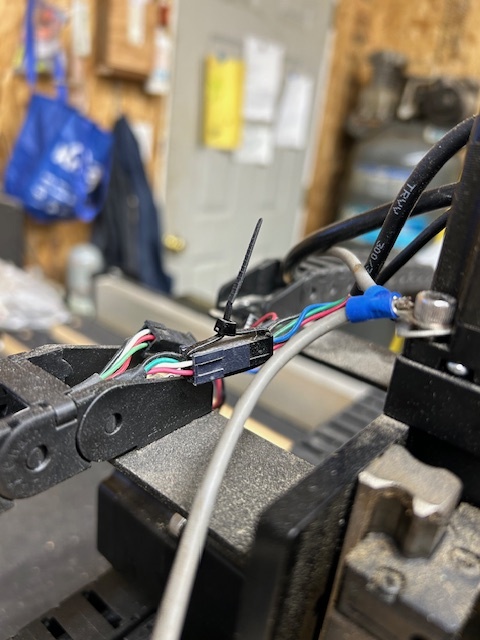
It’s not about loose wires, it’s about poor or intermittent connection of the wiring harness connector assemblies. Most recently for me, I was running a multiple repeat job when I had a failure due to loss of steps. I noticed that my Z-axis did not seem to be jogging as smoothly as it had been the day before. So I checked the Z-axis motor connector by flexing/straining it around a bit while jogging the Z-axis - sure enough, the Z-axis would stutter/pause/grind while I did this. I do not know why my Z-axis wiring connector went bad, but if the electrical connection is not solid, especially with mechanical vibrations running through the machine, then it can/will lose steps. The connectors can test fine with a multimeter, but still cause intermittent failure when the machine is in use due to strain/vibration on the connector. I managed to zip tie my connector into such a position which keeps it from moving around & protected while maintaining a solid connection - not an ideal solution but it keeps me running until I have a chance to either replace the connector or hardwire the Z-axis motor to the wiring harness.
If you can prove that your wiring harness connectors are all making solid connections, then your next point of electrical failure becomes the control board.
Really interesting thoughts Joel - so by that logic, would it be sensible to upgrade the cabling completely then at a suitable point (ie I could get some shielded cabling and better quality wiring to make it bullet proof).
Been running 8 hours today so far without a cock up… touch wood. Touch lots of expensive hard wood in this case…
Thoughts on things to check as this seems mechanical to me:
Make sure the linear rails and ballscrews are lubricated. They recommend Mobile Vactra #2 for the linear rails. It sounds odd, but I have seen dry linear bearings cause a machine to skip steps.
Make sure the set and clamp screws on the couplers to the stepper/ballscrews are good and tight.
If you are able to section off your program to run close to where the machine left off then great, but as a programmer that writes programs for CNC metal machining on big machines, the restart points at stopped points have to have more g-code added for the machine to understand what it needs to do.
For example; the machine needs to read g-codes to turn on the spindle and how fast to turn it on. Certain parameters have to be read as well for the machine to know where it is at and what it is about to do.
So, the beginning of your program will have all of this, and the machine will read it and then start the cycle of your machining process.
I have found that if you run the program too fast in movement direction or too fast of program reading, the process can get skipped and stop reading the program or skip part of the program because it read too fast in the movement before moving in another direction. Meaning that I had overridden my running speed up to 200% and the machine ran ok with the first part of the 3D carving with long toolpaths. Then as the machine got into smaller cutting areas, the machine moved faster and faster in these areas and eventually disconnected from Carbide Motion. When I replicated the movements in slower speeds, the machine had no problems at all. Maybe it was the wiring, maybe it was the motors, or maybe the program was reading so fast that the machine couldn’t keep up with each line of code.
This was my experience with the machine not following code.
Shielded cable would be a waste of time & effort in my opinion. I’ve never encountered any issues which would suggest shielded cable would help anything(I got my first SO3XXL back in 2017) as the current & voltage levels for the steppers are not really susceptible to outside interference. The wire isn’t usually a problem unless it gets severely kinked or pinched.
What I believe would be a good upgrade is the connectors in the wiring harness to the stepper motors - the crimped pins inside the connector I believe are the weakest link. For my PRO XXL I intend to either replace all the stepper wiring connectors with something like aviation connectors or hardwire them.
And all of this could be for naught if your machine is mechanically binding.
Your comment about the crimped wire connectors reminds me of the saying, “A chain is only as strong as it’s weakest link.” This would be the weak link in any of our machines. I have felt that many of the wire connectors just don’t have the beefiness they need for proper connection during operation.
Our machines move, tug, pull, and bend all kinds of things during running, not including the fact that it vibrates a lot during cuts. Screws that are not tightened enough could come loose. Tightening them too tight, because most of the machine is made from aluminum, could lead to stripped out threads. Thread locking chemicals could help, but using the wrong one could lead to never being able to remove a screw or bolt from its spot.
