This is an extension of the following thread:
I purchased this aluminum blank:
This is the result less than a minute into the job. Note that the cutter is TiN coated:

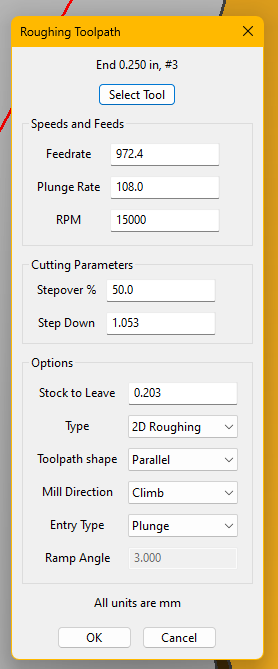
This from MeshCAM:
Any thoughts?
Jon
This is an extension of the following thread:
I purchased this aluminum blank:
This is the result less than a minute into the job. Note that the cutter is TiN coated:
This from MeshCAM:
Any thoughts?
Jon
Single flute endmills are the way to go for alumnuim. I also find going with a more shallow doc and bumping up the feed rate can help too. The most important thing is to keep the cut channels clear of chips with either an air blast setup or shop vac.
I kind of doubt a shop vac will do much of anything besides cleanup loose chips. Air blast is less of a suggestion and more of a requirement for anything gummy.4 flutes is never suggested for aluminum 2 or O-flute
Thanks.
I am using a dust collection system: all of the chips were being sucked away from the cutter.
Is air blast partly to cool the work piece?
I can buy some 2 flute end mills. I bought the ones I did from Carbide 3D because they were recommended for aluminum.
Jon
Airblast is going to slightly cool the chips but also give a high pressure to create a gap similar but not the same as the Leidenfrost effect to prevent welding. Essentially you are trying to remove or prevent contact with mating surfaces prior to welding.
Also I think it’s more the coating they’re reccomending than the geometry as ZrN is just an ideal coating in general as other coatings will be problematic due to the requirement of high temps for hardening. I actually don’t know why they are reccomending a 3/4 flute other than surface finish which is even stranger given the fact that the helix isn’t steep at all giving it rigidity rather than a better finish??
TLDR that bit is a finishing bit in a less rigid machine but not a finishing bit because of helix and shouldn’t be used for hogging or slotting. Additionally slotting when you can you should learn adaptive toolpaths to prevent engagement more than needed.
To expand on all this, we have some videos at:
which have some feeds and speeds and should be helpful/informative.
The defaults in Carbide Create should work well (didn’t check if you were using them or no), though I will admit that since “discovering” single flute tooling, that’s all I use when cutting metals.
Thanks, Will.
Given that I purchased cutters from the Carbide3D web site that stated that they were for aluminum, and given that everyone seems to think that the cutters I purchased will not work well with aluminum, can I return them for a refund and/or exchange them for cutters that will work with aluminum?
It would be helpful if the Carbide3D web page allowed one to specify a material and only see appropriate cutters.
Thanks
Jon
I just watched the videos, and some of the cutters are 3 flute. But you say use 1 flute.
I am honestly very confused at this point, due to the conflicting information I am getting.
Did my attempt fail because of poor feeds and speeds? They came from MeshCAM. Are the MeshCAM defaults wrong?
Jon
The folks on support who use MeshCAM should be able to advise on all this — please check in at support@carbide3d.com
The numbers I have been using on 6061 aluminum on my XXL are:
24,500 RPM, speed 4 on the Carbide Compact Router
#278Z = 60 ipm 0.010" doc / 40 ipm 0.020" doc
#274Z = 40 ipm 0.010" doc
I also use mist cooling for the 0.125" cutter and only air on the 0.250". You could probably get away without cooling…maybe! The air blast is for clearing the chips out of the cut path so they don’t get recut. This is important for deep channels.
ZrN coated tools have been working well for me. I would avoid AlTiN since I have heard that the coating has an affinity for aluminum. I have been meaning to try TiB2, but have not gotten around to it yet.
Its not so much that you cant use multi flute endmills for alumnuim, some folks will say thats still the way to go, but you have to be much more carefull with your speeds & feeds, chip evacuation etc. You’re much less likely to end up with alumnuim chips welding or clogging your endmill with single flutes so it just makes cutting aluminum easier.
I run a similar setup as shown in this video, and use alcohol for the mist coolant when cutting aluminum.

I use a o-flute bit with aluminum and brass all the time. I do however really want to get around to adding an air blast
I can look into the air blast, but I spent a lot of effort (and some money) creating a dust collection system and walls around the cutting area to prevent chips from going all over the place. How do those of you with air blast systems handle chip collection?
If I understand the quantities of air involved, and air blast system should be able to overcome suction and still function in that rôle
If you get a build up of alum on a cutter buy some lye and mix it with water and soak the bits. The lye will remove the alum. Just as always do so in a ventilated area. Lye puts off some noxious fumes and is not good to breath. The lye will not affect the coatings or the carbide. Depending on how caked up the alum is try 30 minutes and hit with a stiff nylon brush after rinsing the part off with water. Water is the universal solvent and will neutralize the lye solution. There are a bunch of videos on youtube about the procedure.

I want the opposite: I want to be sure the chips go up the dust collection system
I’ve cut a reasonable amount of aluminium now on my XXL, I found a few things.
Aluminium chips have more energy than wood chips and can get flung past the dust collection brushes. I have a clear PVC curtain on the dust hood so I can see what’s happening and whether the cutter is getting clogged up. I’ve not tried hood and air blast at the same time yet.
A little Isopropanol goes a long way in avoiding the cutters gumming up and is self-cleaning as it evaporates off, unlike WD-Nasty etc.
As stated above, single flute cutters are easiest to use, good ones will give a nice enough finish, I use some fairly cheap DLC coated cutters which work well for me. On larger diameter cutters be careful with high RPM as you’ll start to heat things up without air blast & lubricant.
If you’re looking for a clean floor finish, you need a cutter which is designed for floor finish, not just plunge capable and wall finish.
My preference order for coatings is DLC, then ZrN then none, anything with Al in the coating wants to bond to the Al you are cutting, great for ferrous metals, not nice for Aluminium
The grade of Aluminium makes a huge difference 6061 T6 and similar alloys chip nicely as they’re quite hard, softer alloys can be an absolute pig without lubricant, they gall and clog. I just don’t bother trying to cut them dry, even if you don’t clog up the cutter the finish tends to be nasty
HTH
@Liam: Perfect response! Very helpful! Thanks so much!
Jon