Used the adaptive clearing with the 1/8" bit with some great success. Only 0.03" DOC and 39 in/min but making some cool chips for a little cutter. The bottom right in the picture is the last test with latest settings running the dewalt on 3. I go by sound for the cuts and will try to load a video if i can. I want to try again but i need to work out some of the issues with cutting the rest of the part out and have some wood orders in the back log.
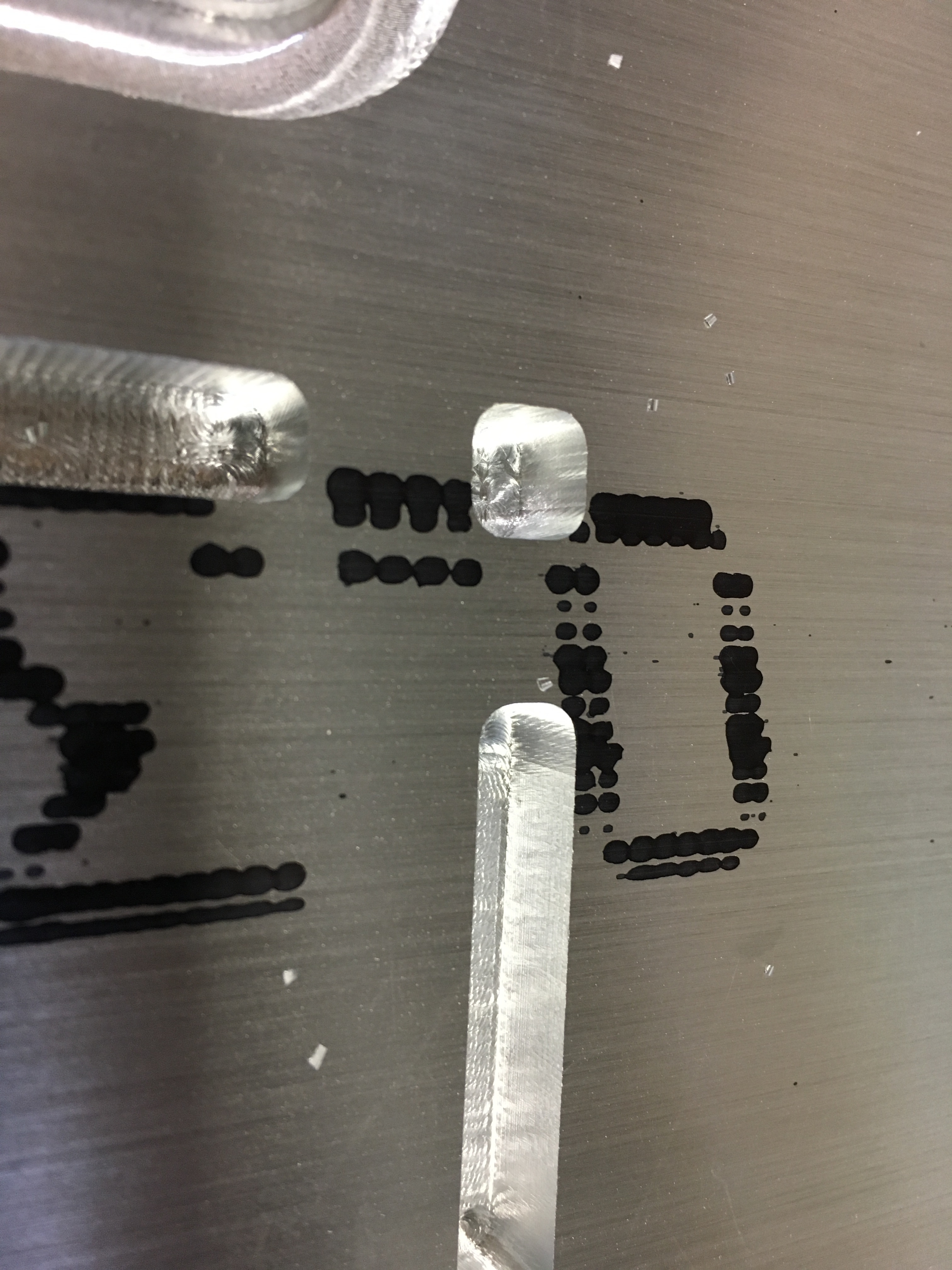
Tried to dive in at .030" on the single flute bit but it was a disaster as you can see from the picture. Backed it down to 0.010" and it went ok after that but lots of chatter. I think that i may use the adaptive clearing jut to remove all the material around it to avoid this. The part is just a test piece i drew up quick that i can fit my 6" quick grip clamps on for hold things at 90.
