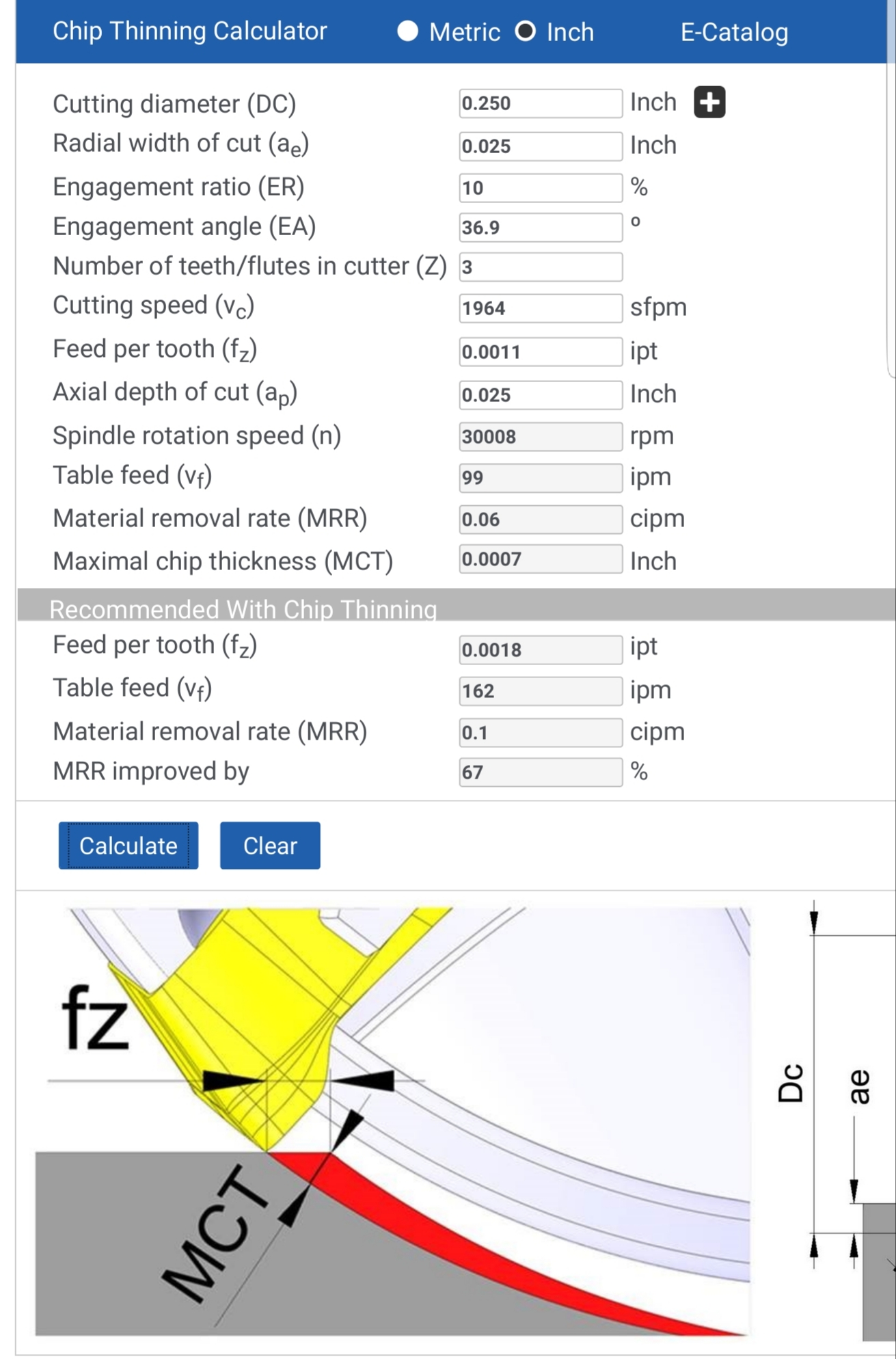
It’s not that the cutter is generating lots of heat, the problem is that you aren’t cutting aggressively enough to get rid of the heat with the chip. edit if you meant 0.250doc then the math is the same but mrr is different
7 tenths isn’t going to cut it. Pun intended. Do me a favor and try bumping that feed to 162ipm. If you get chatter then you’ll have to back down on feed a little or rpm (I know, its sad). Running a triple hard and fast is a much different ballgame than a single.
