So, I picked up the pack of the MC Etcher engravers and just wondering some opinions on what people are finding to be good speeds and feeds. Yes, I’ve watched @wmoy video, which is primarily the reason for the purchase. I was more just opening up a discussion to see what’s working for everyone. I’m almost exclusively engraving powder coated aluminum, so that’s where my interest is personally. I’ve been testing around 100ipm and a .01 doc using the 90º bit (the 120º just doesn’t penetrate the powder coat). I don’t want to over-stress the tip and cause damage, so I’m trying to be somewhat conservative, but any other experience would be appreciated.
I’m getting decent results, but I’m having to take a couple of passes and the really small text (which is primarily what I want these for) isn’t super great, but it’s okay. I was hoping to replace my .5mm tapered ball end mill that I’m currently using since consistent depth of engraving across the workpiece is nearly impossible. Anyway, I’d love to hear experiences and thoughts!
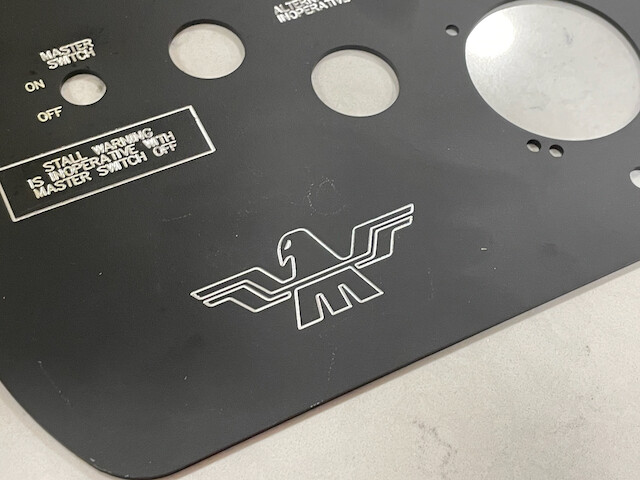
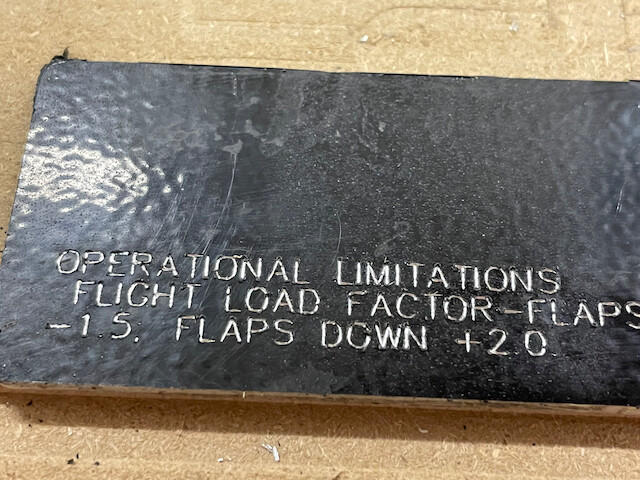
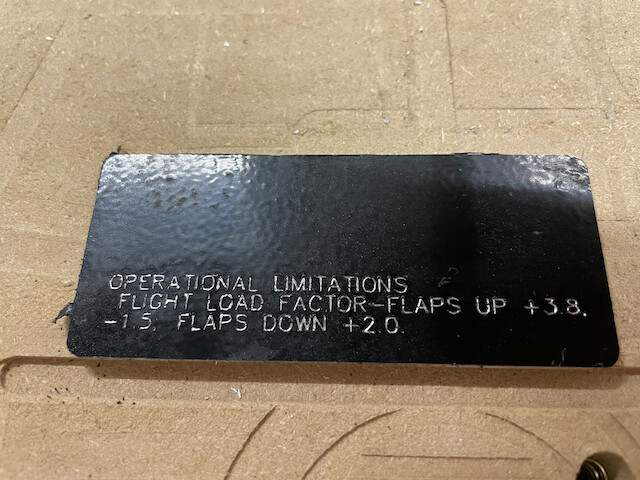
Also, here are a few photos just to see the results. The first one is from my .5mm tapered ball end mill, the second two are from the MC Etcher 90º (.015 DOC, 100IPM, 2 passes).
I got really nice results engraving on 304 stainless steel using the 90 degree bit at 45 IPM and 0.020" DOC. The actual engraving depth was just a good scratch, probably somewhere around .005". The .020 DOC just preloaded the spring behind the bit to maintain pressure on the bit and work piece.
I could see where the powder coating could possibly come loose after the diamond gets done with it and get pushed back into the engraving, especially with the second pass.
That’s good to know, I’d be interested in doing some stainless at some point too. Any reason you’re only going at 45 IPM? Just wondering if you had any issues with running faster. NYC CNC has a video where he’s running a drag engraver at 100, so I figured why not. That’s one HUGE advantage I’ve found, the engraving time is substantially reduced.
As far as the powder coat, I run the second pass to kind of clean out the channel. The powder coating actually frays a bit and that second pass seems to clean it up mostly.
That was just a starting point as suggested in another post. I believe I did bump up the speed a bit in CM while engraving with no ill affects noted. That was my first attempt with that type of engraving so I thought I’d test the waters carefully and not ruin my new tool.
I‘ll have to grab a piece of powder coated aluminum and give that a try, just curious how that would look.