It’s been a while since we discussed this.
I began discussing a scheme for this at:
In the course of writing:
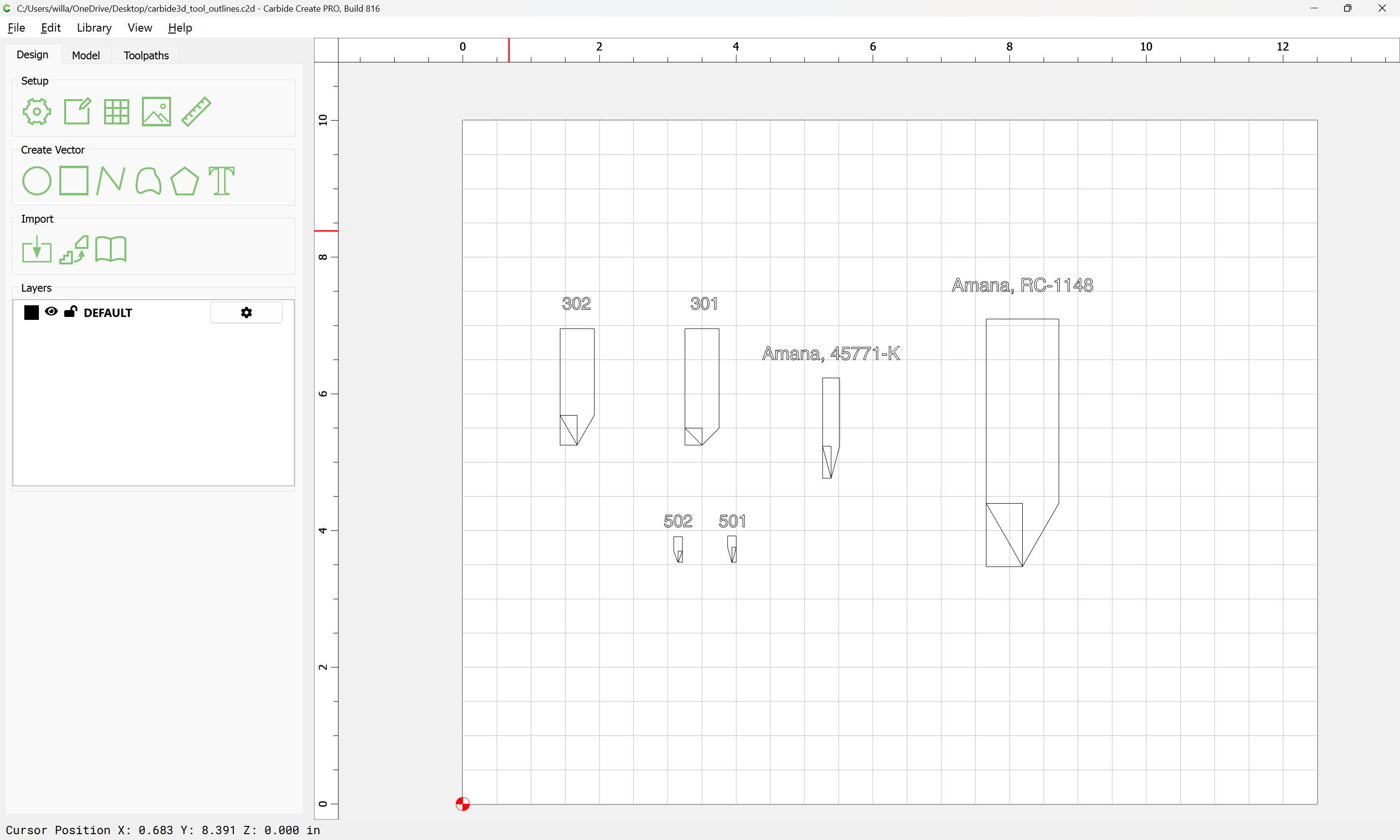
it has of course been necessary to refer to various tools — since I work for Carbide 3D I’ve been using their tool #s where available, and those of various other manufacturers where C3D doesn’t make a given tool.
Naturally, that’s just a big, inconsistent mess…
So, if one wanted to make a system for numbering tools referring only to the geometry of the tools, what might it look like? What are the limitations? Requirements?