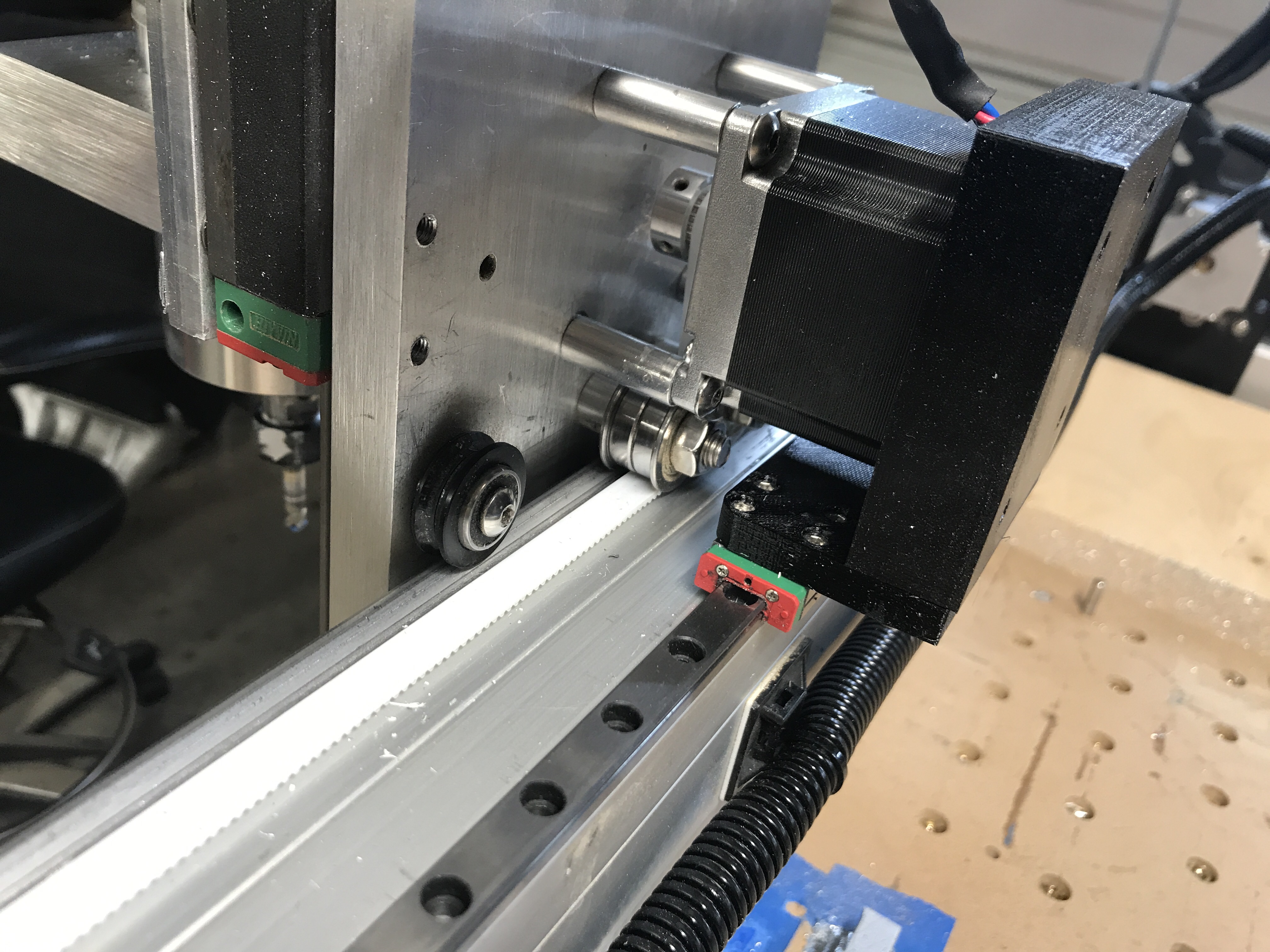
Y - on a stock machine will usually be the worst, add linear brace = almost double cut performance
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
82
Pfffffttt, this is all pretty much black magic to this old woodworker.