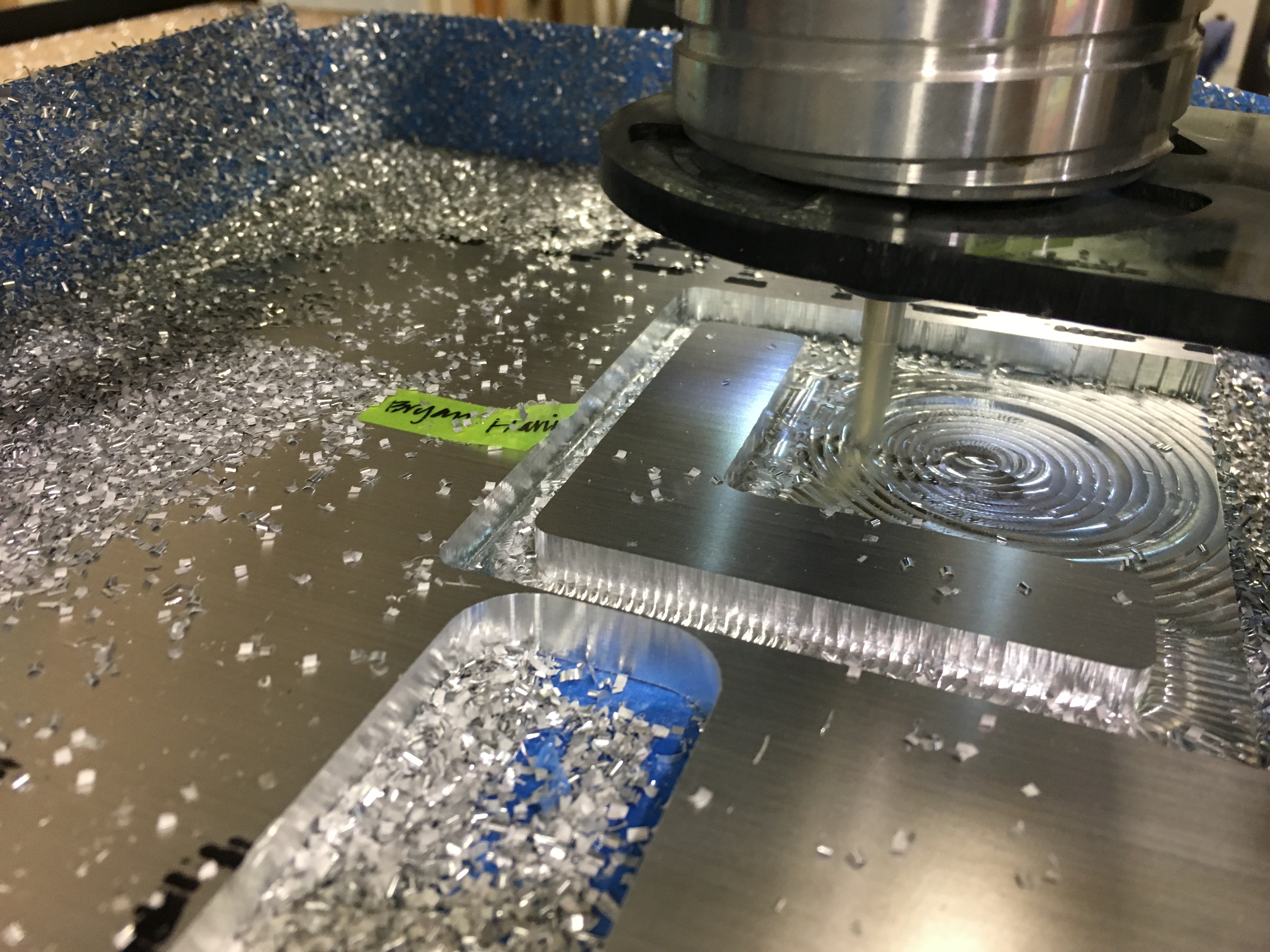
Made a big mess last night and it was awesome. I was just trying to test out how fast I could go with the .25" single flute cutter. After 0.050 I think my deflection starts to become a problem. That being said i was moving at 100+ in/min at 0.050" by the end of it. Finishing pass was .16" DOC at .020 cut and i had some chatter so i would like to figure that out because the adaptive clearing looked about as good as the finish pass. I probably could have gone faster but ran out of time before having to move to a birthday gift that had to get finish on it last night.
