Ordered some loc-line and a small pressure regulator, cheap enough investment to give it a shot and even if it doesn’t work out I can use it for other stuff. Didn’t buy the laser specifically for cutting, but it’d be a really nice bonus if it could do 3mm plywood for some small projects I’ve got in my head. Will report my findings!
Obviously the Jtech will be different to the CO2 laser, but it just made mine much more effective, less smoke between the laser and material means more power is getting to the material.
definitely worth doing some experimenting! I have read that some guys use 100PSI through a 1/8" hole and that gives them the best results… wish I had a Jtech to experiment!
Most workshop compressors go to 115psi I think.
I know a lot of people use aquarium air pumps for their air assist, but people seem to get better results from a higher pressure
It is not the pressure that is the issue, the volume of air from a 1/8 hole at that pressure is another issue. Most small compressor would not keep up and it would run continuously and provide much less pressure than 115PSI. An aquarium pump hardly has any pressure and delivers just a few liters per minute at ambient pressure. You need to have a very small nozzle and a valve that regulates the air flow to a level that is sustainable for longer periods. If you need higher volume of air at lower pressure, you could use a small shopvac that blows air with a reducer to concentrate the flow and increase pressure. A Shopvac is cheap and can operate for hours without overheating.
Yea, I don’t think I’d get anywhere near 100+ psi with loc-line. I have the smaller 1/4” stuff and plan to just move enough air to keep smoke/dust moving. I have a small built in pump with loc-line on my scroll saw. It probably puts out about as much air as a fish tank pump, but it does a pretty good job of keeping the cutting area clear without blasting it all over my shop. I’ll probably start off by directing just a hair more air across my laser and go up from there. It’s an experiment, I don’t expect my “huge” 7 watt laser to suddenly cut 1/2” steel with the added air (albeit that’d be really cool!).
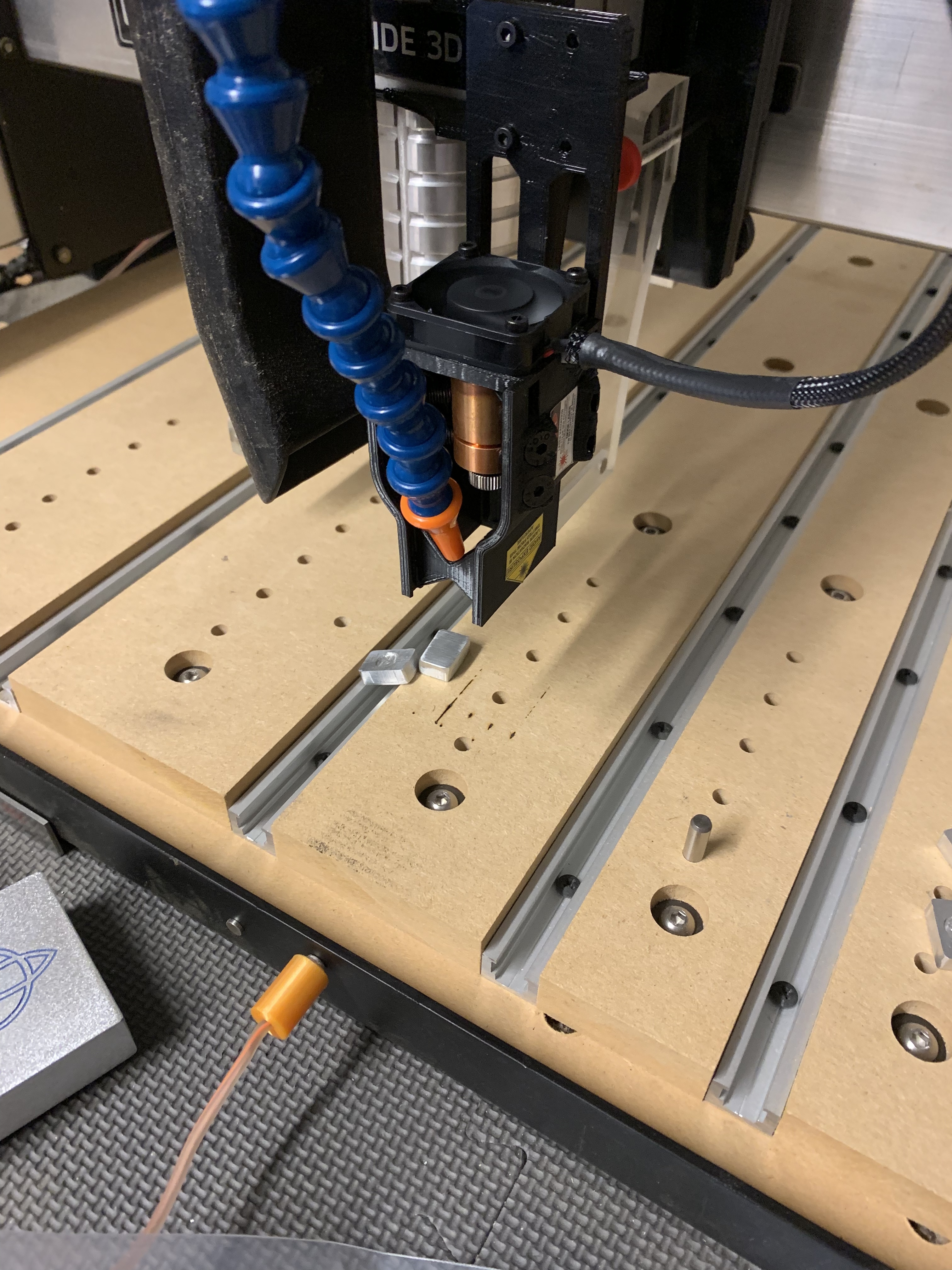
6 passes at 10ipm and 100% power 3mm Baltic birch. Probably 10psi directed air. This is without Z offset, I suspect I could do better. Pretty happy right now though.
