Just receieved mine!
Hopefully running these tomorrow
Just receieved mine!
Hopefully running these tomorrow
Hey @Griff, would you fix that file link please?
We’re machining aluminum
https://photos.app.goo.gl/xJmGLJsUk8PeLX9v8
try this one, worked for me
Chips are flying. Conservative cut 1 with C3D 1/4” single flute.
https://share.icloud.com/photos/0hHPErqUy2c7nhV6kAiS-Jt7Q#Home
LOL finally learned myself how to use Google photos for attaching video.
Come on Vince, we’re waiting…
19x7 blind slot using 3D Pocket Clearing
0.25 3 flute relieved stub cutter
30k spindle
Feed per tooth 0.011
Speed 1000 mm/min
1 mm doc
Have to learn how to edit video now. Pretty boring.
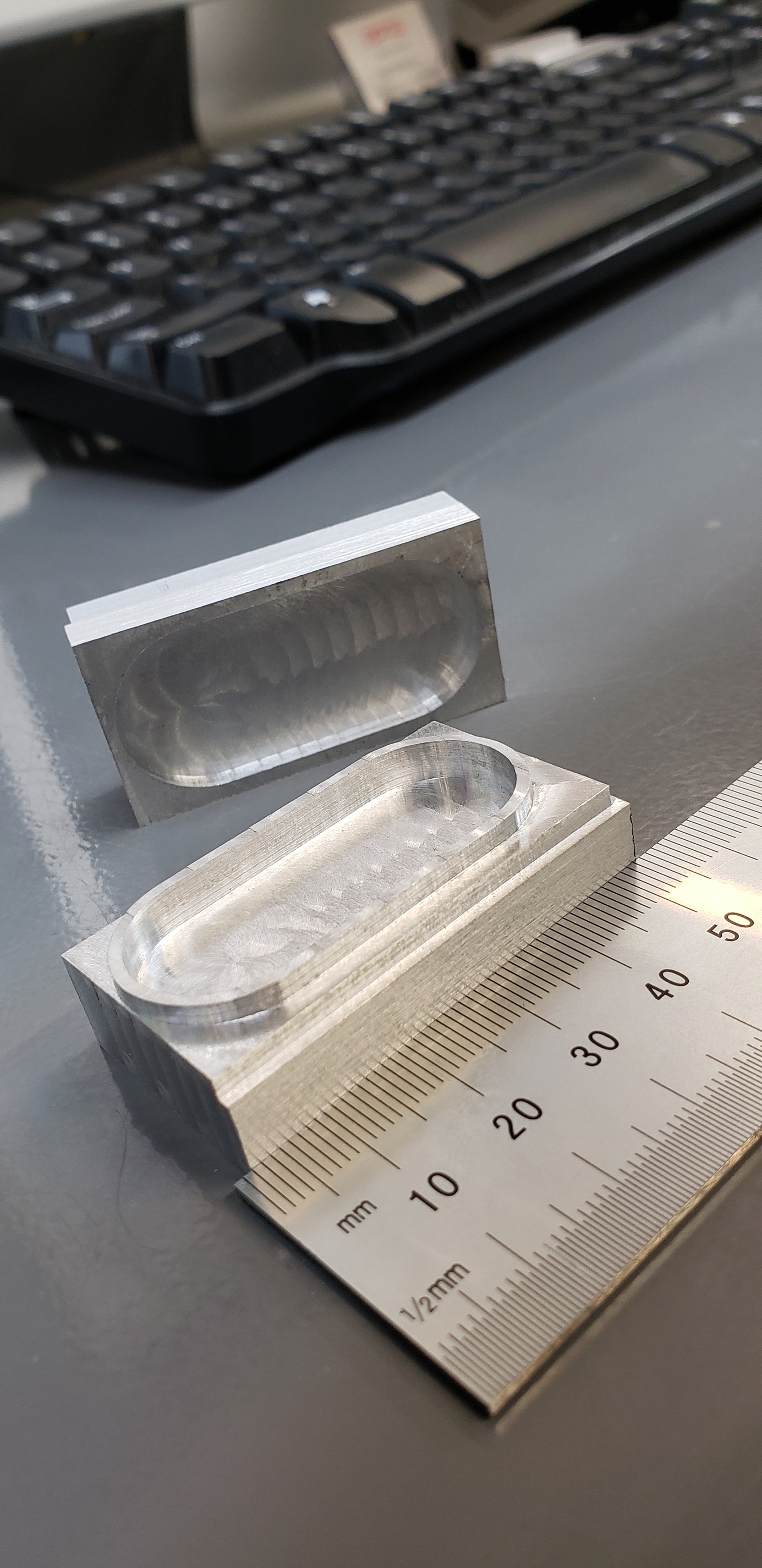
Hi - here are some of my aluminum cutting projects. Have done more, just no videos or photos. The biggest by far was making the mount for the 4.2 in motor out of 2" x 6" x 6" aluminum. This photo below is of me making a small container and lid to fit snug. Came out really nice and thin wall lip at top was no problem for it to machine.
