I got my nomad a week ago and am loving it so far. I’m going to use it mainly for jewellery production, so I’m looking to cut gold filled metal (basically brass) and silver.
Because I want to produce quite dainty items, I got a 0.7mm end mill (0.032"), which works like a charm, but it won’t cut all the details that I need for tiny pieces.
The 0.2mm and 0.3mm flat end mills I got keep on snapping even after I tried different feeds and speeds and I’m pretty much at my wits end.
Does anyone have experience using tiny end mills for silver / brass and could help me out
determine the correct feeds and speeds?
Welcome another Nomad owner! I have to confess I am not in the jewellry business so not qualified to answer your questions with any accuracy but you might want to looking into using a few drops of lubricant to help things along in gummy brass (WD-40 or 3 in 1 oil leap to mind but might want to make sure it doesnt stain the brass first)
Might want to share the details on the end mills and what you have tried such as speeds/feeds/depth of cut, # of flutes on the end mill and if they are coated in any way. That’ll probably help narrow things down for some more experienced soul on the forum to get you on the right path just that little bit faster.
Your bit needs sound just ike mine although most of my work so far is in wood and pearl. My one cut in silver suggests soft metals will be easier. More homogenous than the wood, less brittle than the pearl. I generally rough-out with a 0.794 mm then finish with the smaller bits. I had a lot of bit breakage but folks on the forum here helped. Some suggestions:
If you’re working in CC, forget the recommended speeds for micro bits. I generally run around 9000 RPM in both wood and pearl, I used that for my one foray into silver as well. The other big news for me, thanks to @mikep, is that small bits can undergo enough deflection to cause breakage. (He derived that from "g-wizard.) So, along with the higher speed, I reduced the feed to 30 mm. Success! My bits are now more likely to be retired from use than break.
Admittedly, this makes for slow going. At some point, using this slow feed as a start, I may challenge this with some incremental testing upward. Also monitor, maybe reduce, your plunge rates. Watch carefully to see if the bits are primarily breaking on the plunge.
Another strategy I use is to minimize use of the small bits. Say I’m cutting a tree snag profile. Most of the contour can be done with the 0.7 mm bit with no loss of detail. For the crotches, where branches meet at acute angles, I will make a separate file that limits cutting with the smaller bit to only those areas using isolated pockets. I may even do this a second time for use with a 0.178 mm bit.
Here’s a post, although primarily rgarding wood, that may help:
Thank you all for taking the time to reply to me! Couldn’t be happier to be part of this community!
@PhilG I’ll definitely give different lubricants a go! I used cut lube on my materials until now, which is quite waxy and flakes quite a bit, so getting an oil based lubricant might be much better. thank you for suggesting it!
My last trial was with the following:
Feed rate: 40 mm/min
Plunge rate: 4 mm/min
Spindle speed: 10,000 RPM
Max pass depth: 0.02 mm
It did a few passes easily and then decided to snap
@bpedit thank you so so much for sharing this! I can’t wait to get back on my Nomad and try out your recommendations. Do you still use the 15mm plunge rate that you shared in your other post or did you adjust it as well?
For mother of pearl I slow the plunge rate down to 12 mm, it’s quite brittle and I did note most of the breakage was on the plunge. I’d begin by lowering your feed in case deflection is your principal issue.
As far as small bits check out Carbide Plus (aka drillman1) on ebay. These are quality bits at very reasonable prices. Some of the Kyocera bits he sells are less than half the price as through the Kyocera store.
Precise Bits, which Will refers to, are very high quality but pricey, in the smaller sizes, when honing your techniques. That said, there is a lot of “value added” with the extensive information provided on the site.
@WillAdams@bpedit Thank you! I’ll check them out tonight and place an order. I think the quality of the end mills were not that great (expected at £7 a piece).
I tried the RPM and Feed Rate you recommended Byrne and it worked like a charm! I couldn’t believe it! No breakage at all, but I can see that the bit quality is not great to cut brass with. I’m seriously over the moon though!! THANK YOU SO MUCH!
So basically what you’re doing is called micro-machining, it’s when you get into diameter less than 1,5mm. I haven’t done any so I can’t help about f&s but I’d advise buying some ultra high precision ER11 collets with 1 micron or less run-out if you can, the lowest the better, thought I wasn’t able to find some ER11 rated with less than 2,5 microns.
You can read about run-out here:
The thing with micro-machining is that any tiny amount of deflection becomes significant, run-out increases deflection, deflection increases your chip load, it goes over what the endmill can handle, and since carbide is very brittle and can’t bend, it’ll break very easy.
So that’s probably one of the thing you can address quite easily, and it’s rather cheap.
The other rather easy thing to do is to reduce the stickout of the tool to as much as possible, so that you have just the right length to do what you need, this dumb thing will reduce the deflection of the tool also quite a bunch depending how long you had it sticking out.
Thank you so much for sharing this, Raxor! It was really useful! I reduced the “stick out” of the tool as much as I could and I feel like it’s doing a lot better! x
I don’t know if this will help but I remembered a post from a few months ago from someone who is milling very small parts. He may be able to answer your questions.
To reduce the projection of the bit from the collet you can even trim some off the end of the bit (the top!). I do this especially when the bit I need only comes in 2.5" lengths. I do this using a diamond cutting wheel on a Dremel tool. Clamp the bit down on a moistened paper towel so as not to heat the bit up. Cut as square as possible so as not to introduce asymmetry which might affect the balance.
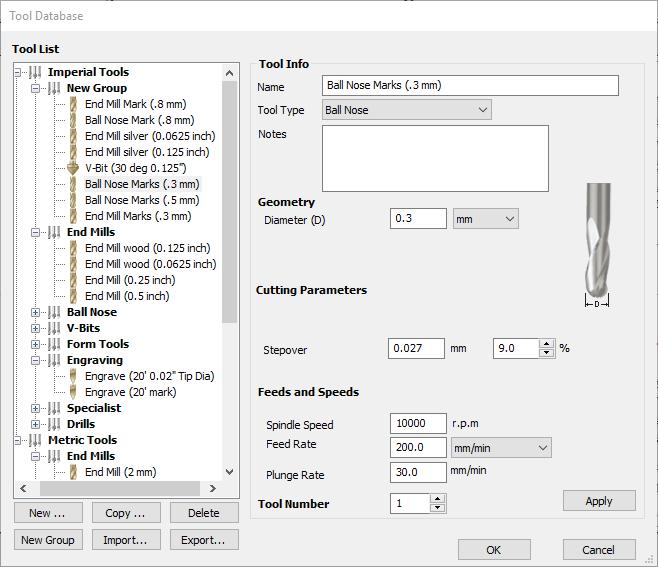
I suggest entering this information into a G-Wizard (trial) and seeing what it gives you for settings. That’s where I started when I used my Nomad Pro to carve silver. I did 3D roughing with .8 mm end mill and 3D finishing with .3 mm ball nose bits. I bought these carbide bits from eBay, Alibaba, and Amazon for cheap and I get many uses from the bits. Here’s a screenshot from a book I’ve written but haven’t published yet.
With the information above everything worked perfectly well. There are also a few recommendations for great end mills that’ll do the job perfectly well xx
 xx
xx