Griff
(Well crap, my hypometric precursor device is blown…)
86
Ok, I’m going by the book from now on. No more winging it.
162 ipm but with OL cut in half to 0.0125. Still get a bit of chatter in the -Y corners but overall, a good cut. And, as you said, very little heat in the stock.
Based on feedback from Vince, I’ve got my linear rail picked out. Which length did you get though? For a S3, I think the 550mm will work. Did you have to cut it?
@Griff. That cut is definitely a step in the right direction! I think you are still babying it a little, you might find that increasing the cutter pressure might be beneficial with chatter. You can manually do this with decreasing router speed or increasing feed override little by little.
Load the machine to make it more stable. Also mind sharing optimization settings? One more variable is the XL length extrusion and resonance vs the S3. Awesome design and print job on the brace! Im sure you will feel much better ridgidity in the Y± cut direction, especially after its made from billet!
Griff
(Well crap, my hypometric precursor device is blown…)
89
My rail is two pieces, 500 mm each. 9 mm I think is too small. I’ll most likely bump up to 12mm and a wider bearing eventually.
So Griff and Vince–that’s a linear rail added to the existing extrusion? The idea being that it keeps the horizontal motion more precise than just using the wheels? (Sorry if I’m stating the obvious here…)
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
91
Tito, that’s the idea exactly.
Is it needed, probably not for most of us.
Just an interesting exercise in my world.
For Vince, in a commercial workspace, possibly essential to realizing max productivity from his machines.
You will only be able to cut as the weakest axis allows. Cutting through chatter greatly decreases tool life and finish quality.
Also technically the Y axis uses 8 wheels and the X only 4, seems fair to even the playing field. It’s a low budget add on and depending on install quality, should work well. Even if it is loaded with only a few pounds, that would have been enough to cause quite a bit of deflection of the v wheels without it.