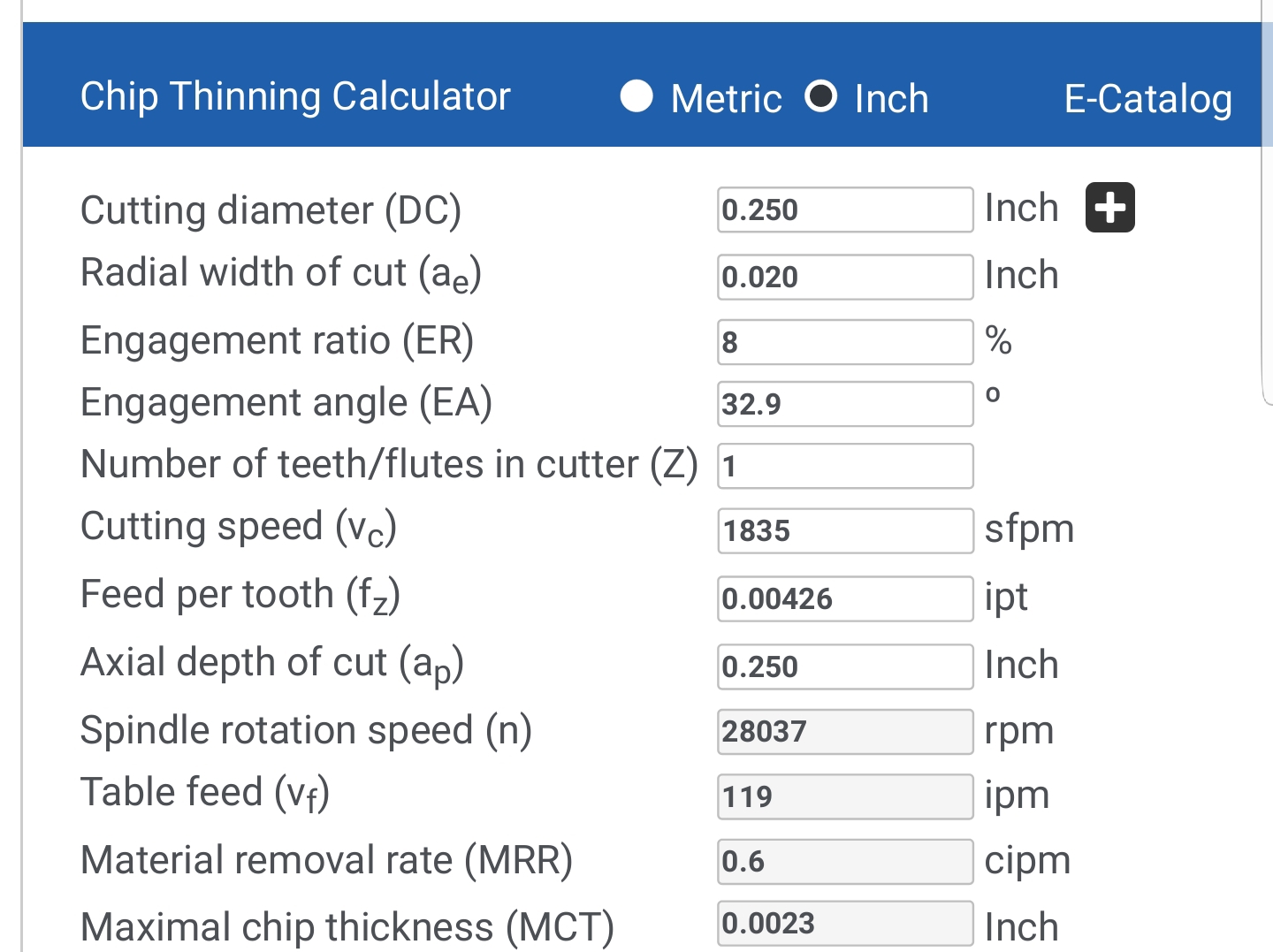
While pushing this cutter deeper I noticed that my sweet spot was 28krpm. Adjusting a few hundred rpm up or down resulted in chatter and resonance. MRR was pretty decent but I maxed out feed override at 200%, could have probably taken a little more but this was a very reliable, easy chip clearing cut.
Smaller radial DOC makes for a nice, sock friendly, soft chip. Nice wall finish even on the rough, floor finish is standard SF stuff. Gotta get a little sleep then I’ll run the finish passes
This little pile is about 10% of the chips I’ve cut with the ZrN 0.25 single flute. All cut with zero lube.
I’ve also crashed it on corners and plunged it to the point of stopping the router motor. It continues to cut very well plus I’ve learned a bit more about Fusion360 CAM. Especially Feed Optimization.
I have been testing the new cutters and so far the three flute 2020-Z cutter is standing up well. I compare it to the similar cutter I buy at local supplier YG Alu-Power 1/4x1/4x5/8x2-1/2. The 2020-Z cutter is cutting with a little more cutting force in every direction including z-axis. I think the cutters are going to be as different as the machine setups, modifications and the type of aluminium. 2mm depth of cut 100 mm feed and adjust the speed up until the router stops chattering around. 4.5 to 5.5 on the Makita speed dial. Light WD40 on the cutter every couple minutes. Can hear a change in the sound when getting dry.
My Machine loves the single fluted cutter so far but I haven’t hardly tried it.
I will post my machine modifications on a new subject.