Here are the videos of the rest of my aluminum stuff documented…
https://youtu.be/mJRD6Pl6Hfw
https://youtu.be/UYKUlPdGbVM
https://youtu.be/muMr-G7xvvE
https://youtu.be/zzGI_-Gv6z0
https://youtu.be/8ex86WRQySQ
https://youtu.be/728PxiNhL3s
https://youtu.be/tofRpDWA36A
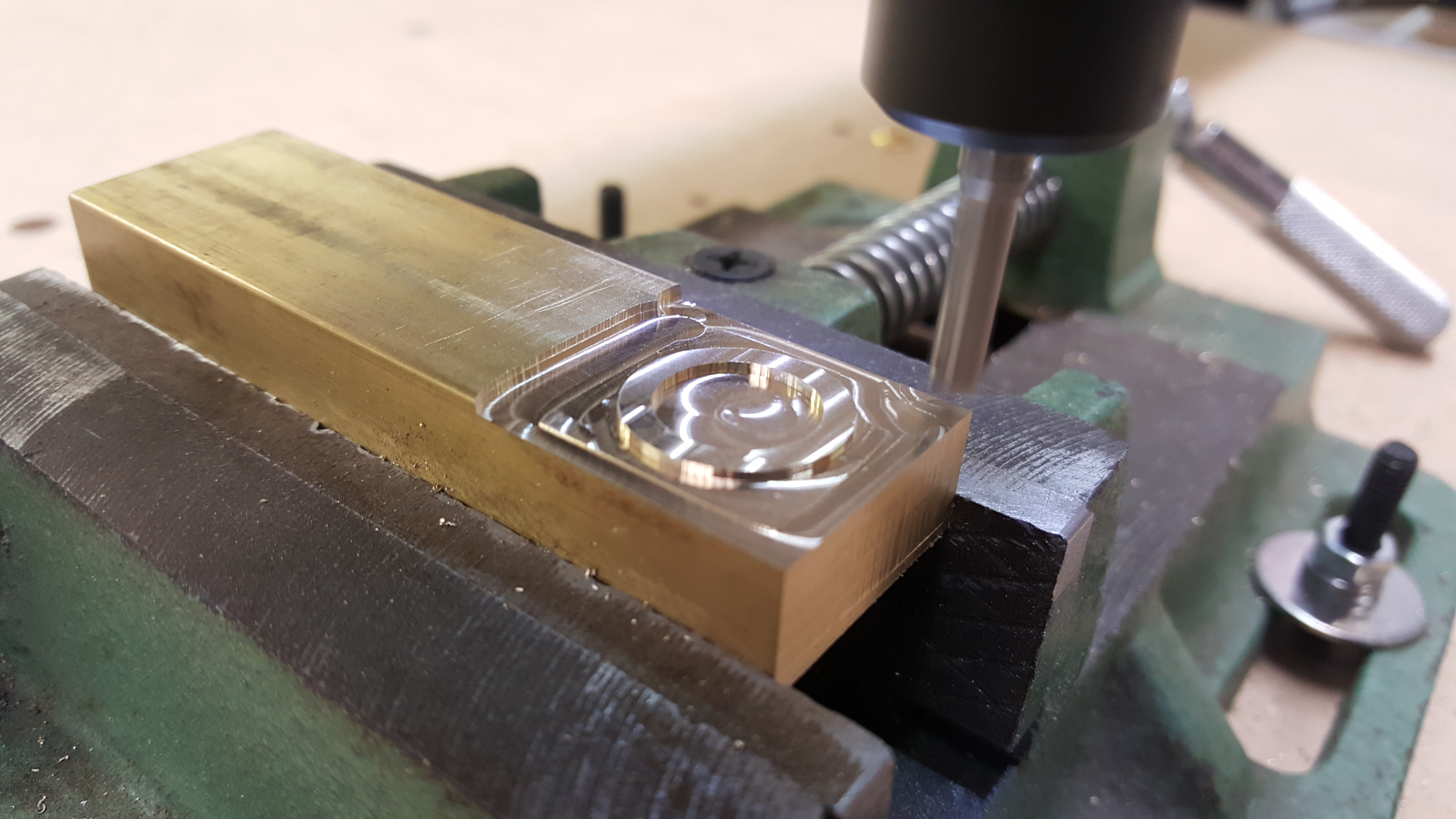