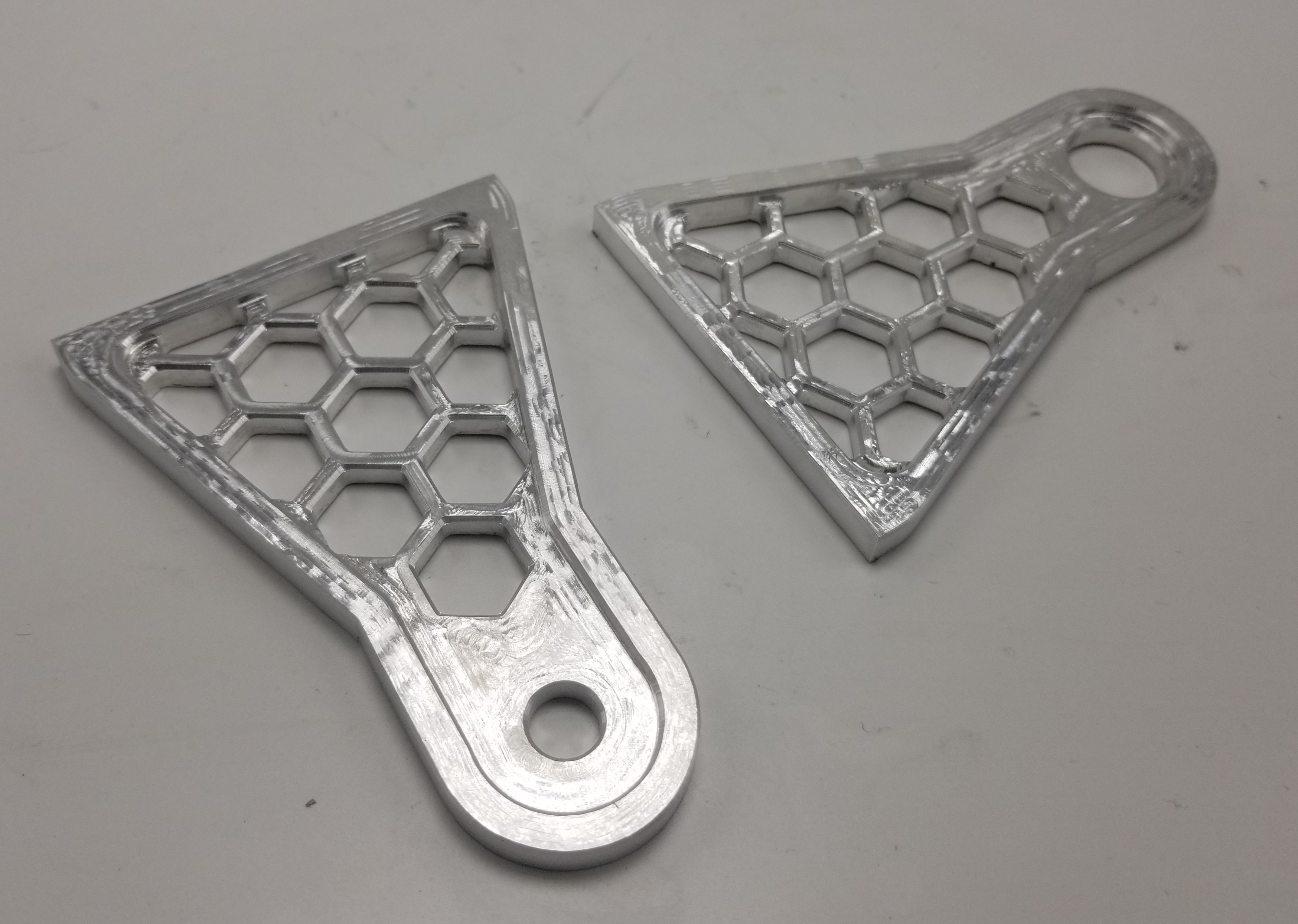
Last batch of double sensor holders. Only tools used. 1/4 singleflute Carbide 3D, 0.125 destiny chamfermill. Finish straight off machine, no post processing. Once again the machine showing off because my model or cam is causing these small steps in the X direction. I can see the steppers actually move, need to figure that out. The single flute didn’t really like running conventional on the 3d contour, money on the climb.
I tried some conventional cut adaptive clearing with the 1/4" single flute and i could not get a clean cut at 0.050 doc so I pulled back up to 0.030" and was able to cut clean again. That was only at 60 in/min as well. Nothing more exciting then than the earlier post but a recent data point. I am picking aluminum out of every crevice in a 15 foot radius.
Foot for a motor cycle kick stand. The upper ring locks it onto the foot.
Put the 125 to some good testing after I stupidly broke a Datron 3mm. Honestly, for a eighth shank it was pretty decent.
Ended up with around 28-30krpm, 90ipm, 0.050 doc, 0.030 opt. The Datron did 30k/100ipm/0.100doc/0.040 opt without breaking a sweat but it was also a 1/4 shank.
It would be interesting to see one of these with a larger shank. Still, worked very well once you got everything down, was a little picky though. Finish straight off machine
Hmmm if I were going to make this out of Aluminum I would have went the other way and replaced the standoffs that the stepper is mounted to with something that wrap around and down to the rail. hanging something off the back of the stepper scares me I don’t know why… it’s probably fine.
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
98
To stay on topic PM sent.
Griff
(Well crap, my hypometric precursor device is blown…)
99
Finally worked up the nerve to cut a serious part. Wish me luck.
3flute C3D stub (same one I’ve been using)
30k
.027mm feed per tooth
2750mm feed rate
0.3mm OL
6mm DOC
Bumped feed to 3250mm/min, as high as I want to go for now.