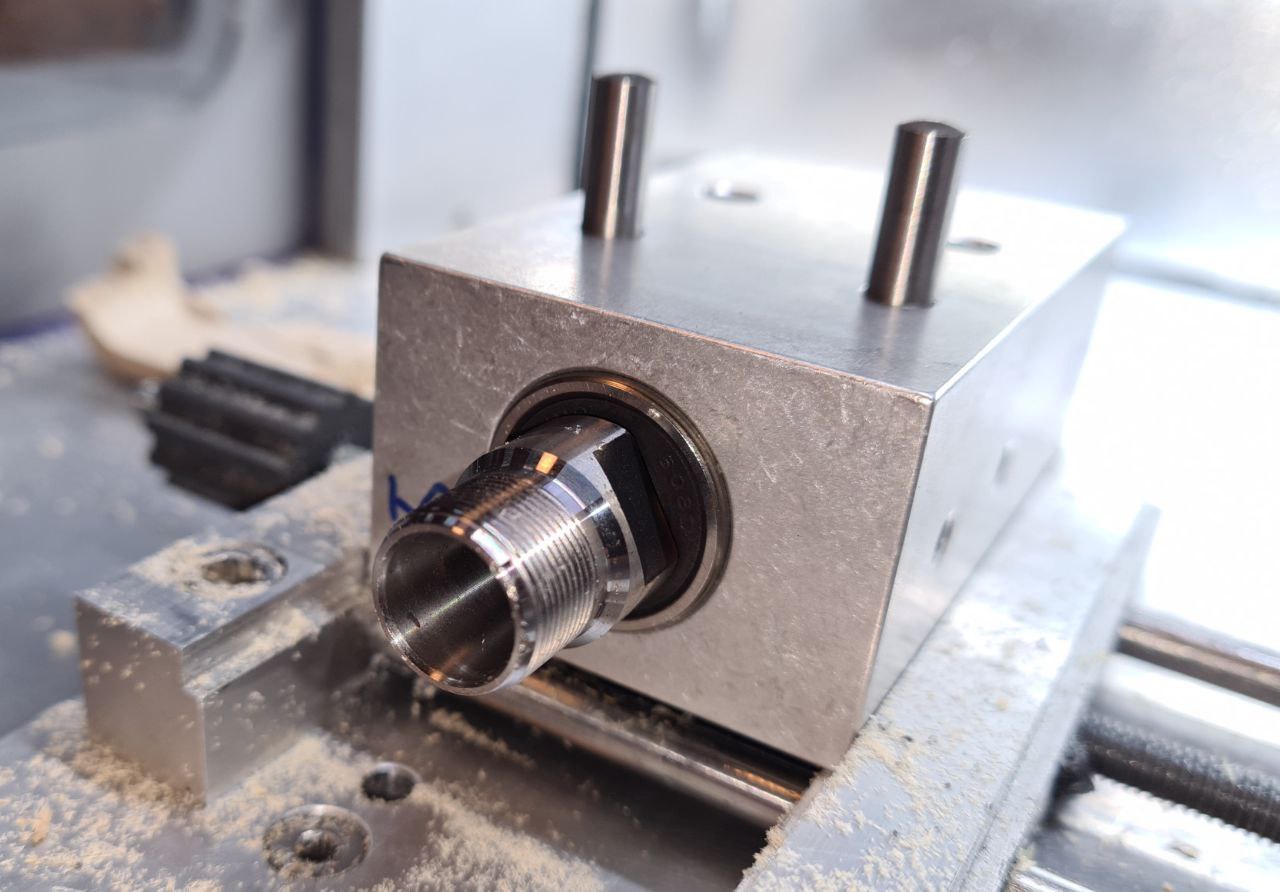
This is the 4th spindle. Used for one 30 minute job i soft wood.
Replaced by the post above. Just disassembled to check and compare. Aaaaaand the bearings fell out… No press required.
Already a tiny bit loose… I think i saw CA residue on both the pulley to the shank, and in the bearing seats?