The outer was cut with the single flute coated mill. With setup specs for the 3 flute stub. That I forgot to change out. . Sometimes better to be lucky then good, ha ha.
No pro here, but done some aluminum milling. Seems to me that you’d want to engage as much of the cutting flute as you can. When I get back to it, my tests would be full flute depth (or pretty close) and then tweak the OL. Again, not a pro, and I’m curious myself.
Great work @Griff! I look forward to trying things out this weekend as I just got the endmills today. My setup is with a CNC4NEWBIE slider so not as rigid as yours but still pretty good.
@neilferreri, you are incredibly humble. I’ve seen your comments on dozens of threads and you’re as pro as a hobbyist gets in knowledge and experience.
I am traveling for work this week but i received mine and have a few cool ideas to cut this weekend. I am running a basically stock XL at this point. That being said i have clamped 6160 on the front of my machine to do 1.25"deep pockets so think I have the machine pretty sturdy as stock gets. Had to use a 4" long .25" diameter end-mill to do it because of the geometry of the part.
Decided to even the playing field. Disabled additional bracing.
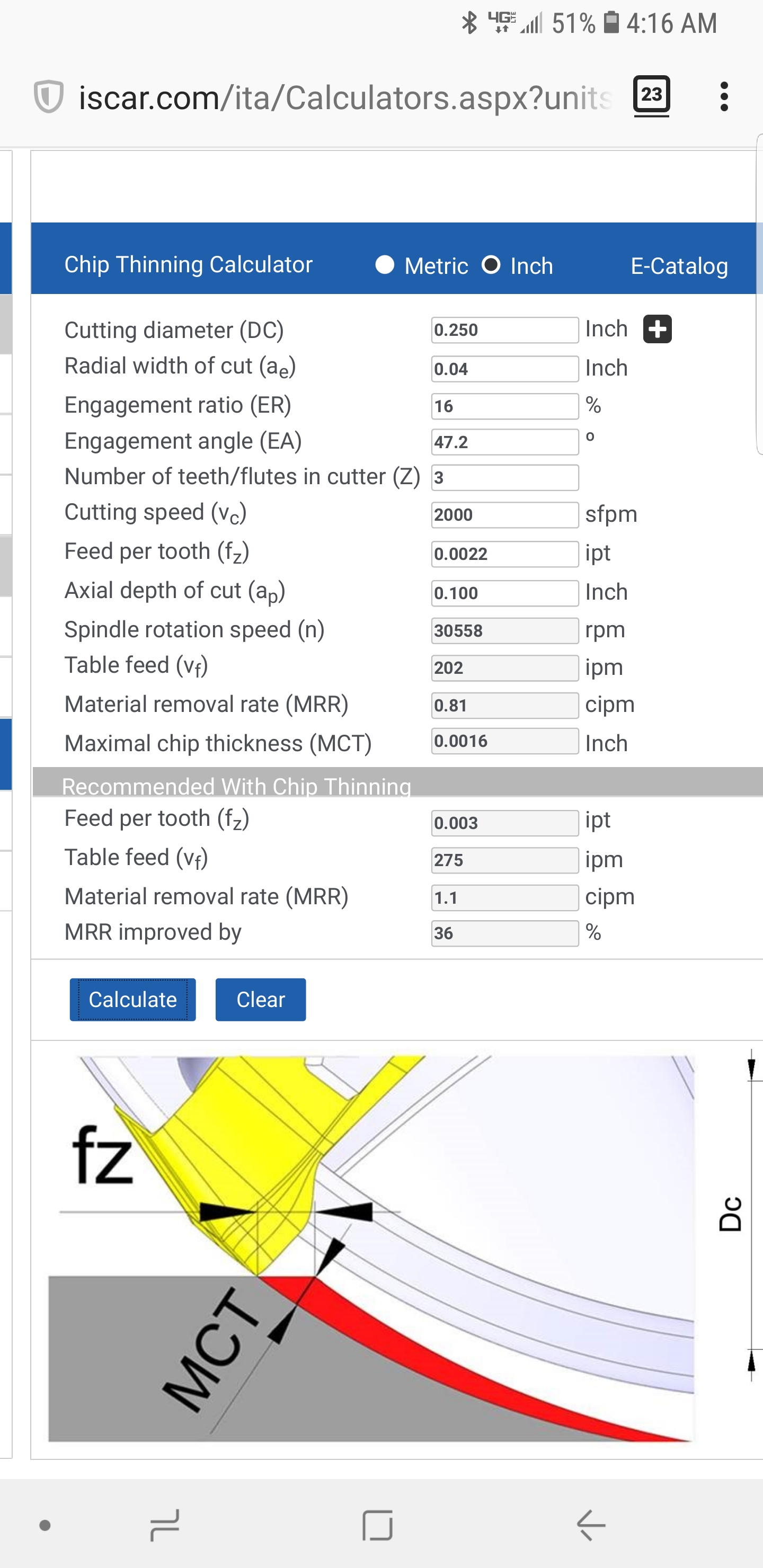
Modified stub 3 flute to 2" OAL. Roughing right now at 200ipm, 0.040 opt - 0.100 doc , 30,000 rpm with mql alky. Its butter, and running probably 75%ish. Balance throughout rev range was very good and chatter seemed nonexistent, endmill ridgidity FTW.
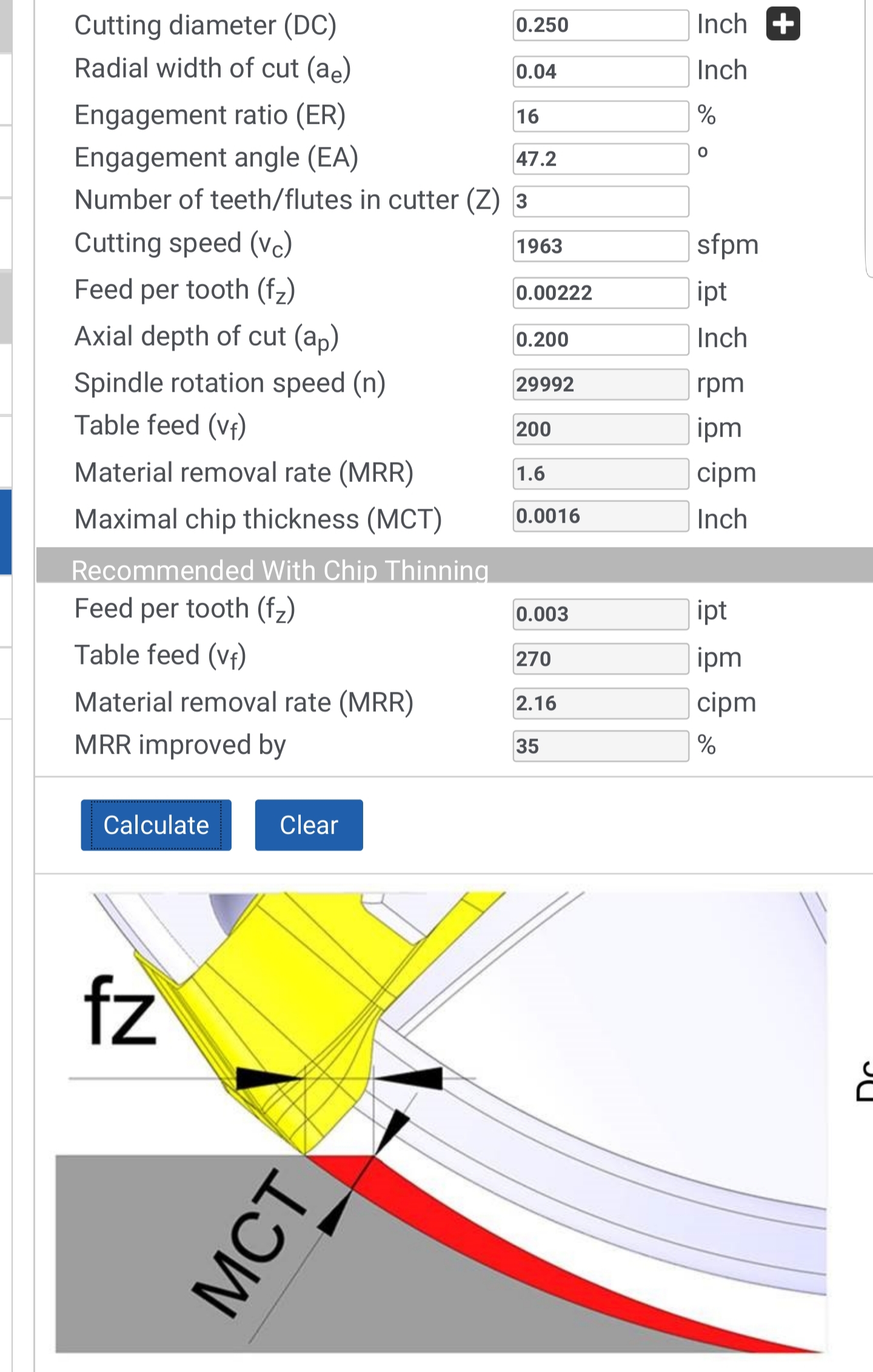
Specs at what I’m running 3stub at, pretty respectful if I don’t say myself. Power starts to dip a little which is great, means a good load. Maximal chip thickness is also respectable.