One notable limitation for my usage is that Carbide Create (I work for Carbide 3D, remember?) is limited to 6 digits for tool #s.
Requirements include:
- describing a wide variety of tooling
- consistent (one thing which drives me nuts is #101/#111/#121 are ball-nose while #201 is a square tool)
- reasonably intuitive
- reasonably accurate
One further consideration is that I’m old enough and set enough in my ways and located in a locale, and working with a company which sells tooling in Imperial sizes, so, sorry rest of the world — someone else will have to work up a similar system oriented for metric (which I would be glad to see and add/support as a second option).
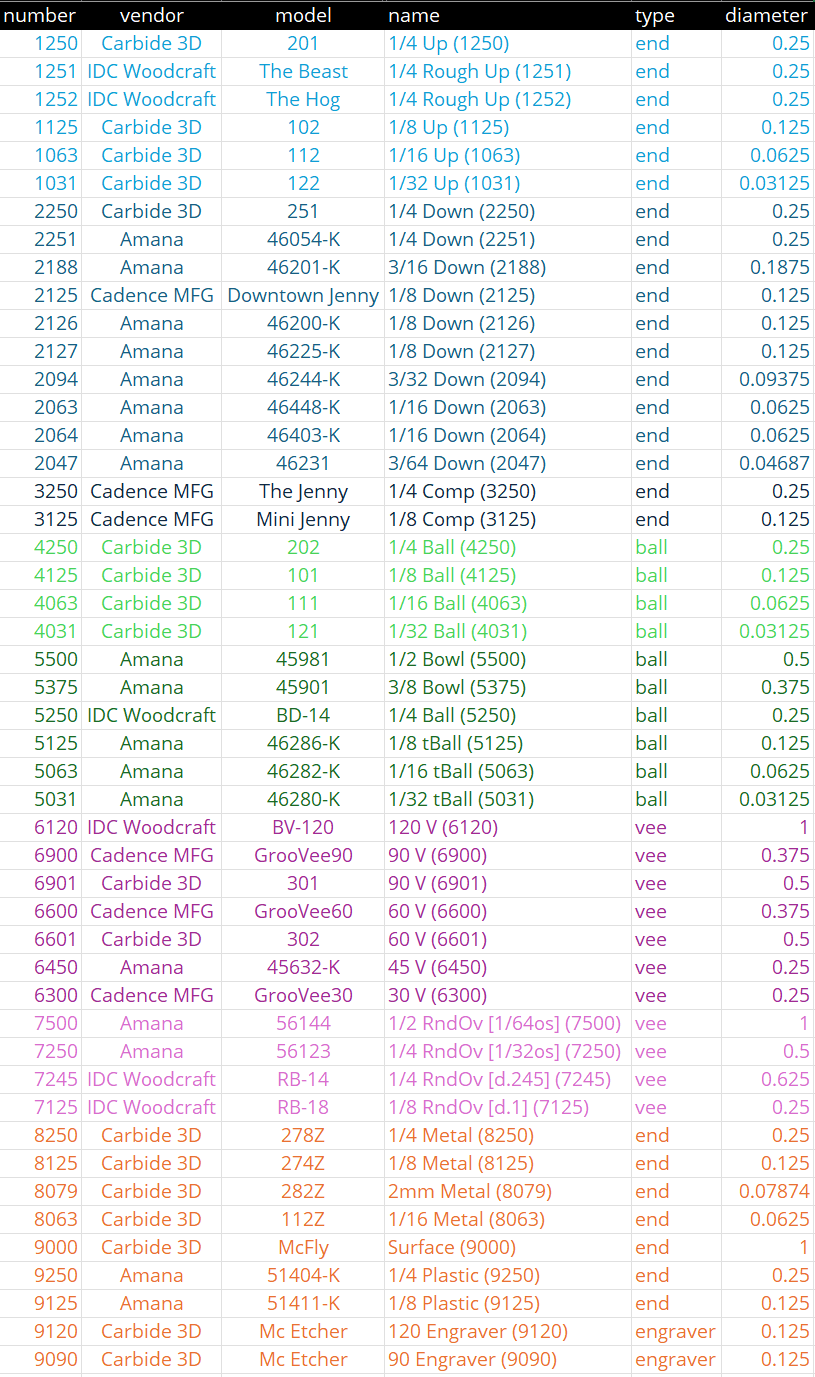
Given all that, here is a more-or-less first rough pass:

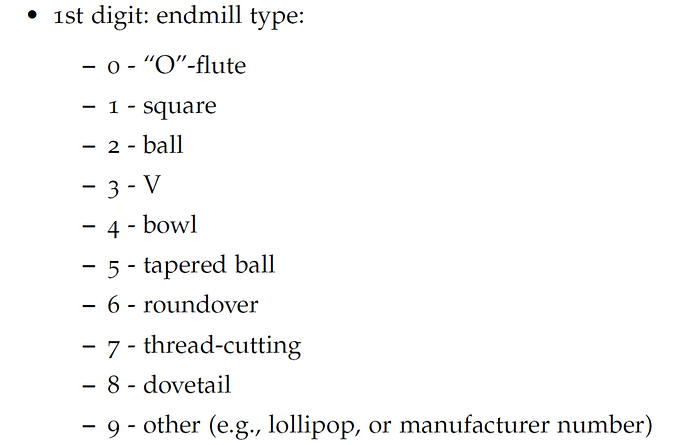
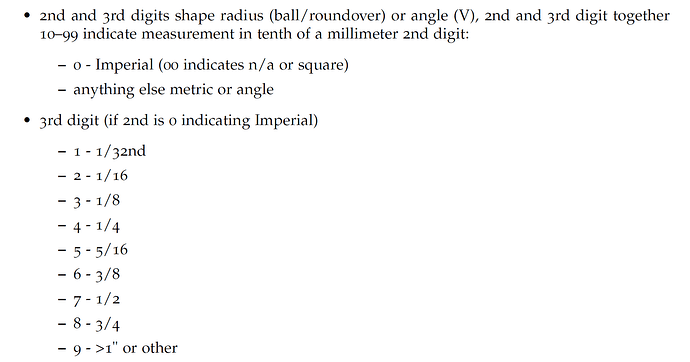
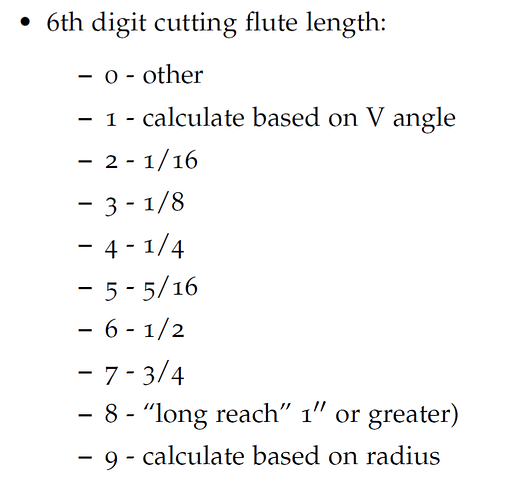
Each digit (or pair of digits) represents one (or more) aspects of the tool. For each digit/pair we have:

which seemed reasonably workable when I used it to determine the numbers for the (basic) tooling which Carbide 3D sells.
Obviously, the notable lacunae is tip radius for tapered ball-nose tooling — what tapered ball-nose tooling do folks use? What are the tip radii?
4th and 5th digits cutting diameter as 2nd and 3rd above except 4th digit indicates tip radius for tapered ball nose and such tooling is only represented in Imperial measure:
4th digit (tapered ball nose)
- 1 - 0.0025 in
- 2 - 0.015625 in (1/64th)
- 3 - 0.0295 (~0.75mm)
- 4 - 0.03125 in (1/32nd)
- 5 - 0.0335
- 6 - 0.0354 (~0.9mm)
- 7 - 0.0625 in (1/16th)
- 8 - 0.125 in (1/8th)
- 9 - 0.25 in (1/4)
which seems to cover anything I’m likely to use.
Does anyone else see any obvious gaps/problems? (other than not supporting metric — I really would like to see a similar system which works reasonably well for metric)
Thoughts/comments?