I am preparing to cut 27 at a time, I have the PRO XXL. My machine keeps doing what seems like unnecessary movements. It will travel up and down on the Z axis several times(see video), that from what I can tell is adding 25-30 seconds of time per sign. With 9000 to do you can see how that time would add up fast. I can currently cut 1 sign every 1:45, but I think if I can get rid of these unnecessary movements I can drop that to just over a minute per sign.
Also, is there a way to ensure my machine is cutting the file in the most efficient way?
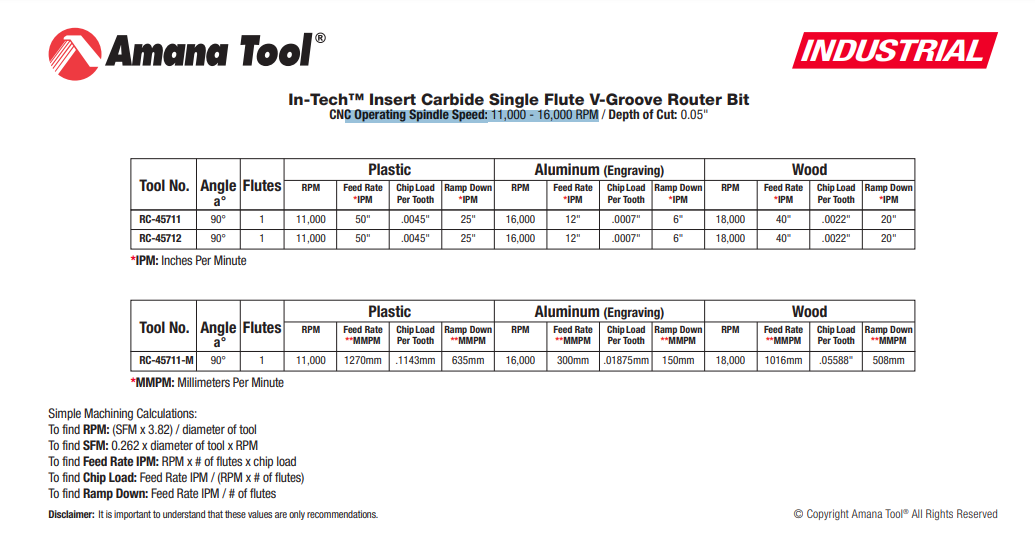
I am using an Amana 90 degree V Carve cutting cedar at .08 max depth and depth per pass.
What software are using for layout? Are you on the latest versions of create and motion?
VCarve has a lot of vertical motions, you can minimize this by setting a very small retract height. Older versions of the software also had more retracts than was necessary, but I believe this is fixed now.
You may also be able to simplify the geometry some if there are small segments that are imperceptible to your eye, but the machine thinks it needs to carve.
Using the latest of Create and Motion. Good thought on the retract height.
What I don’t understand is the method in which it cuts. My current file is for 6 signs in a grid. I don’t believe it cuts the 6 signs the same way. Very Odd
Changing the retract height from .5 inch to .10 inch didn’t alter the time on the Create file, machine is at my shop so I won’t be able to tell until tomorrow if it reduces time in the Gcode
Please send the file in to support@carbide3d.com and we’ll see if a developer can look into this.
That geometry when rotated is V-carved differently has been noted — geometry is converted to polylines to calculate toolpaths, and depending on the grid-fitting will be carved differently.
Nothing obvious stood out in the file to me - overlapped paths or such. The DOC is pretty shallow but matches your total depth so shouldn’t make a difference. It should definitely be faster with the retract change (file you posted was still 0.5 by the way).
9000 repetitions of the same project is quite a starting point! Good luck running it, but you might need to periodically check alignment, belt tension, v-wheel fit and the tightness of the bolts holding everything together, if you haven’t really run anything else remotely ‘taxing’ on the machine.
For what it’s worth, I received the following advice during one of my support requests:
“Typically I machine a single part at a time. I generally cut down my stock to a rough size then run an job/operation - I find for larger stock that work holding is more troublesome, although this is subjective and a personal preference.”
The single part suggestion is more to the effect that when trying out a part, folks should do a single and ensure that it runs well, before adding the complexity of multiples into the mix.
So Changing the retract height dropped the time from 1:45 to 1:06! I just did 6 of them at once and the time was 6:24, yesterday it was 10:49. So this is a huge time saver. Thank you so much! I feel very confident with the 6 layout, my stock has all been cut to the same size. Thickness has been varying slightly, so I have been zeroing the Z on the thinnest board. IF a few have a slightly deeper cut I am ok with that. My main reason to try and cut 27 at a time, was so that I didn’t have to change out stock as often.
Another tip to reduce cutting time is to just use a faster feedrate but compensate by also increasing the RPM by the same ratio, such that the load on the tool remains the same.
I see you are running at 40ipm using 18000RPM. I’ll assume you are using a Dewalt trim router which maxes out at 27000RPM: you could use that, and feed at 40 x (27000 / 18000) = 60ipm. This should produce the exact same result. And then you can most probably push feedrate further, but that would require further experimentation.
You can also bump the speed at which the machine travels while it’s not cutting anything when moving from one letter to the next (“rapids”) by checking how much your $110/$111 parameters are. 10000mm/min seems to work fine:
Thanks Julien for the suggestions. I have the Shapeoko router, the bit I am using has a max feed rate of 40ipm. It is an Amana Amazon Link The max feed rate from the bits specs is 40 IPM, I wasn’t sure if it would still cut as smooth if I increased it.
I did not realize you were using a v-bit that has inserts. Probably best to not go above the rated RPM then, not so much with respect to the cutting quality, but with respect to the risk of inserts flying out (that would be very dangerous). However I was not able to find the max rated RPM for that Amana tool on their site.
They have a statement “CNC operating spindle speed 11,000 - 16,000RPM”, but immediately below that they recommend…18,000 RPM.
My point was that generally speaking, for a tool that is able to be run at 27,000RPM, running 40ipm at 18000RPM or running 60ipm at 27000RPM puts the same load on the tool.
Note that the number of flutes comes into the picture too, I left it out in this example since we were discussing optimizing cutting time for a given/known tool (2-flute vbit here).
The more general tip is that “chipload” depends on RPM, number of flutes and feedrate:
chipload = feedrate / (nb of flutes x RPM)
And that’s (almost) all there is to it. So when you have a chipload that works for you in a given material, and you change one of the other parameters (using a new endmill with different number of flutes, or a different RPM, or a different feedrate), this formula tells you how to compensate the other two parameters to end up with the same chipload as before.
DOC is a separate beast.
That’s what I tried to convey in the feeds and speeds chapter of the ebook, but it’s admittedly a difficult balance between too few information to understand what is going on (and I only scratched the surface), and too much information to be useful in day to day use…
At the end of the day, what I end up using (on the post-it notes I keep writing and losing for every project), is that chipload formula, to make sure my RPM and feedrate are in check. Then throw in the “DOC = 50% of the endmill diameter or less” rule of thumb, and you’re good to go in most cases. Also, I’m lying: there are a variety of other things to consider, but I said “most cases”
EDIT: and since I just realized this is a “Shapeoko Pro” thread, I’ll add that my “DOC=50%D” rule is for a Shapeoko(non-Pro). An a Pro, with the added rigidity, one can push DOC way beyond that limit.