I like the 3 flute in 2" OAL, performs very well except in deep slotting as expected. I actually had to reduce the shank by hand a small amount for the 1" plate
4 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
50
Thanks for providing this example. Another tool for me to learn/use.
i don’t have experience with 3 flute and slotting, but the larger core would have me believe chip evacuation is key. otherwise suffer clogging from less space in flutes and surface finish
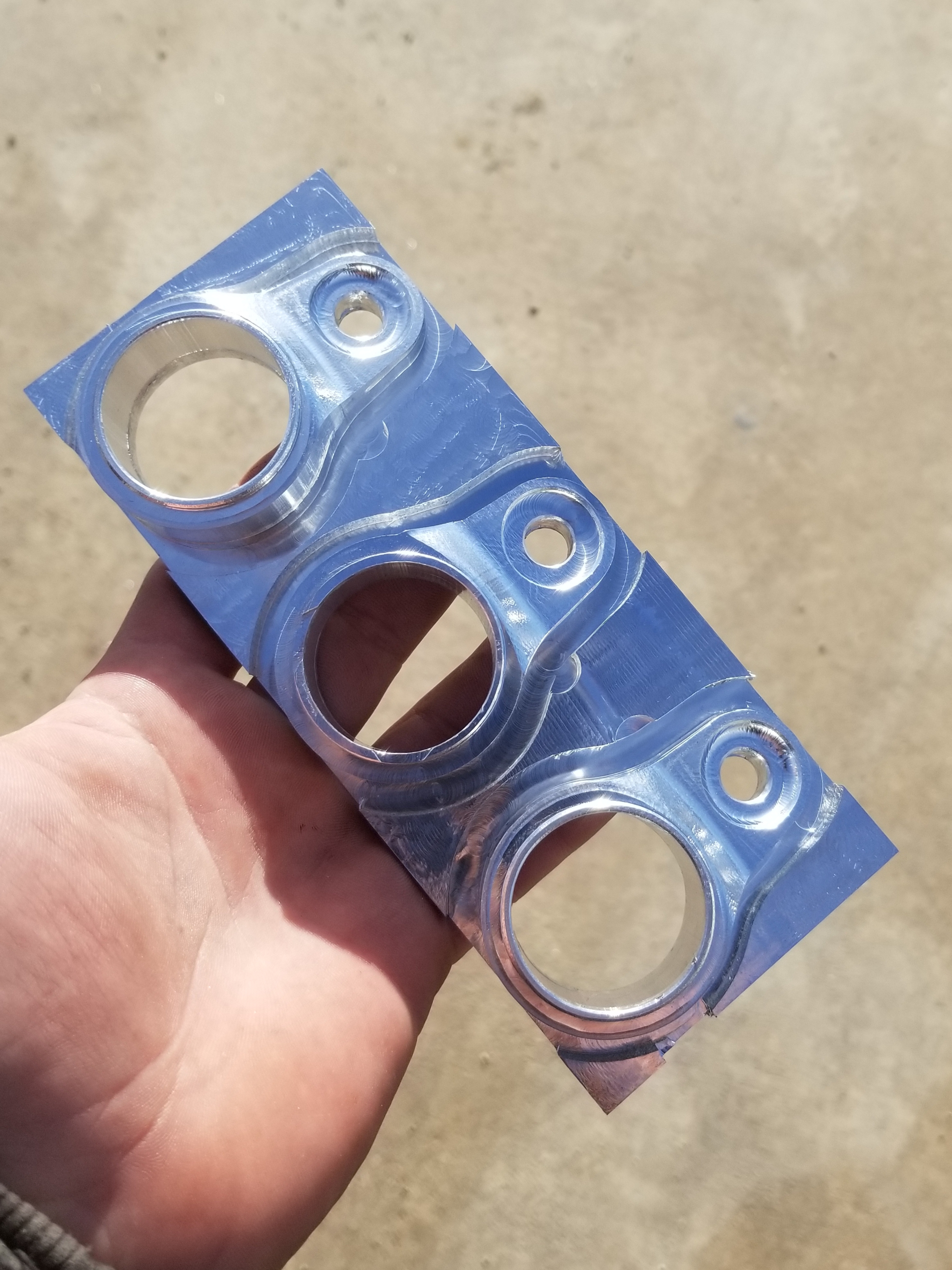
More stub 3/8s testing, this time a 3/8s plate. Set of four custom AEM bezels cut. Only needed one but decided to try threadmilling and increase chances of success.
Cut time - 1.2 hours
Same adaptive 30k/200/0.100 recipe. Also went 200ipm on the finish contours, plus 3 flute finish ball at 200 on the radii.
Got some time in the shop today to start to test the cutters. I have machine #77 upgraded to an XL. Pretty much stock with the dewalt router. Below is just a baseline so far and I apologize I am writing this on my phone.
On the single flute .25” bit easily got up to 150 in/min but was getting chatter. I may have gone up too quick and may try again with adjusting the router speed more. Only put it into .020 depth of cut and found that with other trials that is safe with the stock z axis. I may try to go deeper tomorrow still.
With the .125 single flute bit I was taking .010” depth starting at 38 in/min went up to about 60 in/min and increased the router speed to address chatter worked ok but still had more then I would like. I did a final pass around the outside clearing .005 from the side at .25” deep.
Using V carve so no adaptive cutting yet but I have a buddy who needs a motorcycle part and if he gets me the information soon I will do the tool paths with fusion 360.