Did some refocusing, started messing with lowering Z on each pass…”think” I can get it down to 4 passes…, but air assist requires air, even at low pressure the volume makes my 30 gallon compressor turn on/off fairly often and sleeping children on the other side of the shop wall, so it’ll have to wait till tomorrow
I think that a small Shopvac would work well here where the fumes could be pulled-in on one side, pass through a HEPA filter and the exhaust could be used to blow the air on the other using hose reducers that would concentrate the flow and increase the effective pressure. If I had a laser, I would try that cheap solution instead of killing my shop compressor… not to say that a Shopvac would be quieter.
I’m gonna try a smaller nozzle when I get a chance, and also have an airbrush compressor that’s really quiet (and will run for a long time without issue). It really took very little air to make a pretty big difference in the cut, the hardest thing is getting the loc-line directed exactly on the cut. My “system” is really cobbled together at this point though, zip ties everywhere!!!
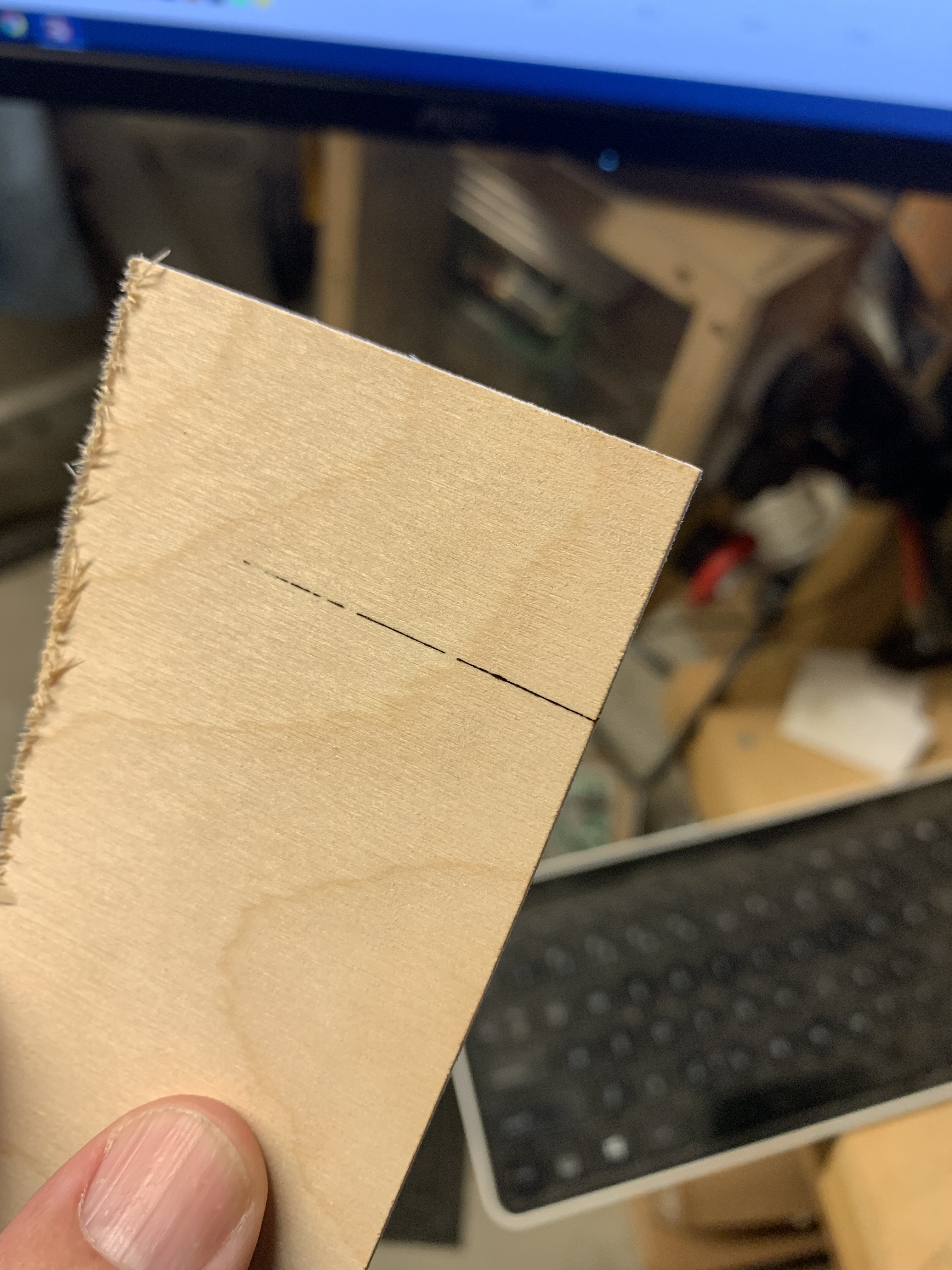
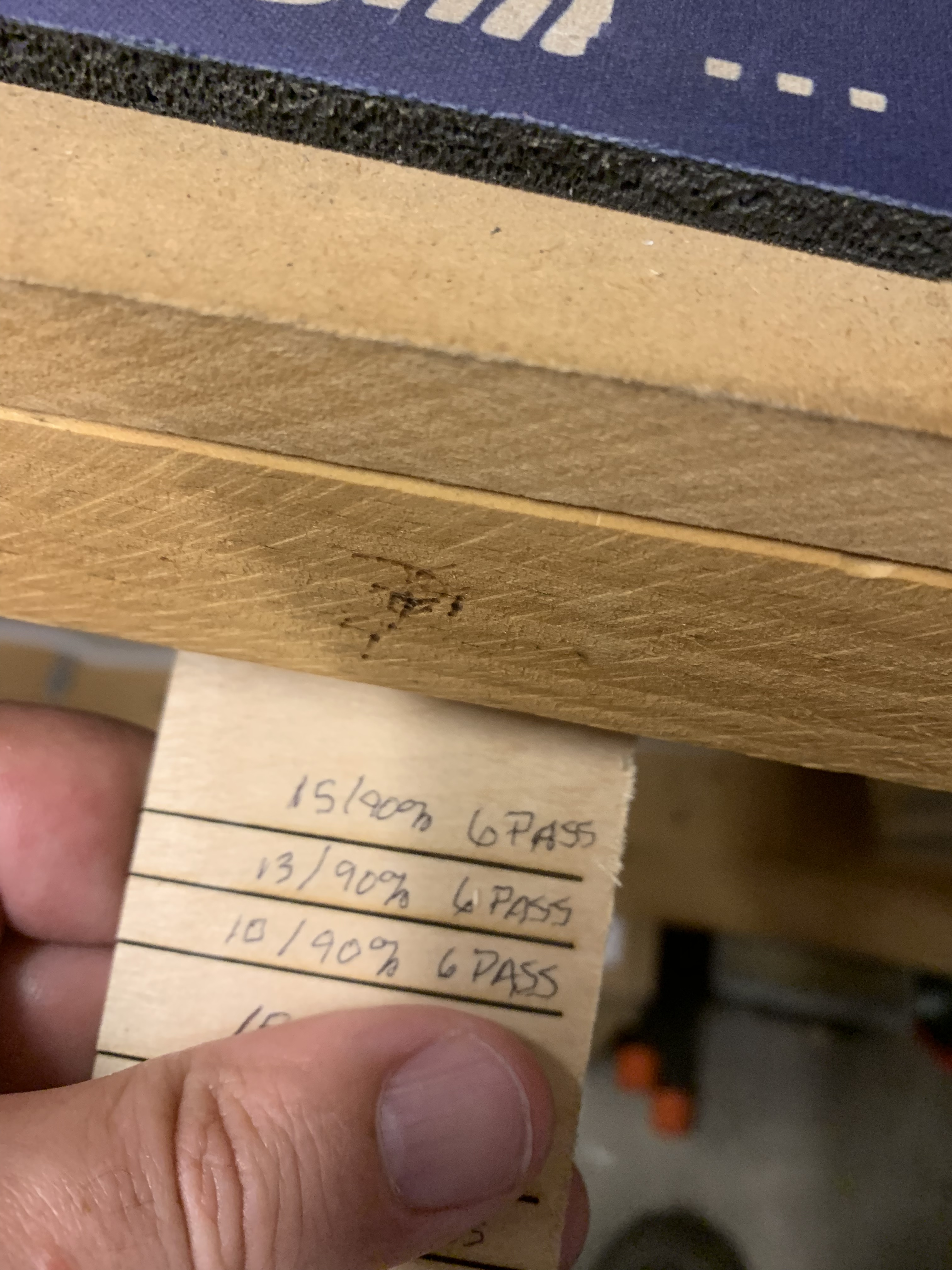
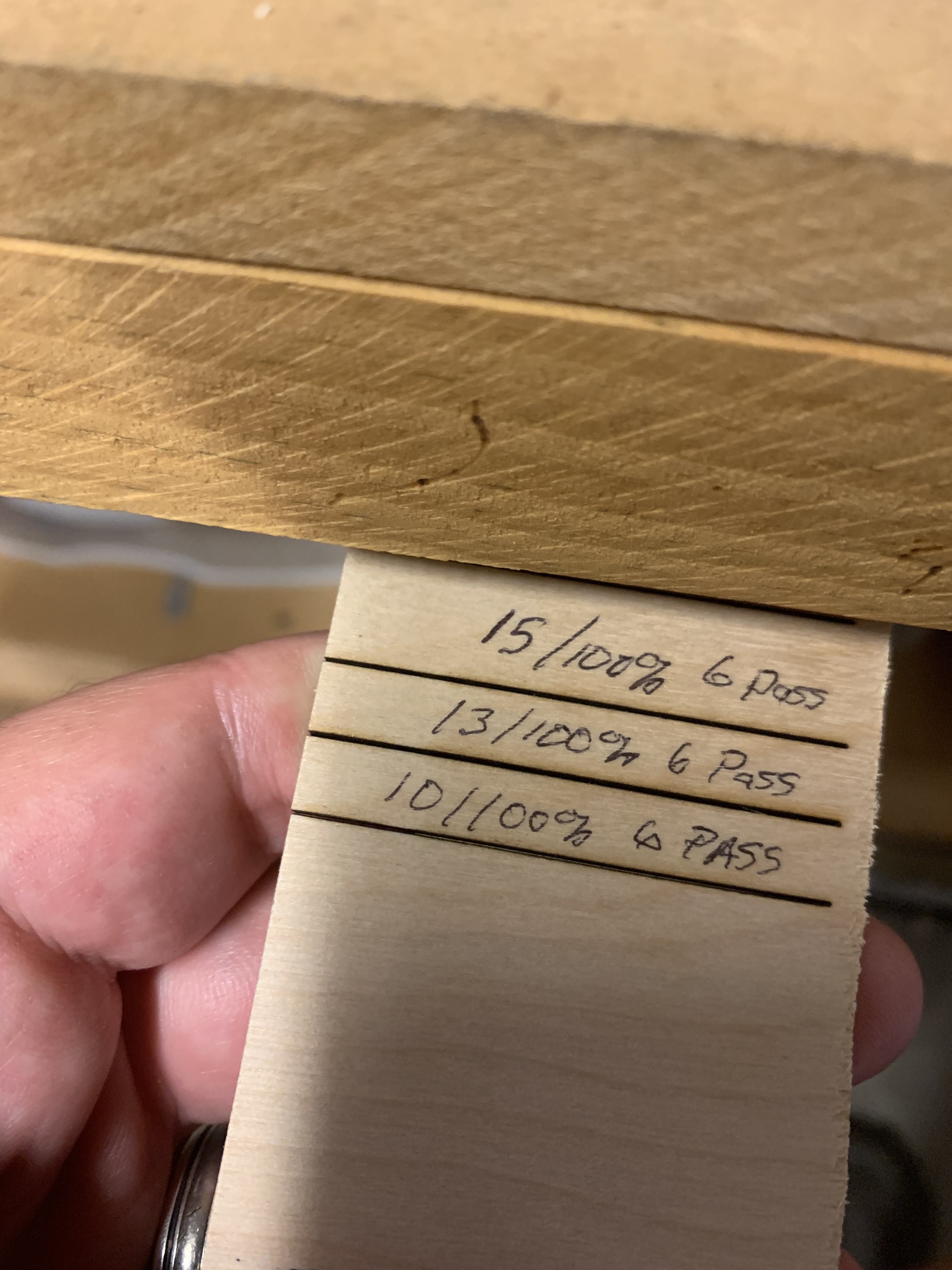
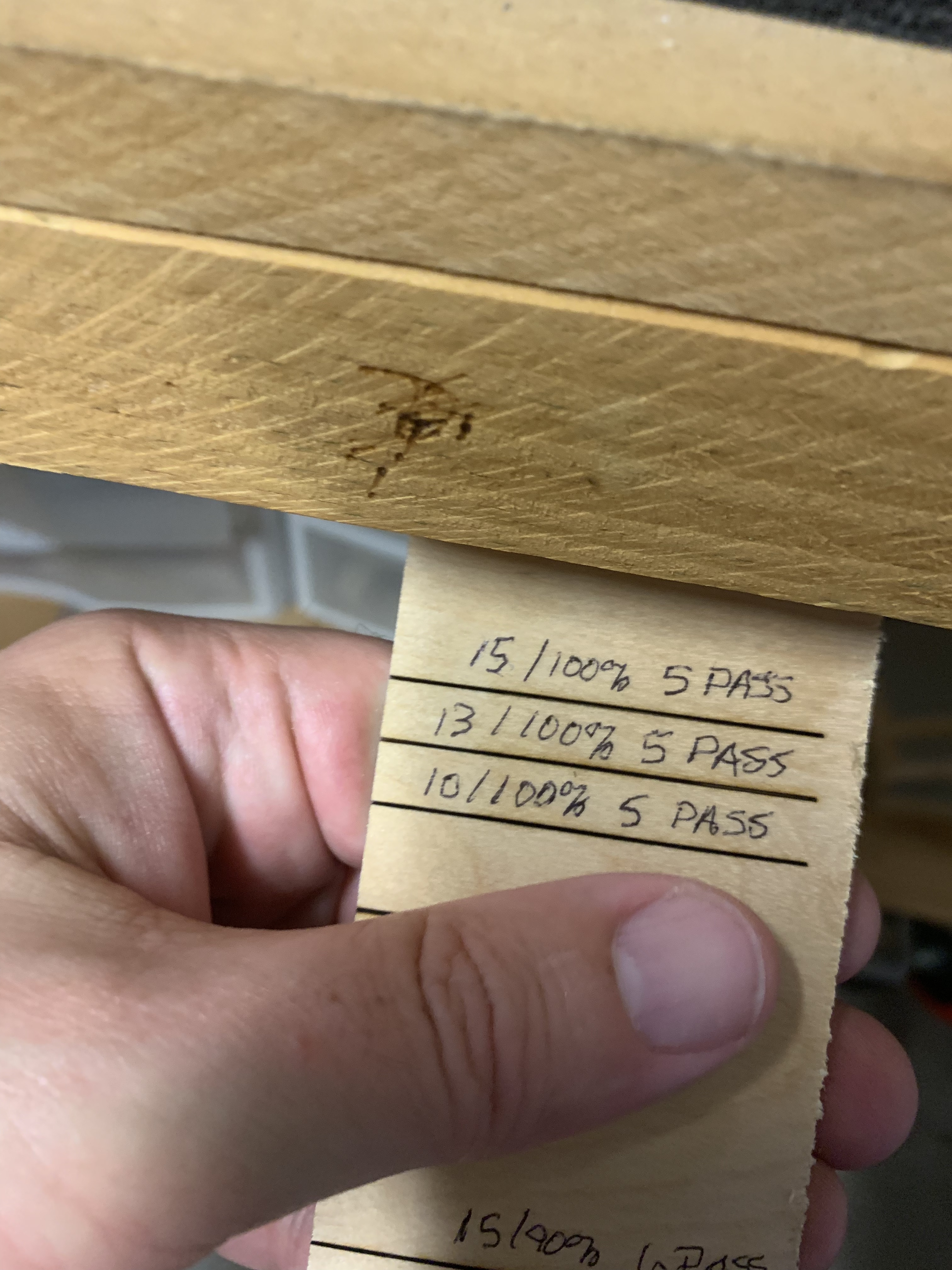
More cut through testing. I ran at 15/13/10ipm on 3 different tests. This is 3mm Baltic birch plywood, I lowered Z on each pass by 0.025”, and used air through a 1/16” nozzle at less than 10psi.
