I have updated the old v4 Carbide Motion ATC Post Processor (PostP) to v5a. It adds toolpath name and tool number display to Carbide Motion STATUS display line in place of the PostP code ID stamp. It also replaces that old code ID stamp with english text so it is meaningful. It was developed with a Shapeoko Pro.
I am attaching a ZIP file that contains both the mm and inch versions, as well as a user guide that explains how to install the custom post processor.
The user guide also explains a program that adds pass line information to the gcode for
status display, but the program is still in beta testing and available soon, yes for free.
I have updated my PostP to version 5b. It adds the material size display as the first item displayed on the Status Line. It also adds a reference/archive info section at the very end of the gcode file that contains general reference information about the file.
Also updated the User Manual last page to show example.
I have only used it on a Shapeoko Pro, but it is tailored for any Shapeoko using Carbide Motion. It only adds standard comments for display and does not modify other gcode commands at all so should work for you. If you do find a problem using it on the HDM, let me know the details and I will adjust it for you if I can.
For those that have been following this thread and/or using my new post-processor attached above, I have been adding some updates I received comments about, as well as a totally new version for Spindles instead of trim router.
v5 was my original version I did with a trim router. v6 added a Vectric TIME display I got as a request. And the new v7 is in support of Spindles since I have taken the plunge (no pun, lol) and moved up to a spindle and wanted more status line displays for what it is doing.
I am attaching a ZIP file with the latest of all three versions for sharing. If it provides value for you please let me know, or if you have a positive suggestion for improvement please DM it to me.
And the descriptive User Manuals are included in the file as well.
Thanks Allen. I too have taken the plunge and ordered a spindle. Hopefully it will arrive by next weekend and I will definitely give this a try.
Does it included warmup time for the spindle or is that built into CM? I have read about others needing to add that and don’t know if they were using gSender instead.
Allen,
Thank you for doing this. I stopped using my shapeoko 2 years ago because I got Vectric, downloaded a free file, sent it to Carbide Motion and it kept trying to plunge my 0.25 in bit through the full thickness of the material/stock. I went through the gcode and couldn’t figure it out. I then stopped using it and went to laser but got it back up and running. I updated back to Vectric 12.0, and tried to carve the file and the same result (it was reindeer). My shapeoko is a 3XXL, with a bitsetter and a bitzero 1.0.
When I asked Carbide, they said it was 3rd party and I had to talk to them. No response from Vectric. I think it is the post processor problem. Carbide then said they think it is because Vectric uses a datum, but that doesn’t make sense because all programs do, in a sense, you have to designate where your reference points are in the project are. They just call it something else. In this case it was center of project, and surface of stock. I went through the gcode and the gcode animators all show it should work, but Carbide Motion keeps wanting to drive it to the bottom on the roughing pass.
Carbide sent me an MDF test file and it worked just fine. I copied their header/style and deleted superfluous lines but still get the same results. The Gcode animator still shows it should work.
In this process I’ve had to learn gcode and it is not overly difficult. My question, does this post processor fix/work with Vectric 12.0? Do you think it will fix this problem? Also, I can’t get a straight answer as to the nomenclature/syntax they use in their headings (ie for comments at the beginning of a program, that seem to set the stock parameters, bit specifics, etc). I don’t see how it could be the bit setter or bitzero but am willing to buy new ones, if needed.Carbides response right now is to make a similar file in each and see if it has the same problems.
I installed this post processor on Vcarve 12.something this week and tested the file this weekend. It worked great. I really appreciate the extra status information being displayed.