I need to post my continued analysis of the endmills. The 1/4" single flute performs well and even survived me accidentally it to a 1mm chipload when I forgot to swap units!
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
75
To be honest, I haven’t really started on the stubs other then a few warmup cuts.
The single flute worked so well I just kept cutting with it to find my sweet spots. Plus I had a few other issues that kept interrupting my progress.
Stubs are up next. Stay tuned.
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
76
Here we go
Adaptive
30k (it just sounds so good )
100 ipm
0.0011 Feed per tooth/chip load
0.025” OL
.25 DOC
And then…
Fail, too much heat in the longer cuts
Back in a bit after I clean up the mill.
Also note stock is in the middle of the XL workspace.
very cool Griff. any chip evacuation during these cuts (out of frame)?
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
78
Rob, seat of the pants evaluation from a rookie aluminum chip maker.
I can tell already I prefer the single flute for roughing ops. The three flute stub generates a lot of heat so must be run slower and with lube/cooling.
The toolpath I’m running consists of short adaptive passes and long adaptive passes. The shorts I can run at 100 ipm, the longs at 30 ipm with wd40. The chatter in Y+ in the middle of the work space is something I’m working on. Without success.
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
79
Nope. Just flinging all over the place. Gotta get my enclosure back on.
Griff
(Well crap, my hypometric precursor device is blown…)
80
BTW, anyone need a J-Tech laser mount? I’ve been cutting a few ‘cause they are small and toolpaths can be changed up easily.







 )
)
