hi all! im new to this forum, and new to CNC’s and routers. ive been learning pretty good through YouTube and such so far.
I work with a high school robotics team, and im trying to make a jig so we can cut square tubing quickly and easily.
we have a shaepoko pro xxl, and im using carbide create (free version).
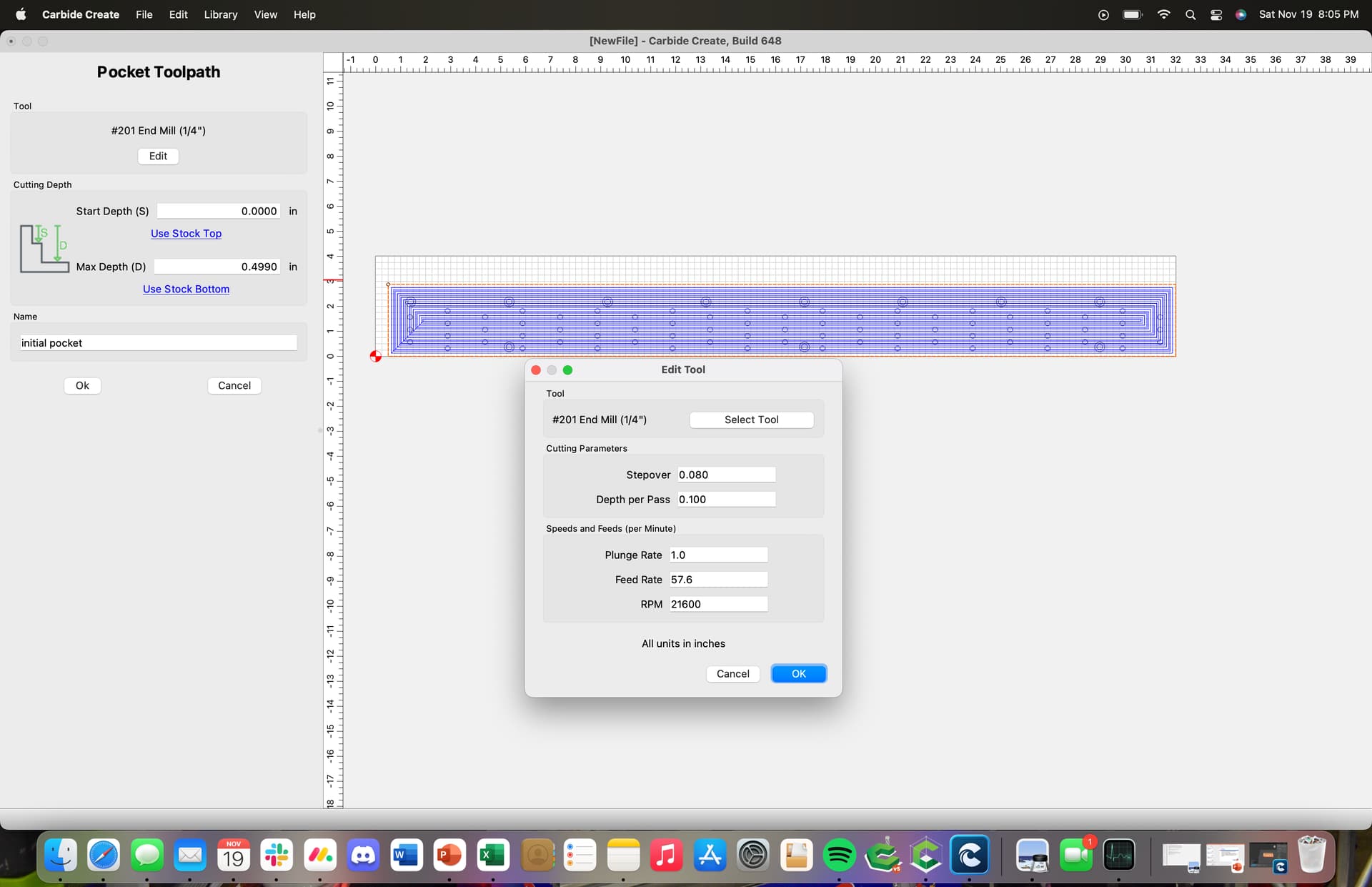
ive seen others be able to push their machines to higher feed rates and such, but many of them are using different cam softwares with adaptive tool paths. im using a simple pocket tool path, the default settings make this cut about 6 hours, and aint nobody got time for that lol. ive messed with the settings based on some stuff ive seen online and it seems what I have will do it in about an hour and a half which is acceptable.
im cutting out about a half inch deep at 32x4in surface area using a 201z
here’s what I have, was wondering if this looks ok to someone more experienced. or if its maybe to aggressive or even not enough?