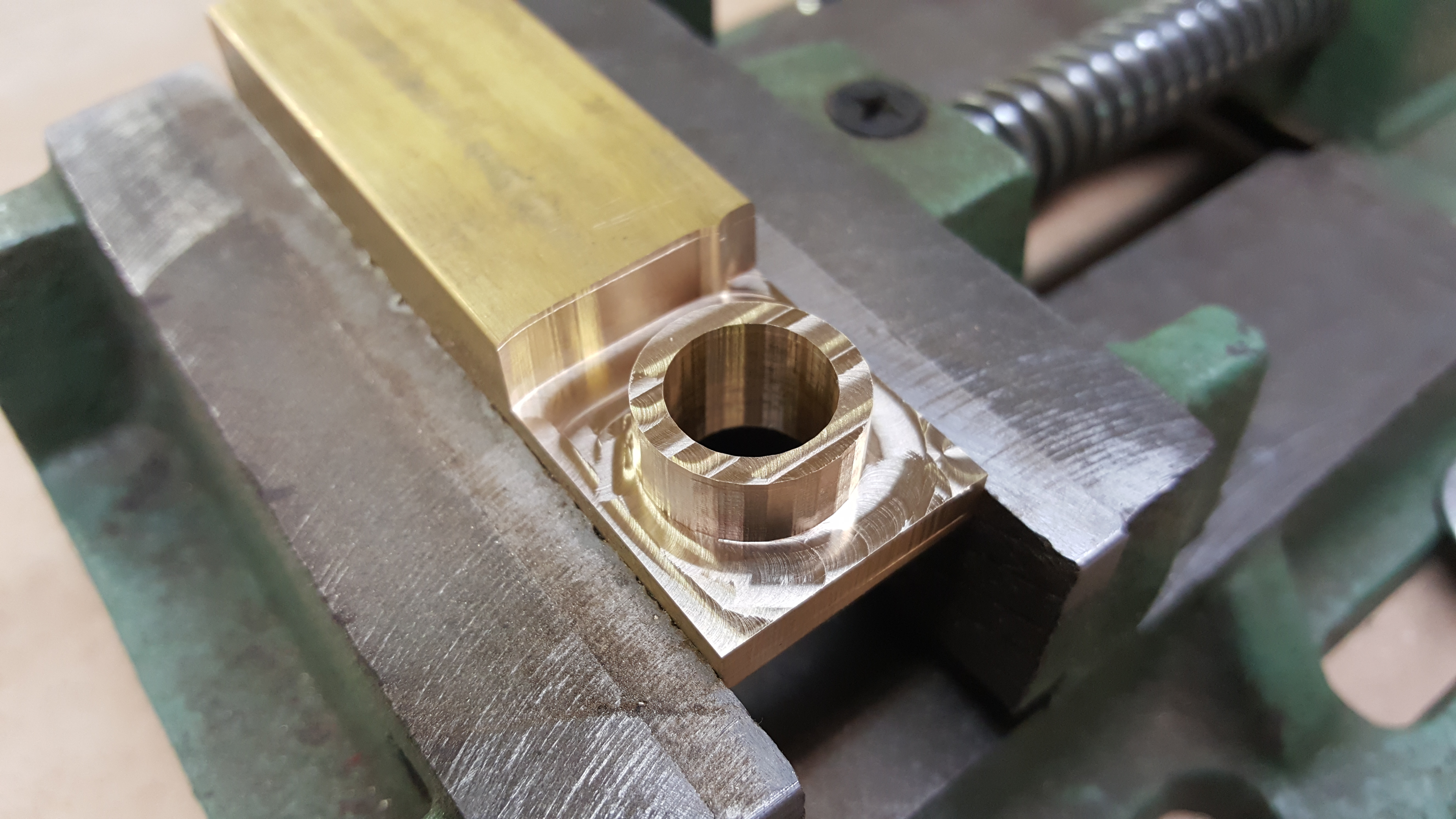
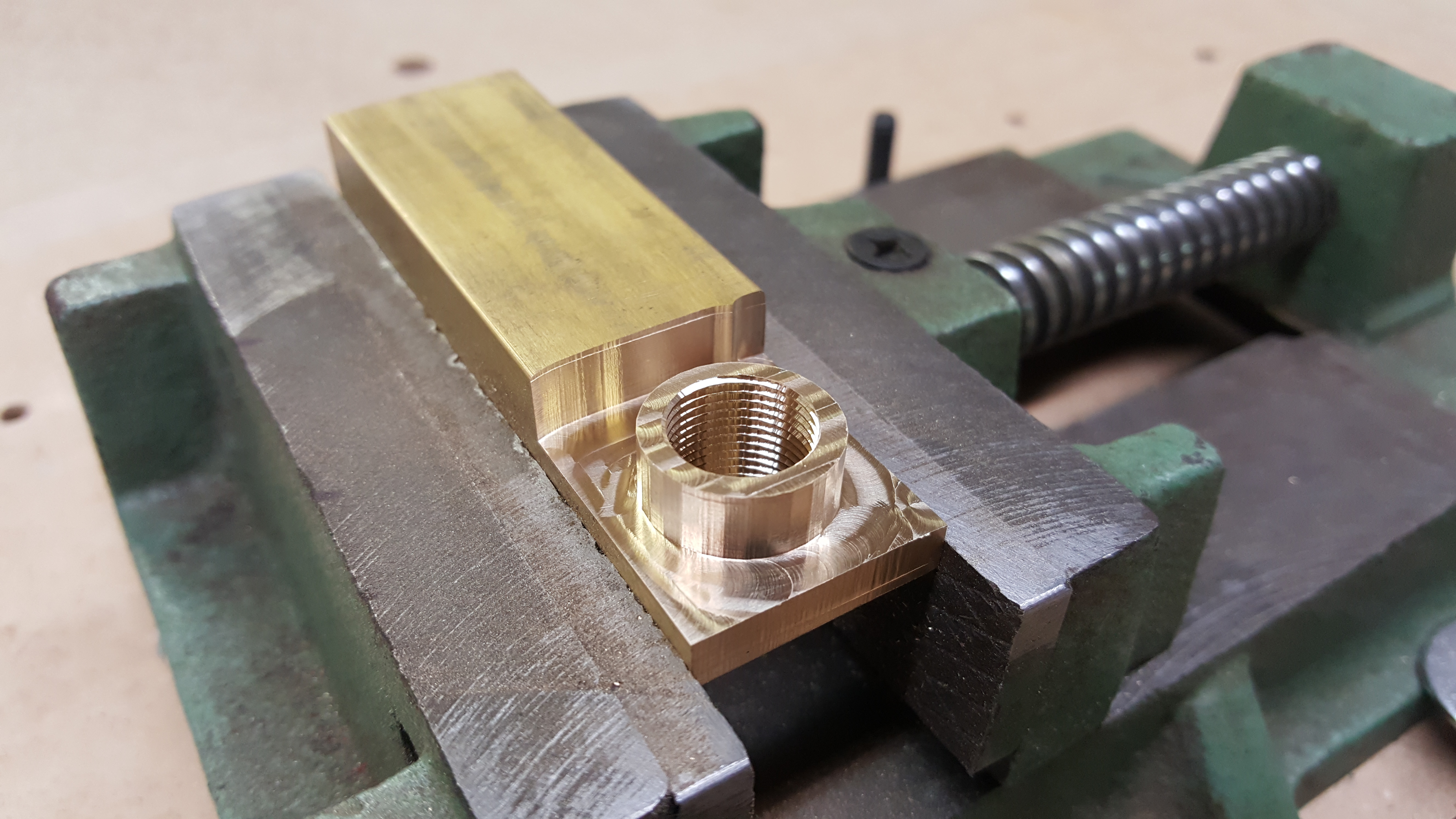
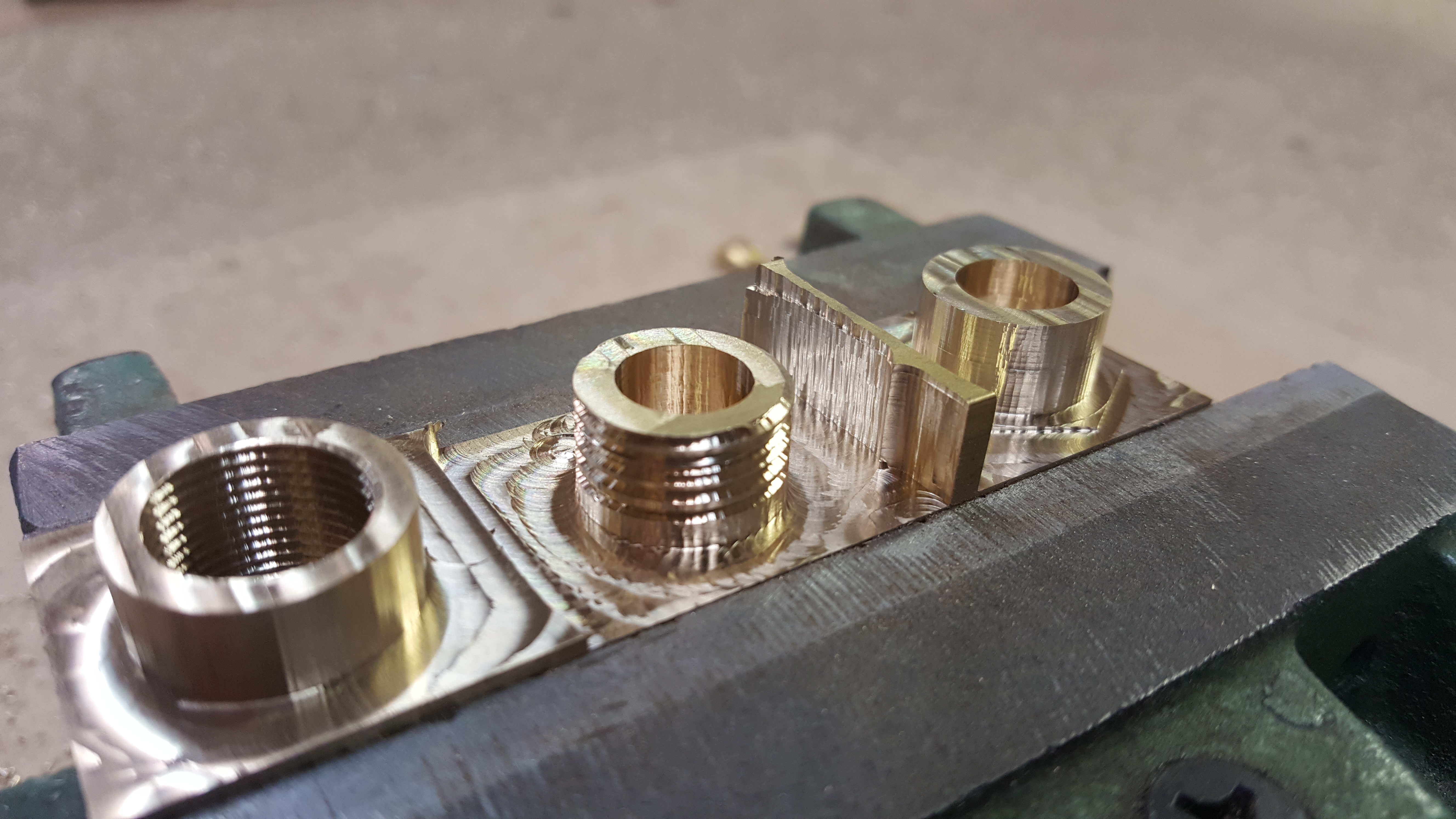
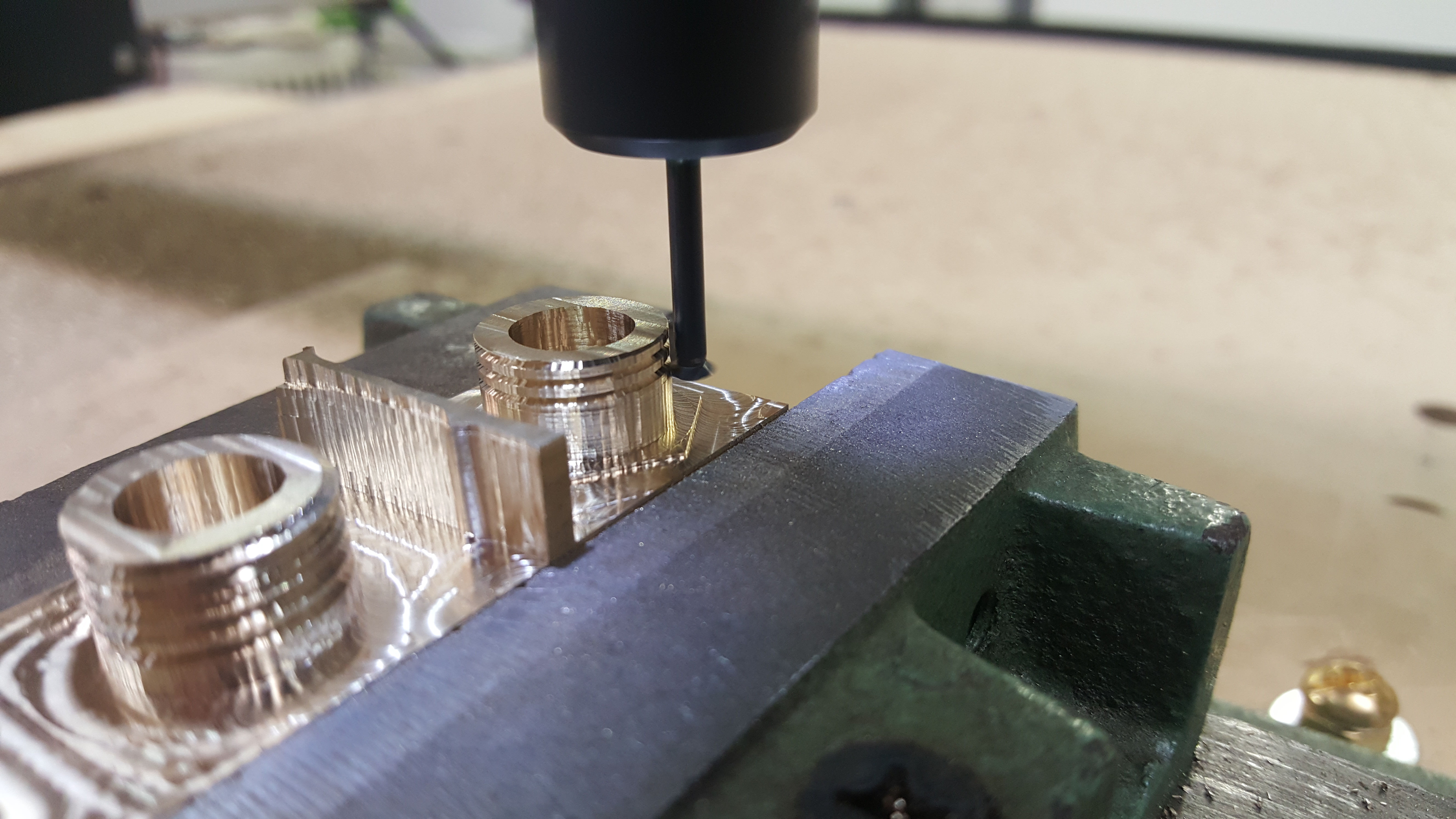
oh and my best work so far was my custom thread milled brass connector. One side ended up with external and one with internal threads. These are the test ones prior to final made with hex outer perimeter. Also I couldn’t find the matching thread in any format so I just measured all and put in variables.
