Hello, I recently asked for speeds and feeds help for 5052 aluminum. I did some testing and had MAJOR issues. I set my depth of cut to 0.007”. This was way to much for the bit, so I decided to try a 1/8” bit. I set depth of cut to 0.002, 10 ipm and 5 on carbide create along with 18000 rpm. When it started, the bit cut through the entire stock. I fixed this problem (ish) but anytime it cuts at all, it’s either a straight line and then a circle straight line circle and so on every inch or so, or it’s pushing the material up around the bit, so the cut portions surface is higher than that of the stock. I am super confused, and scheduled a conference call with support on Wednesday, but I need to figure this out as soon as I can. If anyone could help I would GREATLY appreciate it. Any and all thoughts are amazing. Thank you!!!
A 0.125 two flute at 18,000 rpm, full width at 10 ipm is an 0.00028 chipload. That is definitely in the rubbing category and I’m sure there was some melting going on.
You can easily run an 0.001 chipload and 0.010 depth of cut on an 1/8 endmill and to hit that you’ll need to go at least 36ipm with a two flute at 18k, single flute - 18ipm. That cut nets under 1 lb of machine force, peanuts.
Make sure to use the least amount of stickout as possible and its good to use a speeds feeds force workbook. Also read about chipload in the E books!
Also do you have photos/videos of the problem?
Thank you!!! I’ll have pictures tomorrow, because I’m not in the shop right now. So for aluminum, I have a 1/8” 2 flute bit. For the stick out, it just means put it in the collet as far is it can go? (I’m still new to this) And for the depth, and feed rate and such, would I follow the same on 5052? Or similar? Speeds and feeds have messed up some of my cuts big time and I’m still trying to figure it all out. The machine is great, but my carbide is a bit glitchy especially with the depth problem I was having. I still don’t know what exactly fixed it. But what speeds and feeds would you suggest (ish) for 5052 with a 1/8” bit? I need surface finish to be at least acceptable so it’s not too much of a worry. Thank you so much!!!
That was the thin sheet right? Was it getting sucked into the endmill? This is one reason superglue
/tape is a good work holding solution for thin sheet.
I run the same feeds and speeds on 6061 and 5052 but the 5052 gets wd40. Try running 0.010 depth, 18krpm and 36ipm. This recipe will work up to full 0.125 width cuts but do not use under 50% stepover without accounting for chip thinning.
1/8 shank tools are prone to deflection (bending) and you should run the minimum length sticking out. Ideally a full seat minus about 1/16".
I have 0.125 5052 sheet and some time today if you need cut examples or help. Also the machine only knows what you tell it, its very simple… and dumb. Any type of setup error is usually due to operator error or something being off mechanically. Triple check your machine orgin point always matches your orgin in whatever cam you are using.
I highly suggest buying reduced single flute endmills for this type of work. 2L inc has 0.250 shank, 0.5 loc, 0.125 diamond coated single flutes that would be ideally for this.
Thank you so much for this! I would absolutely love some help. The aluminum I have is 0.09” 5052 6x12 (and some other sizes) to cut. The 6” pieces are cut from 2 5 foot long pieces that I cut to to 12”. I have a test piece, and so far the cuts have been terrible. I hope the speeds and feeds you suggested work! As for the wd40, I cut all of my test cuts while having wd 40 already on the workpiece, and they all went so horrible that I didn’t have time to put any more on before I stopped the program. Thank you again!!!
I also forgot to say, I have the t track clamping table to hold down the workpiece.
Upcut endmill pull the metal up as it cuts, this will easily flex a thin sheet like 090 and the resulting inconsistent loads will throw things out of wack.
You’re gonna have to superglue/tape the sheet down, trust me. If you want to still use the t-track, then still tape the sheet to a plate and clamp that down lol.
I’ll do that as well. My question is how do I do that with the foam board underneath. I want to make sure the wasteboard doesn’t get destroyed because I already had that issue. Is there a way to do the tape and glue trick with a foam board underneath? Or no? I do know about the trick, because that’s what I did before I got the t track set lol. So I should do the speeds and feeds you recommended, along with work holding with glue and tape, and with lubricant? Thank you so much for everything!