Post your file please and how thick is your material?
Or
If the material is 0.499 then switch to contour - inside and add some tabs and be done with it.
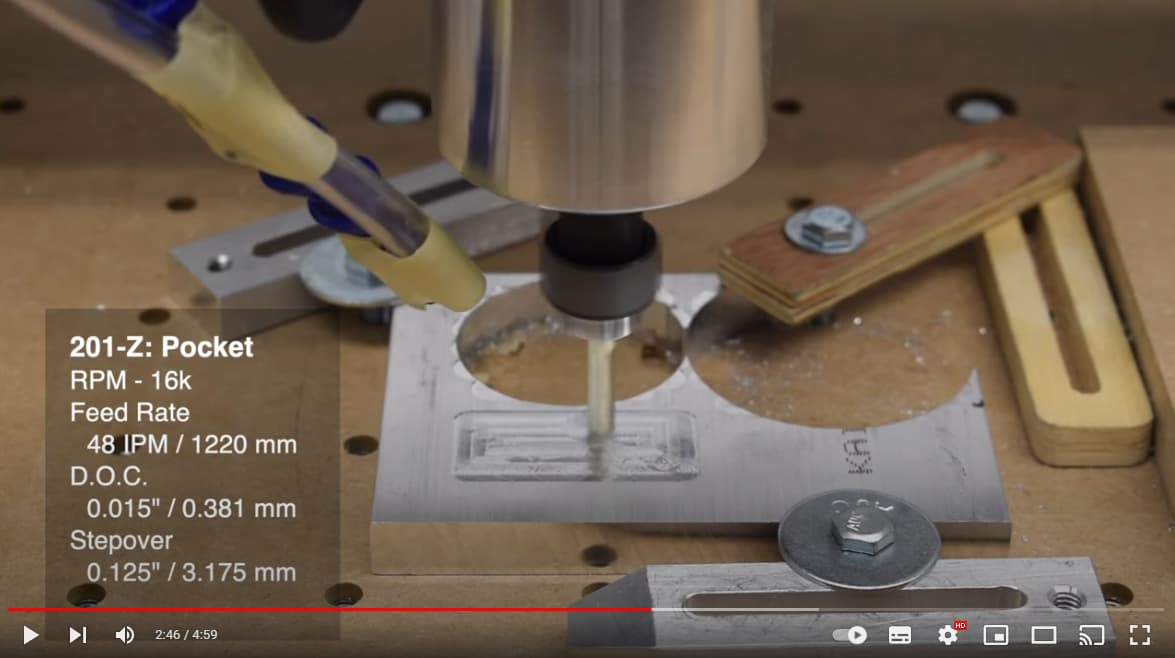
The fact you want to use the 201Z could indicate this is aluminium, but the 0.1" depth per pass would be waaaay too deep in that case (whereas it may be ok for wood, but then again a 201Z in wood is kind of a misuse)
Your chipload (feedrate / number of flutes x RPM) looks ok though at 0.0013", which will work in most materials including aluminium.
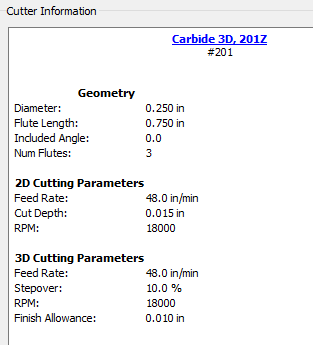
This thread has most of the answers when looking for a starting point for a specific endmill in a specific material:
which is also the recommended setting from CC’s tool library:
Admittedly these settings were from SO3 non-Pro times, so you should be able to push DOC on a Pro, but not likely up to 0.1" with a regular pocket toolpath. You could get away with 0.1" DOC with an adaptive toolpath strategy, which CC does not support, but by and large the milling time won’t shrink significantly.
That’s a very large pocket you are milling in an aluminium block, so it will likely take a long time.
Any chance you could build that jig differently, starting from 0.5" stock for the part with the holes, and then adding the left/upper sides milled as separate parts? Would save hours.
I could, but one of the main ideas is that we can quickly set up our jig and know that its square relative to the machine. im going to cut it while its butted up against the edge of our spoil board that I have surfaced down a bit. so that guarantees its square every time we take it off and put it back.
if we do the top bit separate, that leaves another point where the squareness of everything could misaligned. I suppose if it has to take hours then so be it.
I could probably hog out a majority of it on our Bridgeport first to save a few cnc hours.