Hey, yes Aspire does all this for me, so it’s rehoming, spinning up, parking etc each run - been running all day without issues - up to segment ten now!
If you’re confident there’s nothing mechanical then I agree it’s likely an intermittent wiring issue. The Shapeoko doesn’t have any feedback from the stepper motors so it doesn’t know if it loses steps and is off position.
Oiling the bearing blocks is good practice, it won’t hurt and it’s possible they didn’t have much oil in them when shipped.
On the wiring front, you can try locking the connectors but if the pins and sockets in the connector don’t have sufficient spring pressure to maintain a contact they may well continue to give connection issues.
If you’re happy to void the warranty and replace cable or connectors, a quality controls signal cable which is rated for constant flexing is a good choice, you’ll need one rated for a few amps per core. Something like this is suitable, but the price will show you why the Shapeoko doesn’t come equipped with $100 worth of fully screened industrial controls grade cabling;
If you go screened, you’ll need to ground the screen at one end as the motor cables don’t have a ground core in them.
As noted, it won’t help much to screen the stepper motor cables, they’re a source of interference rather than a victim, the router / spindle and dust collection are the major offenders there. Screened cables are generally used to reduce pickup on nearby cables such as limit switches, encoders and other sensors in the wiring system, which the Shapeoko isn’t overly sensitive to.
If you’re changing or replacing connectors, crimp joints are the way to go (just with a good quality connector and proper ratchet crimp tool) over solder as soldered connections are brittle and fail with constant flexing as seen in a drag chain.
Great tips Liam - thanks for these and definitely agree with a good crimping!!
I’m kinda curious to get to the bottom of it now, so given it appears to be behaving for now (touch wood), I’ll get it through this piece and then I can batter it with some stress testing on some less expensive wood!!
I had an issue like this. It ended up being the set screw and n the stepper motor came loose and would slip. Here is the thread I had on it. Good luck!
Sorry not really on topic but a reply to some comments on wire harnesses …
I have worked in the power supply field for over 35 years. I have used many connectors e.g. Mil to commercial, and have designed many wring harnesses as a mechanical engineer. The so called MOLEX connectors, low cost wire and lack of strain relief of wire to connector has a lot to be desired on these machines for the price.
I agree one big improvement work be more robust wiring harnesses overall.
So this does happen and its upsetting, when it happened to me I had to scrap my work and start over in Carbide Create and I did not have it happen again. When I went back to inspect what happened after the fact I found out that another toolPath was running on top of the current tool path. Then I recalled when I was designing the file, then when I went to assign a tool path the program crashed because I was tying to view the simulation while it was calculating which caused a bug. So for me to clear this issue I just started over and I was good to go.
Also, if I get a SVG file I always go back to input what other people put in for values just to make 100% sure that my machine accepts it. I have even seen negative values put in the tool paths that would not work (an that pissed me off seeing that.)…
Below is a link to a guy on YouTube that I researched before buying my Shakepoko 5 Pro. This really is an excellent machine and I am very sorry you are having issues. In the middle of the video he described a simular error to what you got.
Also, I noticed (not related to your question) but are you use the right bit here for what you are wanting to achieve? I can’t tell if you are using a Upcut or Down cut bit.
Useful! Yes, I’m plotting a way to remove this issue forever… it might be simpler than thought.
Two laser sensors I’ll fit beside the X and Y axes - this will continually judge the distance to the spindle as a secondary measure.
I can then get a simple chip to be running a very simple compare algorithm to the GCODE streaming - ie if Carbide Motion thinks it should have moved 10mm to the left and the laser thinks differently, then it’ll just trigger the pause button in Carbide Motion.
I can get pretty accurate with a distance sensor, it won’t stop any micro issues, but it’ll stop destroying the workpiece - a bit like a sawstop for CNCs… where it doesn’t save your fingers, but saves your wood…!
Whether I do this to hook into Carbide Motion or use another piece of software like gSender I’ll need to test.
Hey Liam - love your thinking! One big advantage is this is non-destructive - ie the worst it does is pause the CNC and spindle, so regardless of option it won’t break anything, the worst it’d give is false positives.
Rotary encoder is a really clever thought too!
I’ll have a look at those, I think there’s loads of cool approaches to this - I’ll keep my code open source so folks can improve/contribute too and Carbide could pinch as an option for future…
Well I can’t take any credit for the encoder on the motor idea, the steppers and drivers I bought for my next upgrade are ‘closed loop’ steppers which have an integrated encoder which talks to the driver and throws an error if the motor gets too far off target.
It’s not quite a servo motor but it does at least error out if the machine loses steps.
You can’t run closed loop on the Carbide controller, as closed loop needs to be built into the controller. On the upside, the motor encoders are a commodity part now.