I tested the 1/8" ZrN single flute endmill last night and ran into some strange issues with it. It cut very poorly on the bottom of my part and the sides were rough too. I believe I was pushing the endmill too hard and started getting chip welding. However, I never had any chatter. My adaptive milling settings were:
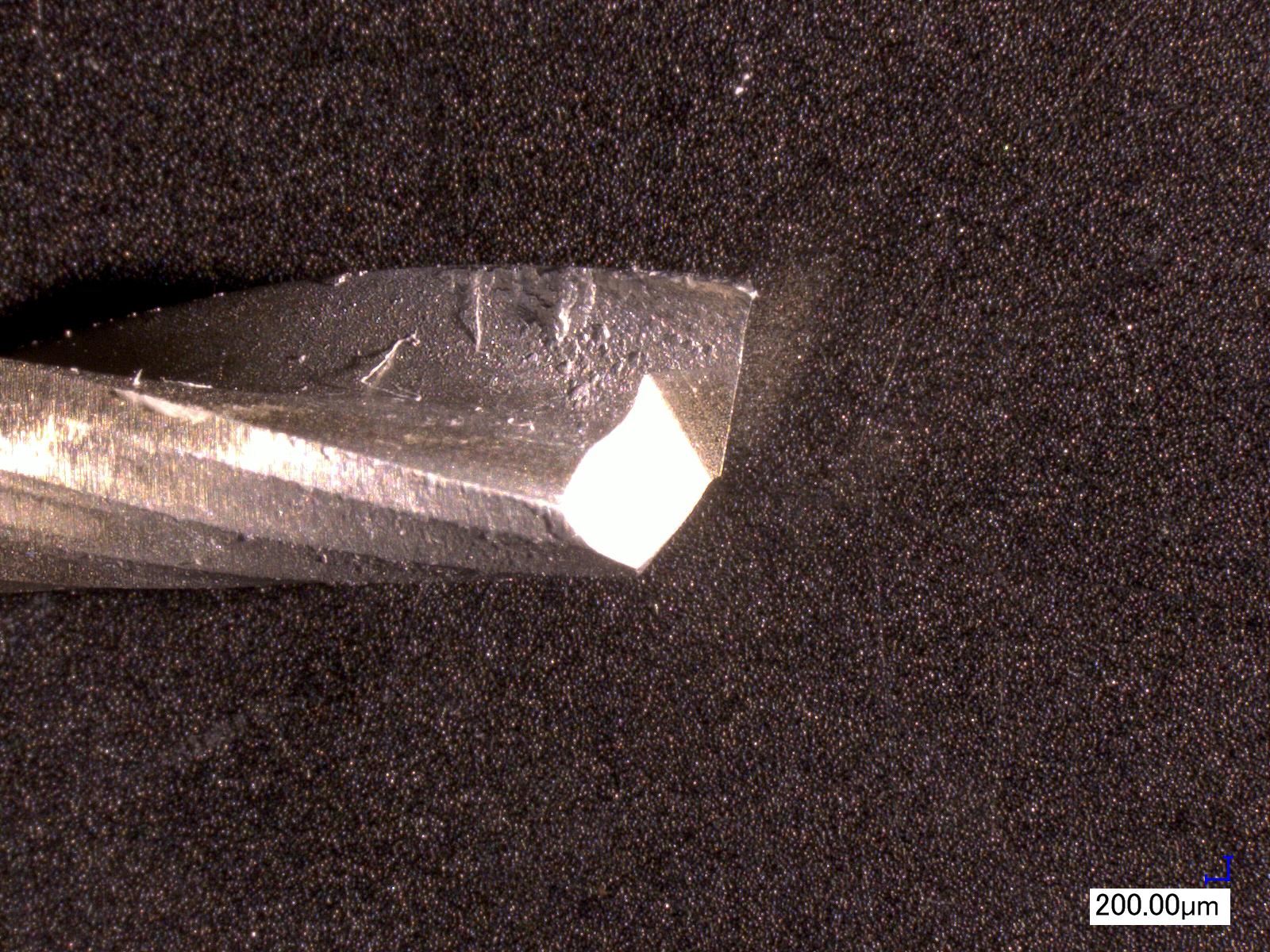
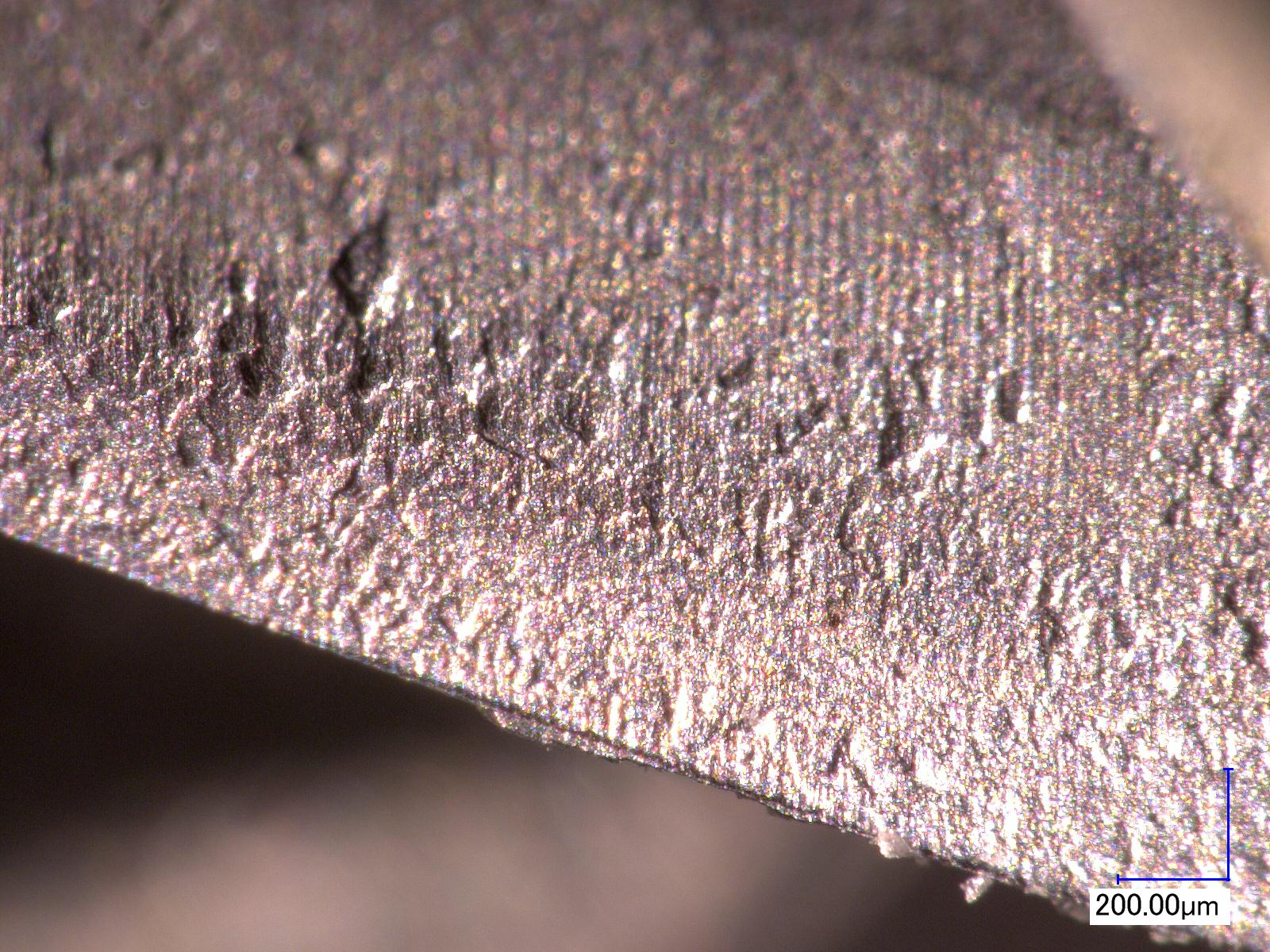
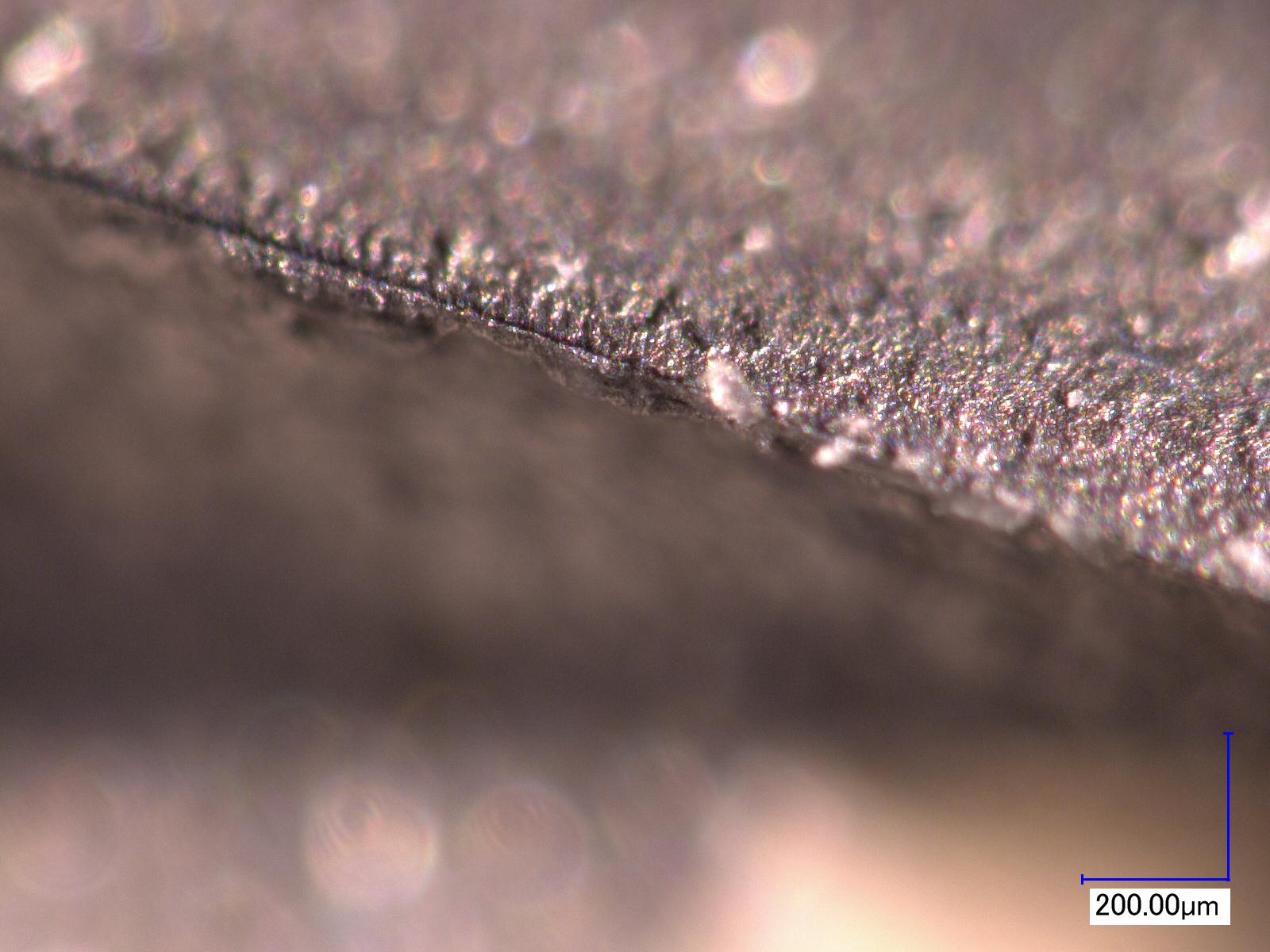
The curious observation I noticed was a dulling of the edge of my endmill. The shiny goldish-color of the ZrN was turning silverish-aluminum colored. I also noticed that the cutting edge of the endmill would have a chip stuck to it after some tests. I was curious since I haven’t seen this in my standard 2-flute ZrN endmill I use so I took some pictures (shown below).
This first picture is of the bottom of the endmill. It is held at a perpendicular angle so you can notice that the bottom cutting edge is not 90 degrees from the endmill, which means it does not have a square bottom. I didn’t realize single flutes are made in this geometry and I would guess that would put a fairly high stress concentration in that tip instead of spreading it across the entire bottom of the endmill. There is a reason for this, I just don’t know it. You can also notice that the endmill is coated in aluminum, which is causing the discoloration.
