Hello, I’m looking to carve intricate inlays for a guitar out of mother of pearl, where the smallest gap is about .25mm, does anyone have an idea on what type of CNC bit I should use? I know they make bits that go down to smaller than that but the depth isn’t really there and mother of pearl is really hard, if someone can help me with bit ideas I would really appreciate it, thank you
We’ve had some discussion of this here previously:
https://community.carbide3d.com/search?q=pearl
Probably the easiest approach is using epoxy and powdered MoP:
but see:
and esp.
Hopefully @bpedit will be able to answer any questions you might have.
I was looking into that but I haven’t really found an good examples of it looking like mother of pearl, to me it just looks grainy like mica or glitter mixed in epoxy and not really like a solid piece of mother of pearl
I also forgot to mention the mother of pearl pieces I plan on using are .05” or 1.27mm thick
Hopefully @TDA can advise on:
2 Likes
Indeed, I have used these to successfully cut pearl.
I used to be a luthier, inlay with pearl, abalone and other substrates was a speciality. All my guitar work was done pre CNC but I’ve cut a few pieces for boxes and jewelry since then. Be sure your spindle is true and your machine is well trammed. Be aware that shell dust is as toxic as asbestos so cut underwater. Here’s a bath I made for that purpose:
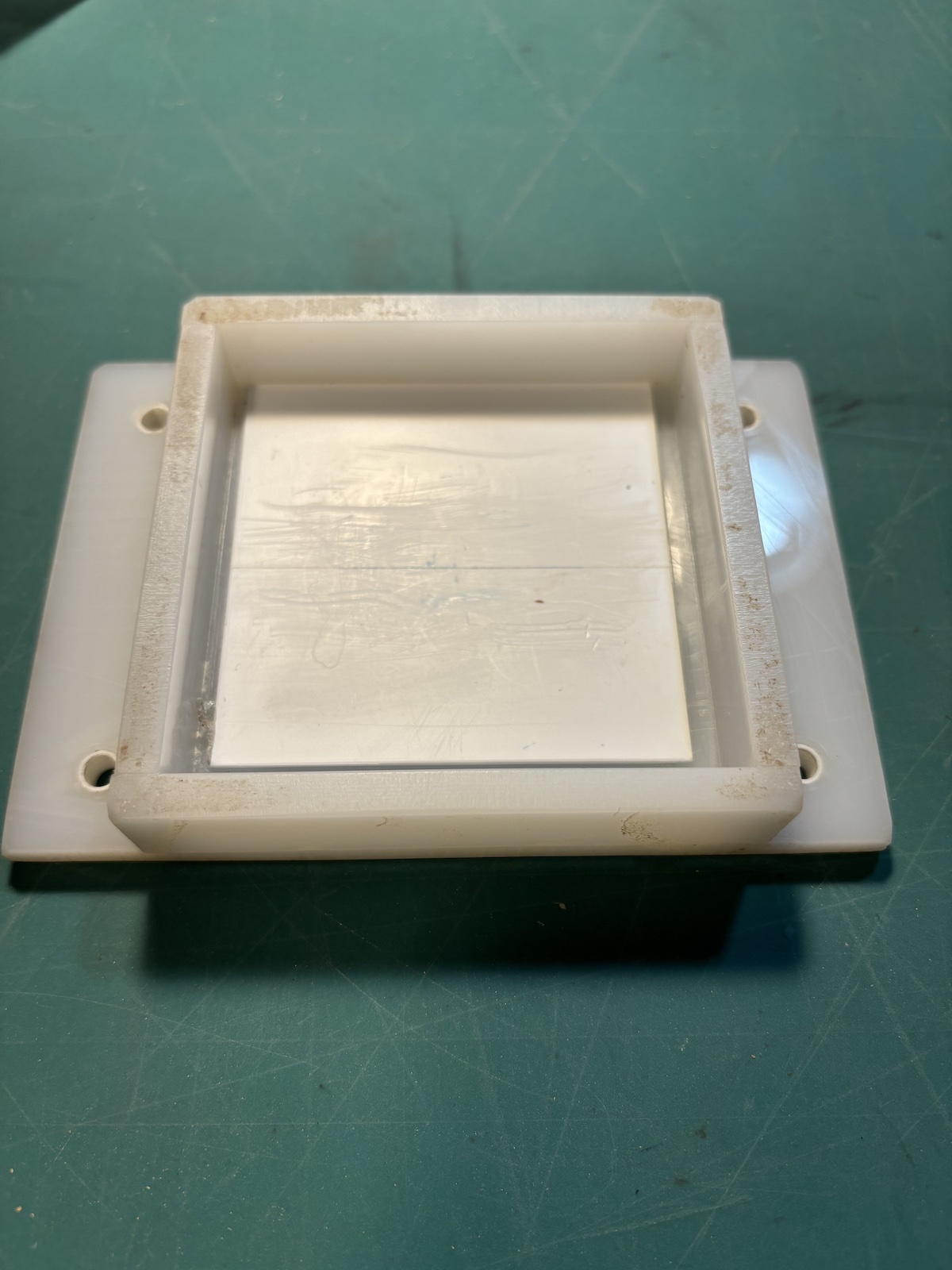
Because it’s hard to get a spatula beneath the pearl to release it, I used hot wax for a hold-down within the bath.
