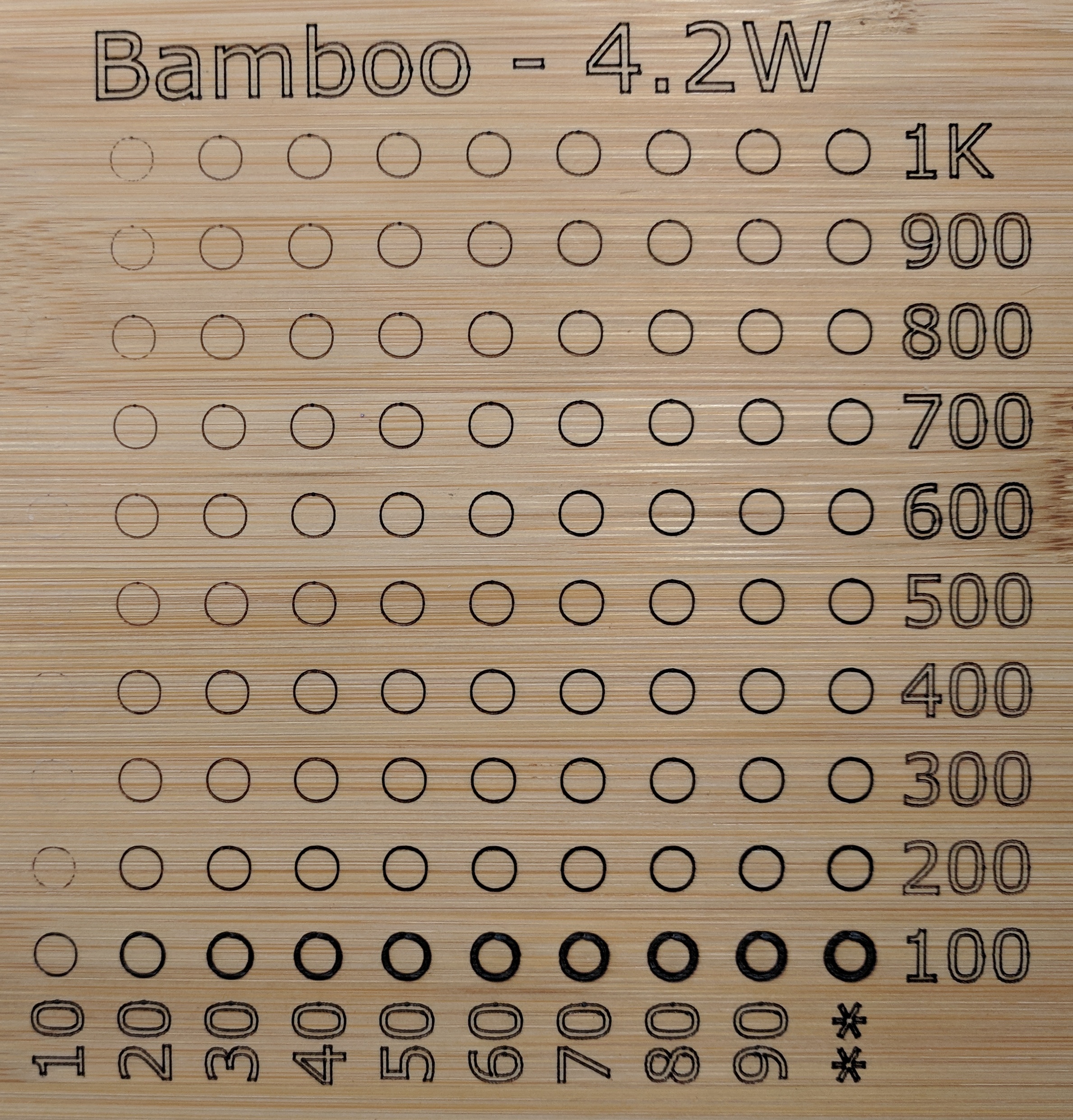
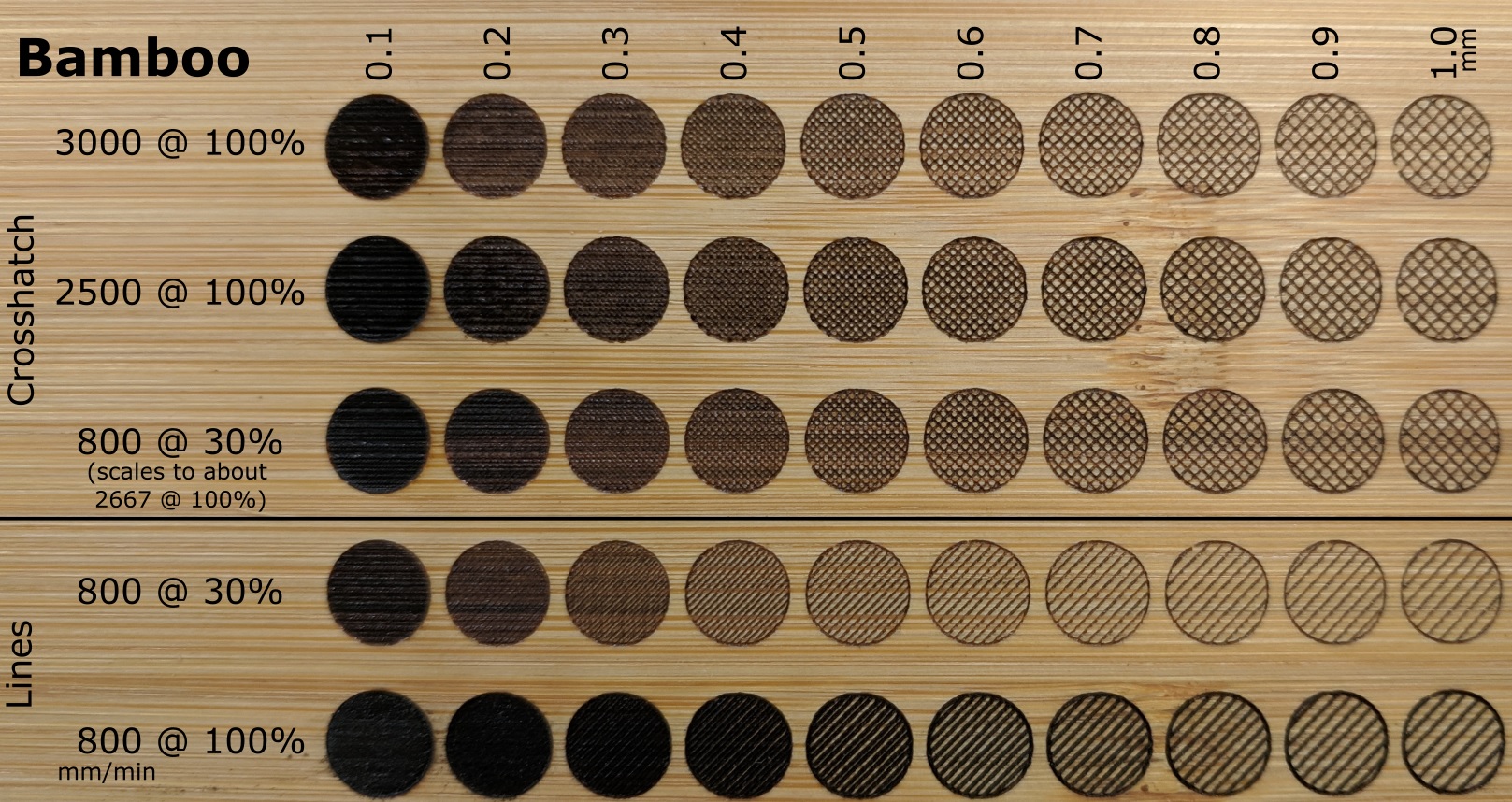
I haven’t for the power/feed demos, but that’s mainly because the circles already give me enough info. While it’s not exactly linear, looking at, say, 50% and 100%, it’s pretty easy to extrapolate what 100% power would look like at higher feeds. (I imagine some of the nonlinearity is due to char reflecting/transmitting less energy from the laser – a slower feed rate spends more time hitting already charring material.)
The other factor is that there’s a limit to how much precision you can assume in a power/feed demo chart, anyway, as the grain pattern of a piece of wood often has a much larger effect than a small change in feeds or power settings.
For engraving trails on a terrain model, I’m definitely doing a fully 3D toolpath (created by mapping SVG paths onto PNG heightmaps in my QGIS plugin). I generally have the low areas about 30mm deeper than the top, and while I may perhaps get acceptable results being 1/8" from “perfect” focus, being four times that far would likely be well into undesirable. If you’re making just a bit of smoke (and not sucking it all away before it has a chance to shine), you can easily image the shape of the beam – a narrow cone down to the focus point and then expanding beyond.
Since the as-shipped focus would definitely crash the shroud into my 3D terrain, one of the first things I did was adjust the focus to about 75mm or 3 inches from the lens. Obviously, that means more of the beam is in open air beyond the bottom of the shroud, but it also means that the included angle of the cone is narrower. The beam always starts at the width of the laser emitter, and at the focus it’s as narrow as you can get it, so the longer the distance between those, the more stretched the cone. Whether that in itself would make refocusing worthwhile is something I cannot decide, but if you need the reach, the theoretically deeper “depth of field” is a nice bit of lagniappe.
I used a carbide blank gently bottomed out in the collet to probe Z, then jogged up 16mm so I was right about 75mm, stock-to-lens. I set the focus there (using a camera screen and my best telephoto lens to really zoom in, then jogging up and down to watch the “dot” change shape – lather, rinse, repeat until good enough). Now whenever I go to use the laser, I bottom out the same piece of carbide and probe Z, then jog up 16mm. Instant known-good focus.