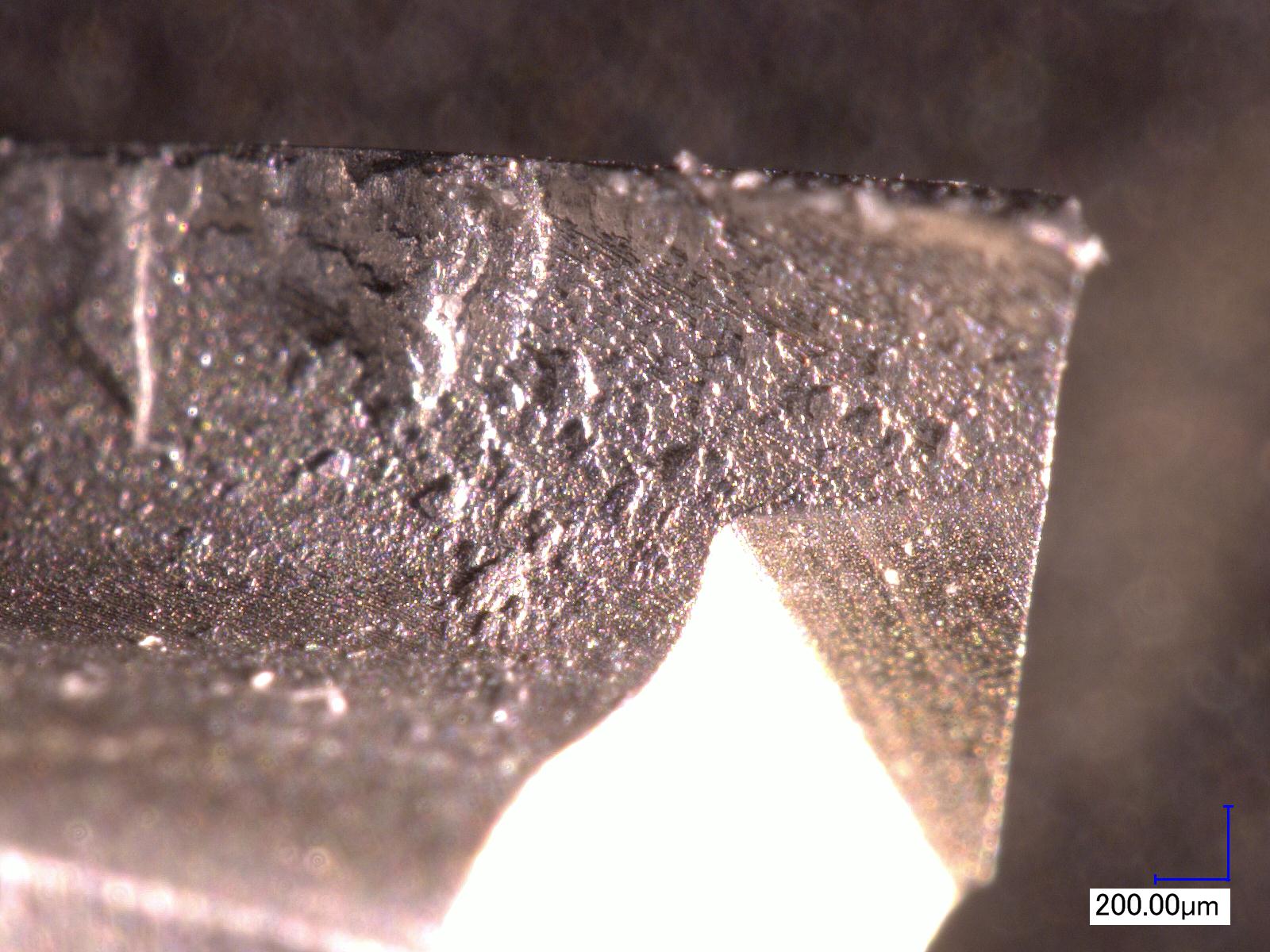
Here is a picture of the backside of the cutting edge and then below that is a picture of the bottom cutting edge that saw aluminum. Notice that the edge is not as sharp anymore since there is aluminum welded to it now.
100% roughed and morph finished with stubby 3 flute. It cut brass and a teeny bit of hardened steel and kept pushing no issues. Coating is wearing off but no difference in performance, about to load in a 3x10x1.5 block to mow down on.