Awesome testing, and good to see that you don’t need crazy amounts of air to make a decent difference.
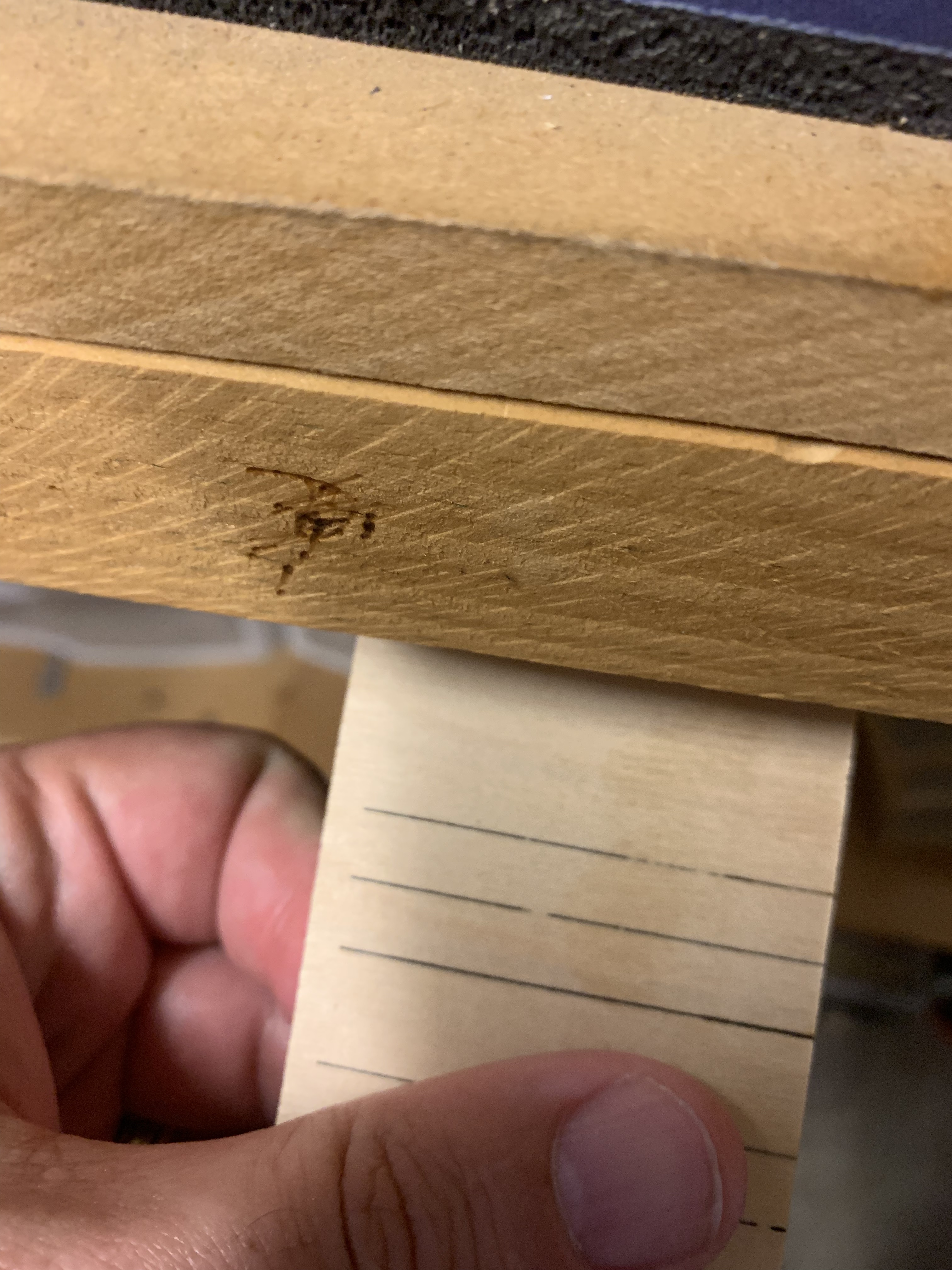
How black/charred are the edges? I’ve been trying to find a good recipe to reduce the charring on my machine, and finding that by dropping the power/increasing feed and upping the passes it results in more of a brown edge than a charred edge. Only to a point though then its like the heat builds up in the material and the finish gets worse. Obviously doing this increases the time the job takes too. Sorry I’ve got no