@Allen44 I liked the spindle popup info and the dust boot reminder even though I still used the trim router this weekend. Spindle arrives tomorrow😊
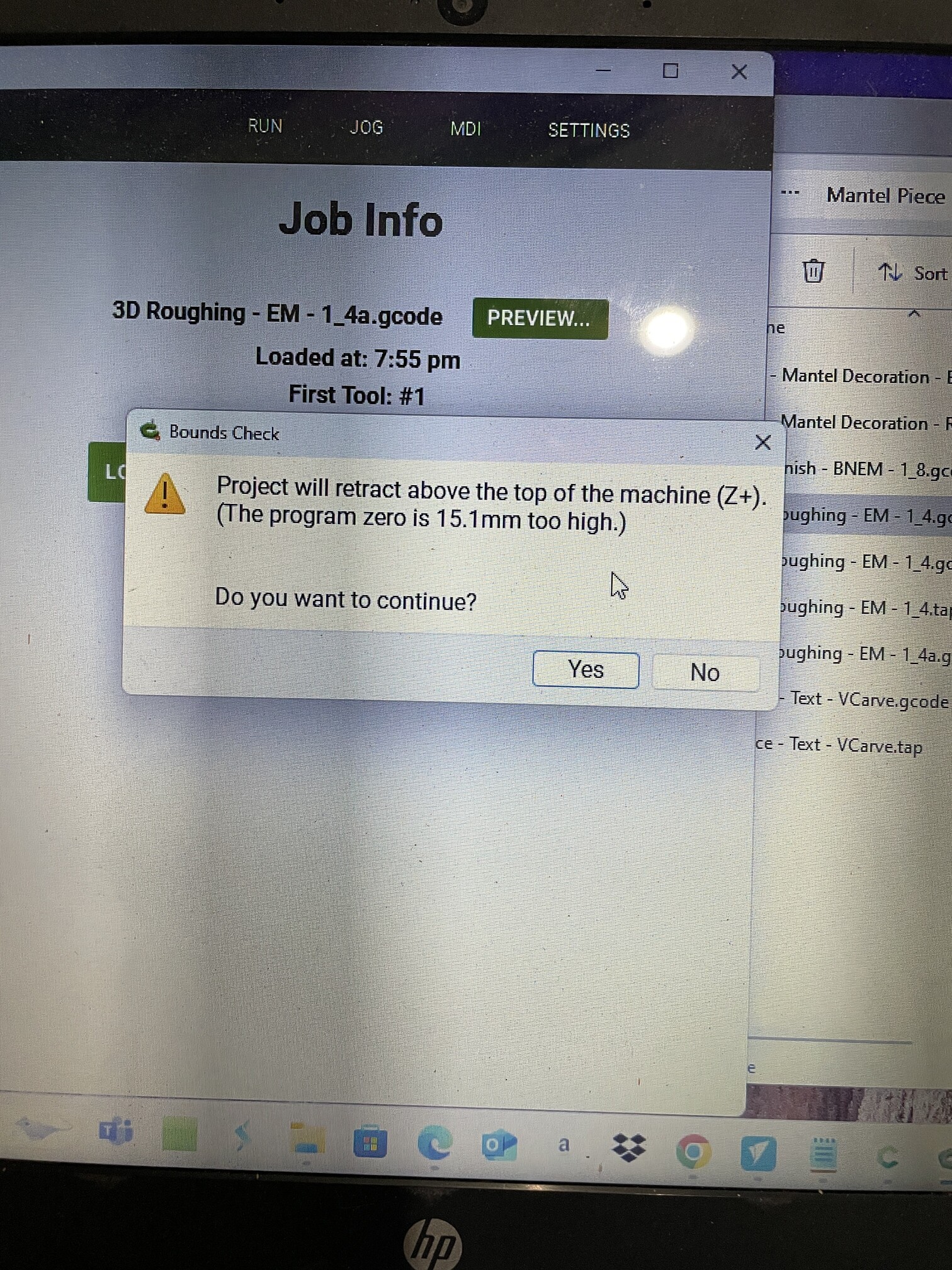
Thanks. Carbide Motion still gives me different dimensions for the stock on the screen once I load the file with the v6 post processor. It also gives me an out of bounds error
Yes. I’ve placed the end mill into the router, it sets the distance with the bit setter, then zero x and y to the center of the material surface, then use bit zero to set the z=0 to the surface of the material. I then load the program and on the initial “Preview Screen” on Carbide create files it shows the stock dimensions. However with Vectric (at least this file) it shows different dimensions. When I go into the preview and look at the interpreted code it looks correct. When I go to run the program after going through the initial “load this tool”, etc steps, it gives the out of bounds message. If anyone has Vectric I can give you the file to test load with your carbide motion. It is a free file for Vectric users. It is the reindeer mantel piece.
The dimensions shown in CM are the dimensions of the cut area not the material dimensions. That threw me off for a while as well.
As @mhotchin said, if you have already measured the bit prior to loading the job you should be OK on Z. But look at the retract / safe height you have defined in Vectric. It’s possible that with the length of the bit and the height of the material that it will cause Z to raise too high which would result in lost steps.
The bit is a standard C3D 1/4" endmill and the stock is 3/4". All pretty standard. The retract height is 0.2". I really don’t think those are playing into the out of bounds.
Please make a pair of files as like to each other as possible, and as simple as possible where the Vectric file has this problem. If the Carbide Create version has this same problem, we will look into that — if only the Vectric file has the problem we can compare the G-code from it to that from CC and puzzle out what is happening in the Vectric file.