2 Likes
Looking at the site the smallest is the MS3I8-0100-006F I assume that will work well for the extremely fine detail I mentioned in my original post, also what “speeds and feeds” would you recommend for Pearl that is 1.27mm thick?
From the CC files I have access to, the smallest bit I have a record of using on pearl, abalone in this case, is 0.381 mm diameter:
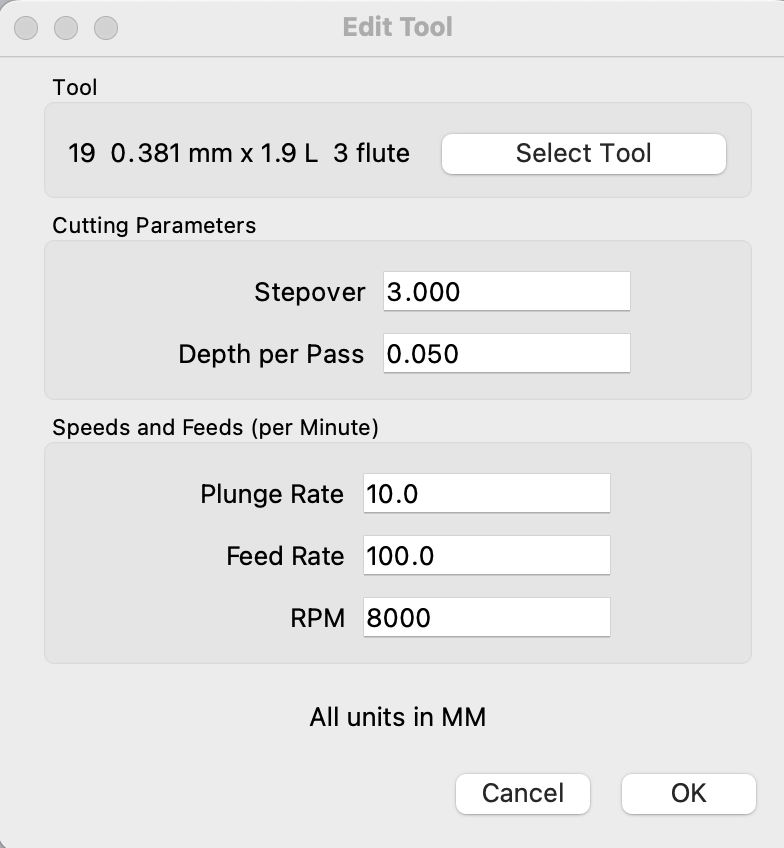
Some of this may be overly conservative. Plus abalone is more delicate than MOP due to its laminations. The most important factors cutting pearl is being conservative with plunge rate and DOC. For the 0.254 mm bit you have in mind I’d test with a DOC of 0.025 mm and a plunge rate of 6.0 mm/m. Also consider using “rest machining” techniques where you cut the profile with a larger bit and only use the smaller bit where needed.
I think cutting under water is not only a good idea for safety but will act somewhat as a lubricant. When I do this the cut sides have a polished appearance.
(BTW, the avatar I use on this site is from an inlay I did in a box for my niece. The pegasus is cut from MOP although it was done by hand in my pre-CNC days.)
1 Like
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
Sorry for the delay. I was out of state for a friend’s retirement. Catching up now.
Most things have already been covered here. However, there’s 2 I wanted go over.
First, anytime you are dealing with tooling this small runout becomes a very important issue. The old rule of thumb was that 10% of a tool’s diameter would break a tool. While that isn’t completely correct and has a bunch of caveats, it’s a decent base level to work from. So if you are trying to use a 0.25mm tool you are going to be in a very tough spot without less than 0.025mm runout. The simple way to think of it is that functionally you are adding and subtracting the runout to your chipload (feed) at different parts of the cut.
Second, your feeds and speeds in this will be quite conservative. However, it’s much more about chipload than anything else. So crank your RPM to max as you are very unlikely to be able to hit a surface speed issue with tooling this small. Even at 50KRPM you would only be talking about ~130SFM.
Sorry again for the delay. Let me know if there’s something I can help with.
3 Likes
This topic was automatically closed after 30 days. New replies are no longer allowed.