To protect your wasteboard just add another smaller one. Another piece of mdf will work fine, glue the sheet onto that and clamp it. If you plan on doing multiple pieces then use something you can clean the wd40 off so the next re-app of tape sticks.
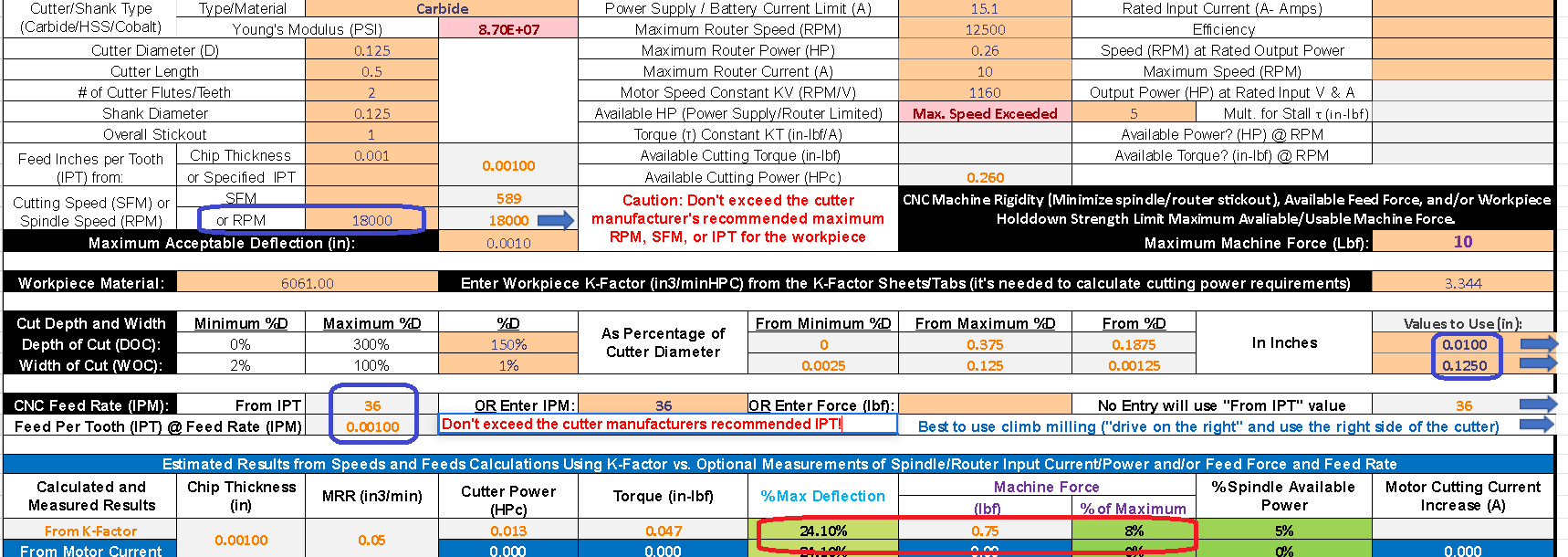
If your want I can actually try that cut and make a video but I’m 100% confident the feeds and speeds will work. The values at the bottom are in the green and chipload is at a 0.001 minimum. The blue bubbles are your settings.
I will trust your judgment because you seem like you are very knowledgeable in this area! Because I don’t want to make a stupid error on my part, the spindle rpm is 18000, depth of cut is 0.01”, the feed rate is 34ipm. What would I do for step over and plunge rate? Thank you so much. You have no idea how much I appreciate this!!!
18k, 36ipm, 0.010 will work for full width 0.125" to 0.0625 stepover.
As for the plunging, if using vertical plunging like Carbide Create, then I’ll usually half the feed speed. This is because end mills make terrible drills and a 0.0005 chipload is bare minimum imo. If using ramping or helix plunging then you can afford to be more aggressive.
Also, these match the feeds and speeds recommended defaults in Carbide Create but extended to 18,000 rpm instead of 10,000 rpm.
Also, I know this will sound stupid, but how exactly do I work this spreadsheet? Is there a video to explain or anything? I have stumped myself and its only getting more confusing the more I try and do something. Thank you so much!
5052 does not have a very good rating for machinability. 6061 is much better, but will not bend without cracking. Try some cutting oil.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.