up to now my endmills only broke when I made a mistake setting the z height and the tool crashed into the stock. However, today, I tried to mill brass with my new 1.8mm endmill (2 flutes) and unfortunately the endmill broke on the second pass slightly after the plunge.
I am still pretty new to CNC machining and want to understand what I did wrong here and how I need to change my settings in order to avoid breaking the next endmill again.
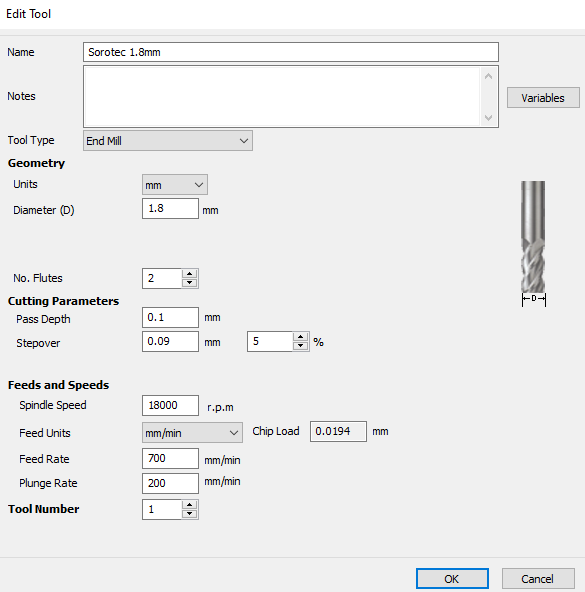
Here are the settings that I’ve used and which resulted in a broken endmill:
I have milled brass with 1mm and 0.5mm bits. After a few bust bits i invested in https://hsmadvisor.com/ which after a little learning curve has served me well if, at least for me and to my liking, is probably conservative with feeds, works well.
These appear to be very conservative settings. Could it be they are so conservative they are just rubbing rather than cutting? If you have a login, check provencut recipe 978.
The other thing to so check the runout on the shank of your cutter. It could be high due to poor collet, dirty collet or spindle bearings.
A word of warning here: I found these tools (I bought both HSM Advisor and the thing that Carbide3d is pushing in their website via popups as well, which was even worse) to be somewhat unhelpful. Or, more precisely, the results I got from them ranged from somewhat-reasonable to downright impossible.
One issue is that the spindle on the Nomad has unknown characteristics and reducing the power will not account for easy stalling. So these tools can easily generate numbers that are way too aggressive and you’ll stall in corners.
Another problem is that these tools seem to be geared towards metal machining. I haven’t actually checked their metal predictions, but for non-metal stuff my experience wasn’t good. They should remove Acrylic from their materials list, because their numbers for acrylic will never work (you’ll melt the material). For HDPE I was able to generate numbers that looked all good, but were impossible (spindle stalls). For tooling board it’s a mixed bag: sometimes they’ll hit the right numbers, sometimes not. Sometimes I have to slide the “speed” slider all the way down to 0.25x in order to get cut parameters that will work on the Nomad, sometimes not. Even for hardwoods I ran into spindle stalls with “green” numbers from HSMAdvisor.
G-Wizard was even worse, and I am really not sure why Carbide3d is promoting this tool in popups on their site, no less. I never found it useful with my Nomad.
Now, this might be better for metals, I’m just posting my experience here.
I have been trying GWizard but haven’t gotten the hang of it yet. Too many variables and I don’t know which are important to hold constant.
The first few things I tried it suggested 30,000 rpm on the router and 120ipm for an .125” cut in walnut. That seems pretty agressive but maybe I didn’t have things dialed in properly.