I suppose I could have just made it all look like aluminum too!
Wow there are impressive projects posted here and in other threads. There was a suggestion to put some in the customer projects page on the Carbide site. I just went to look at the page this morning and I noticed a few things. First, the page is hard to find, you access it from the bottom menu so the visibility is relatively minimal. IMO, it should be an item on the home page after the products. Second, the page has not changed much since the last time I went to see a few months ago. New items should be incorporated regularly. I would also recommend that the items be grouped by type like decor items, signs, machine parts, etc. Not only does it show the capabilities of the different Carbide 3D machines but showcases the talent of individual owners and gives them some visibility.
Anyhow, just my $0.02
Until they do that, you might want to check out https://cutrocket.com/
Wow, I never saw that site before, it is exactly what Carbide should have done. I guess when it is ready (not beta), maybe Carbide should link to the site from their homepage instead of reinventing the wheel and people here should be encouraged to post their project.
Yep, that worked for me. I’ll give it a shot if I have stock thick enough.
Best I can do on my XL with repeatable results using adaptive, adjusted to cut primarily along the Y axis, using the 3 flute coated stub is:
30k router
2200 mm/min feed
.024 feed per tooth
OL 0.7 mm
DOC 5 mm
I get some chatter along X at most any setting beyond stock.
Be advised, I’m no expert, in fact, this is my first concerted effort to determine my machines sweet spot. I’ve always just run a few test cuts on whatever job then wham bam it worked or, often, it didn’t.
This information and video are for your entertainment alone.
Just wanted to say I really look forward to your and Vince’s posts. I don’t get much time on my machine (3 year old and 1 year old girls at home), but this stuff makes me keep the machine around.
I feel you…I’m a year ahead of you (little one’s a boy). They’re the reason I didn’t volunteer for the free endmill testing.
But I just built a sweet playhouse out of cardboard boxes.
Appreciate your situation. Hope you don’t have to wait until your retired!
Thanks for the appreciation on my posts. I have no pride, just hope others might learn from my many mistakes and misunderstandings.
Looks great Griff, can you confirm if you’re running the stock or a modified z axis with those numbers?
Home built MrBeaver first version.
Interesting video here. You’re Pushin Too Hard…
Cut parameters
30k router
C3D coated single flute
.0333 mm per tooth feed
1000 mm/min
0.7 mm OL
7 mm DOC
Note: 3rd step up in DOC, 5mm and 6mm went fine
You’ll see at the end I lost movement in X. Darn Molex connector on board  . You can hear some chatter too
. You can hear some chatter too
Unplugged, replugged X Molex, back in business.
Those are sweet numbers, can you push the OL with a lower DOC or is the OL pretty well maxxed out? Or is there an ‘ideal’ OL for the diameter of the endmill?
Nice work on the HDZ, it looks great. I’ve got the model to make it but I’m very tempted just to buy the fancy blue one…
This a repeat of the same issue?
Yep.
Glad I didn’t cancel the order for the controller.
I’m collecting parts for a bit of an upgrade including a 1000mm linear rail to (hopefully) reinforce the HDZ on the X extrusion.