relevant numbers as I’m not using a Jtech laser, but thought it might be worth mentioning
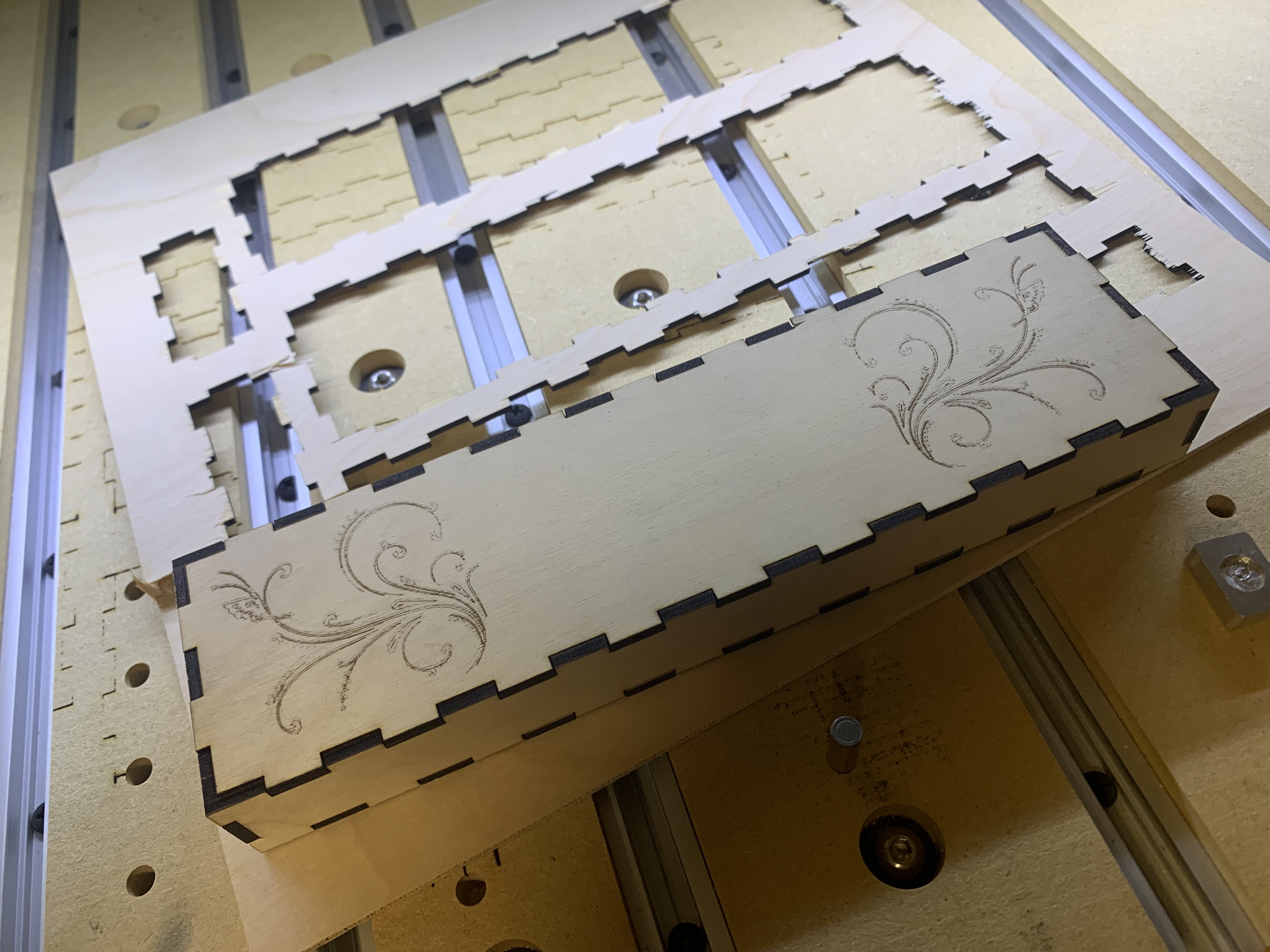
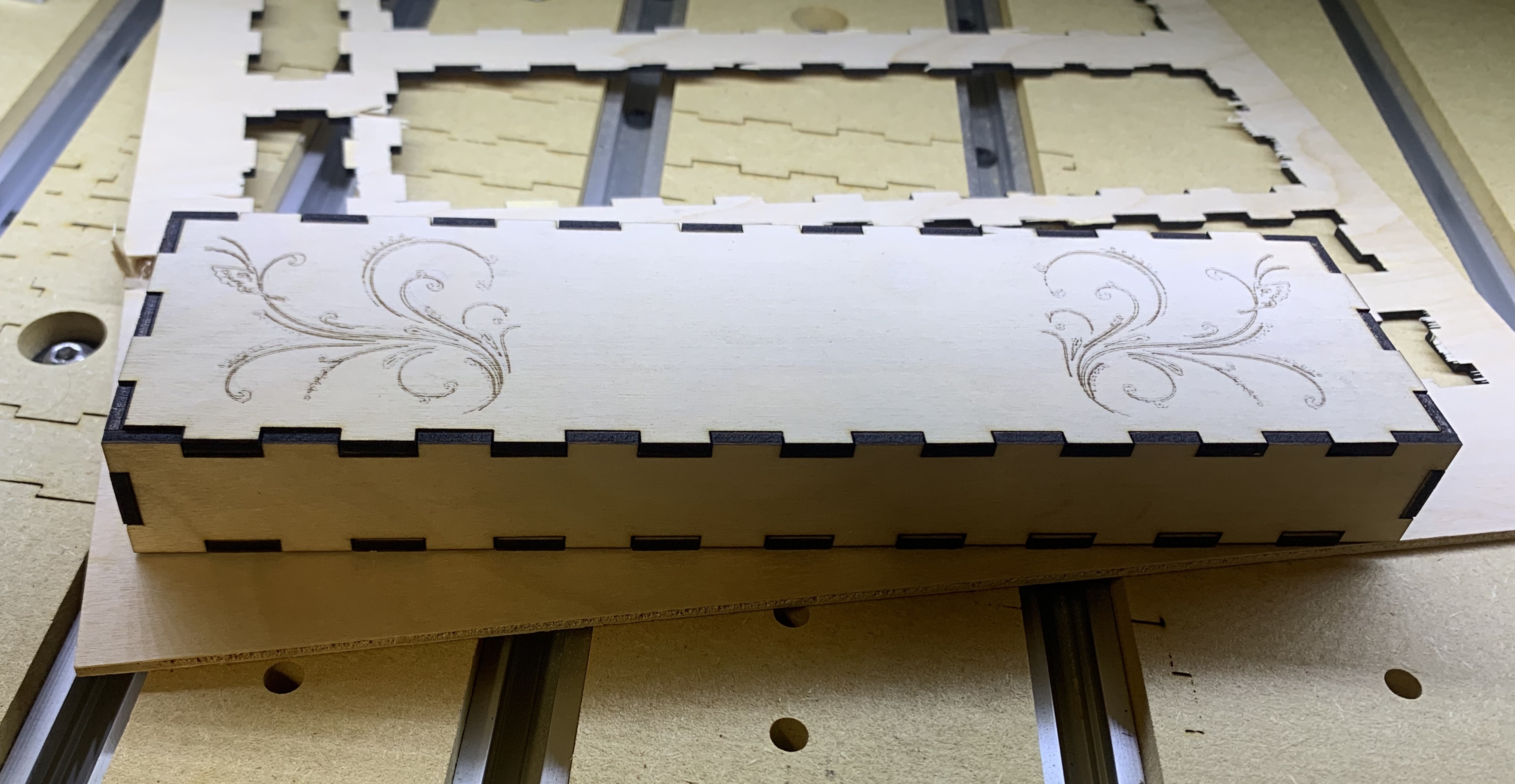
The edges look pretty good, albeit I still don’t have consistent results in cutting through. I’ll get about 80% cut clean through where pieces fall apart, and the other 20% will not be clean through and need a little help with an Xacto blade. I haven’t quite figured out what the common issue is with these, but I have noticed that the plywood I’m cutting can warp a bit, which then causes the laser to lose focus. The last one I did I clamped it lightly at the edges and it was better, but it’s still not the complete solution. I’ve dropped my speed down to 14 in/minute, but that didn’t really yield better results. So now I’m back to air delivery, the air definitely makes a huge difference. It’s not so much about pressure as it is about how it’s directed and keeping the cut clean. I’m looking at trading out my air compressor with a largish air stone/aquarium pump. But there’s only so much money and time laying around, haha!!! More testing to follow!