If you read the specs from the ballscrew manufacturers there’s options for how to support the screw.
There are good reasons to only fully constrain the screw at one end, as in constrained both radially and axially. That’s usually the motor end. The fixed-supported approach where the tail is only radially supported allows the screw and the machine to thermally expand at different rates without bending the screw into a banana or putting it under lots of tension and destroying bearings.
There’s four basic cases in the below doc for where you put which kind of support bearings when you calculate the max rated speed for the screw. There’s some surprisingly large machines that don’t support the tail end and let it wag around though. It does limit the speed, and looks quite “wrong” and it just feels wrong, but I’m not going to argue with the manufacturer.
Check out page 10 of this;
Page 31 shows how the mounting type (from pg 31 diagrams) impacts the max rotational (critical) speed and buckling load of the ballscrew.
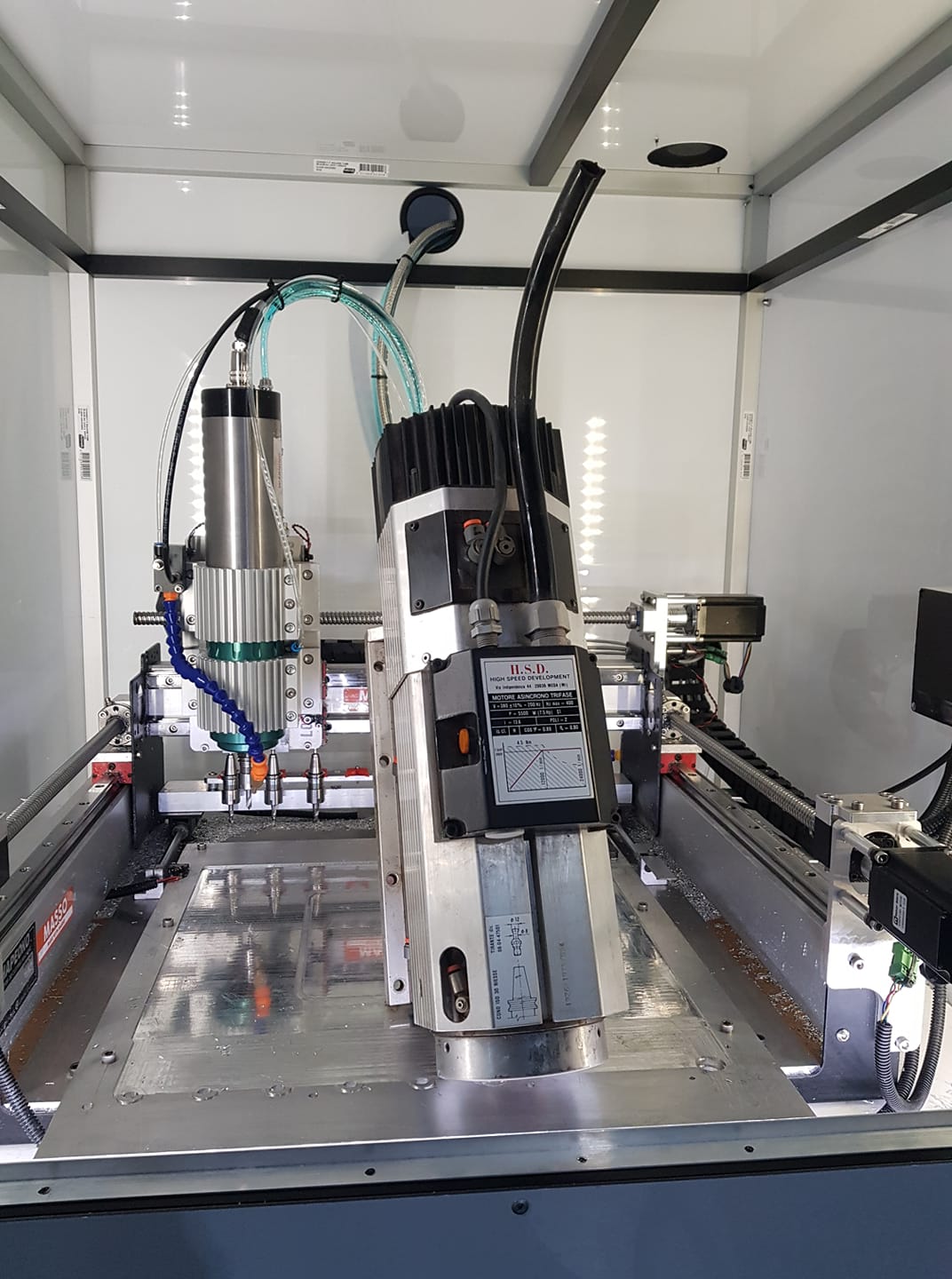
Neat ! what happens if the tool magazine is retracted and the G-code triggers a tool change ? do you have any interlock do avoid dropping toolholders on the wasteboard ?
Yes, when the vfd turns on the spindle, there is a relay that triggers 2 other relays, one for water pump and the other shuts down the magazine… masso does not allow the trigger of the drawbar at the wrong time, but anyways a will add as third relay in order to disable the wiring…
Reading again, forgot to mention that the TC logic on Masso, checks for an input (microswitch) to detect the extended position of the magazine in order to continue the process and release the toolholder… otherwise goes to error and stops the process… same happens for the retracted position, only after it confirms it has been retracted, it continues to the tool setter.
Looks great, now for some ballscrew / rail chip guards to keep those ball nuts from eating chips and you can go ahead and ship the unit to my house so you have enough space for your 7.5hp cnc build.
All kidding aside I hope you get to enjoy all your hard work you put into this build and your machine cuts true for years to come. Or at least long enough to mill the parts for it’s larger replacement.
Quick question, sorry if it’s already answered above and I missed it but, what lubricant are you using with that air jet? (it looks like there’s some liquid spray in there).