Just to start off I’ll go over my issue that I’ve been tinkering around trying to figure out:
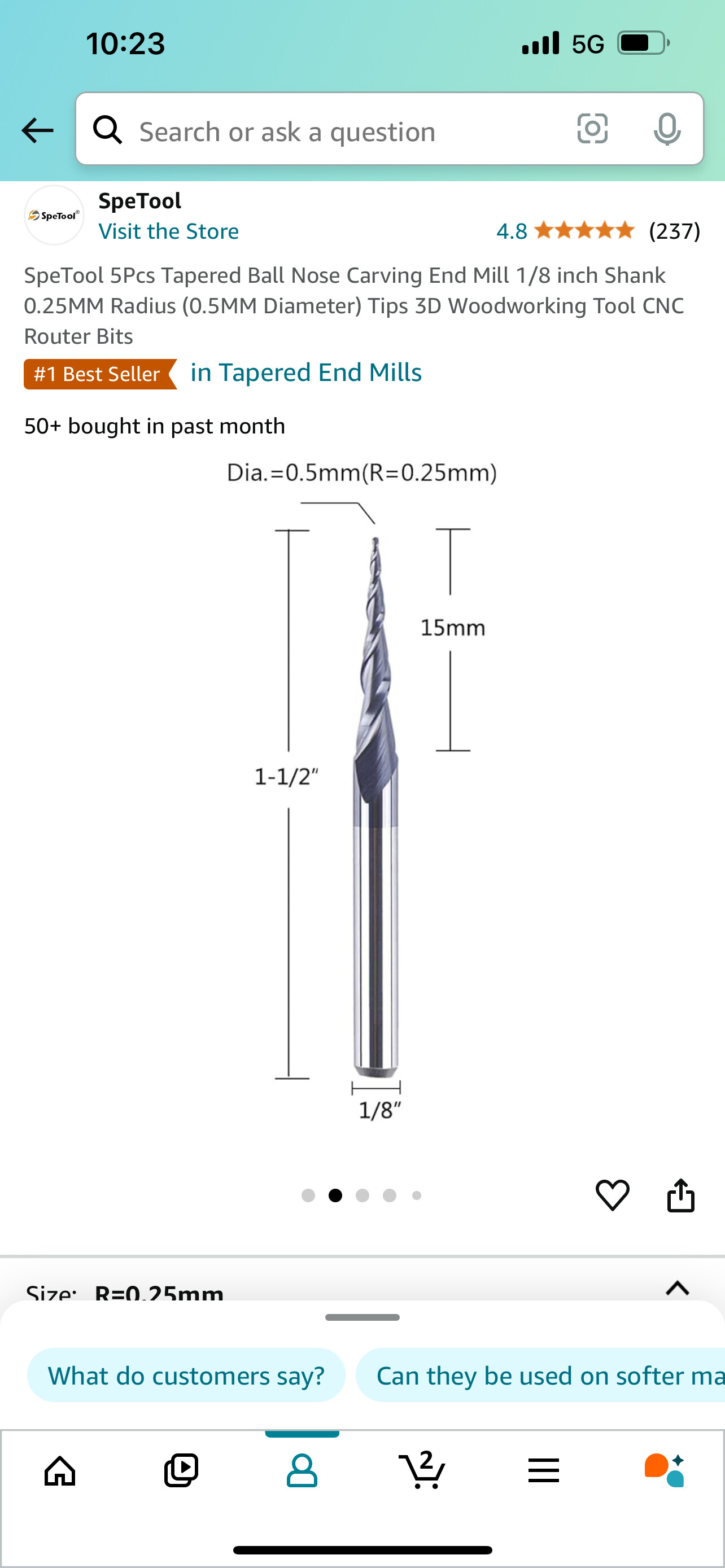
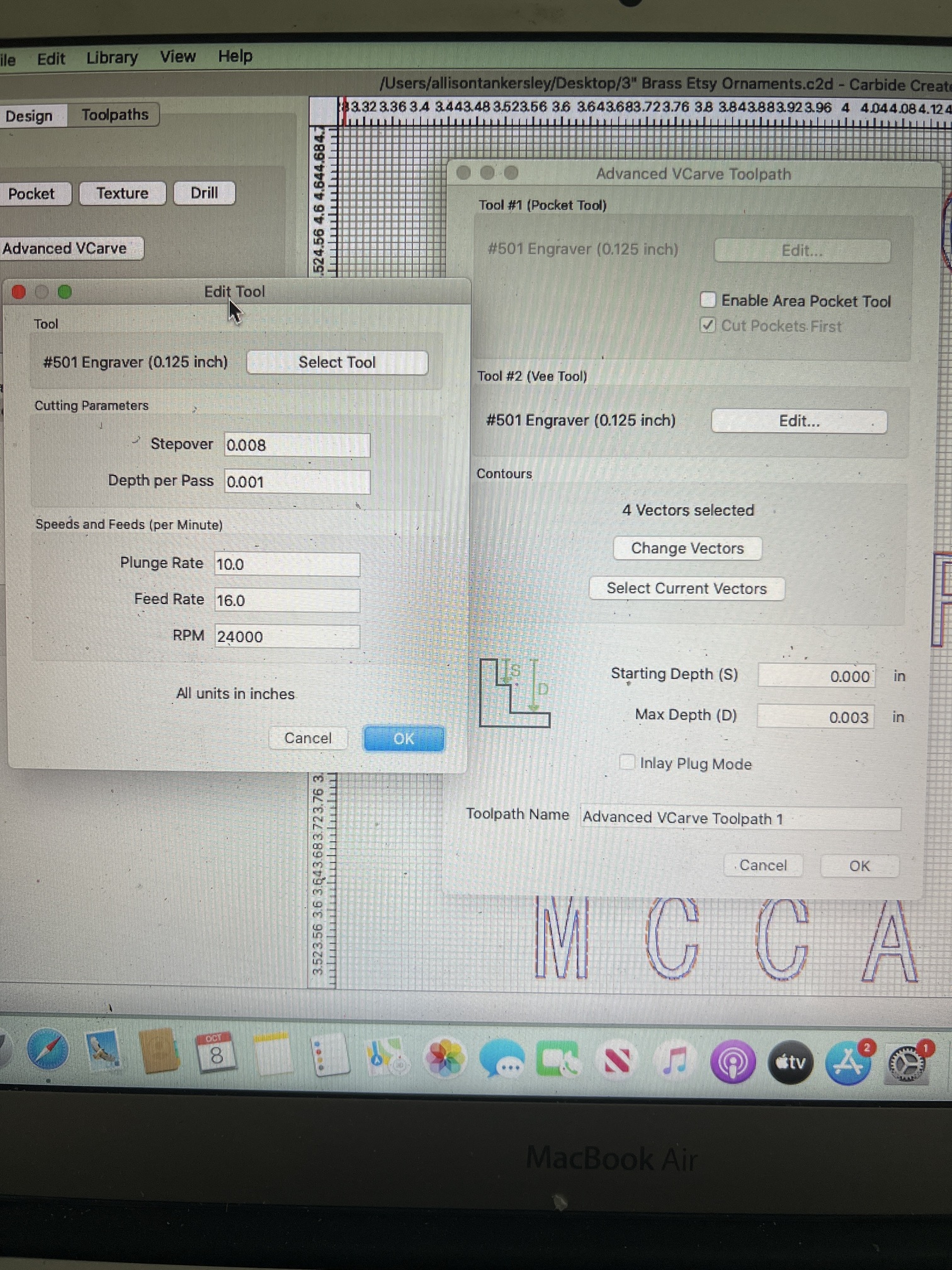
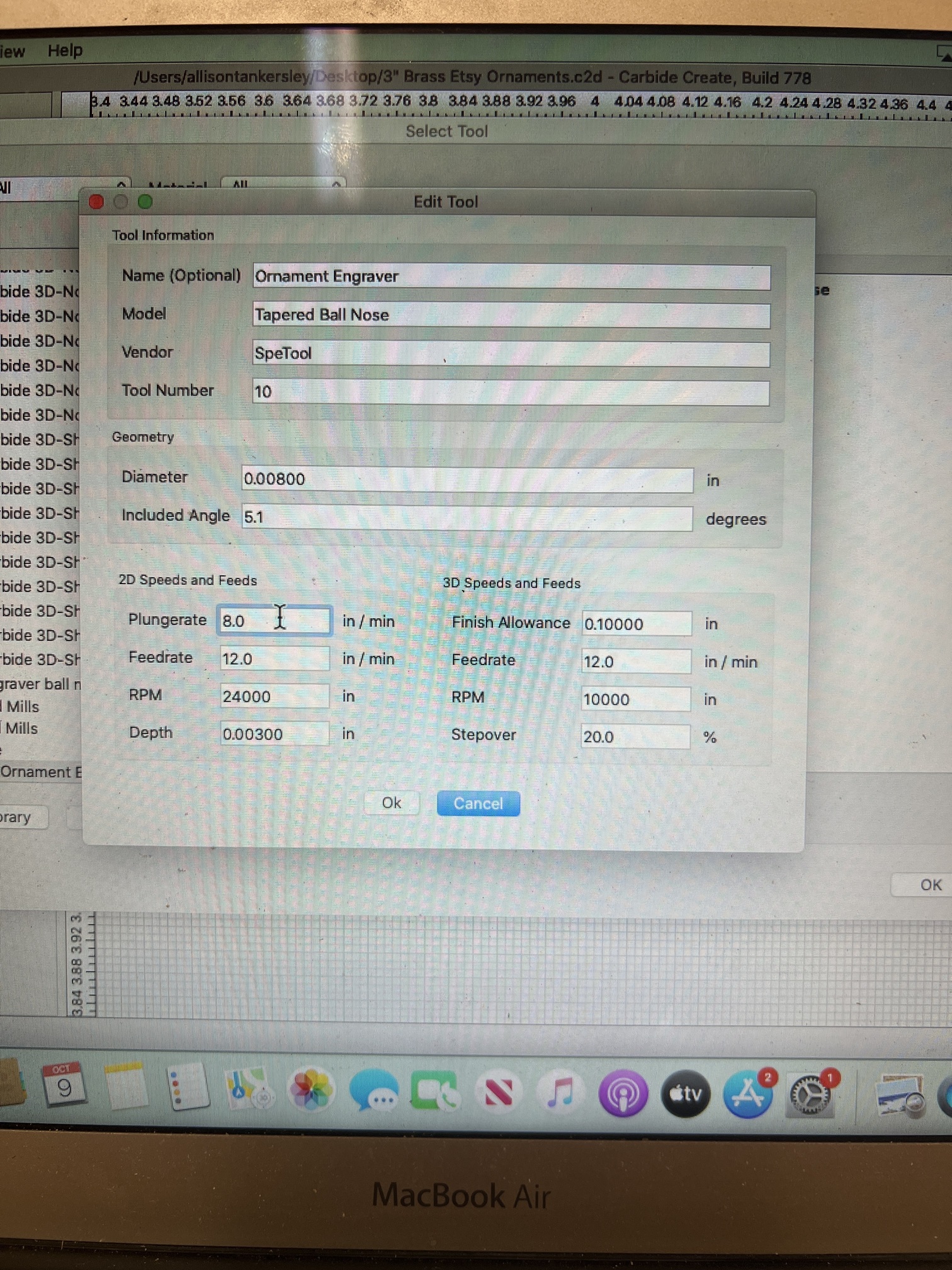
I’m replacing having to manually hand stamp brass plates with engraving them. The plates are made of brass and are either 2” or 3”, I made a jig for each size. The font we chose is ms gothic which emulates the hand stamp style pretty perfectly. I’ve tried several different 2D tool paths: contour, pocket, v carve and advanced v carve. The only 2 that I’ve gotten to achieve somewhat of what I want has been v carve and advanced v carve but it also has its drawbacks. Both of which require a v bit to use so I’ve been able to convince the machine I’m using a #501 engraver when actually I’m using a:
First off, I’m not sure if that can be manipulated to add into the library that ball mill under engraving v bit (not sure how that’s done if so) or if there’s another option to use a ball mill for v carve and/or advanced v carve. That’s probably issue number 1.
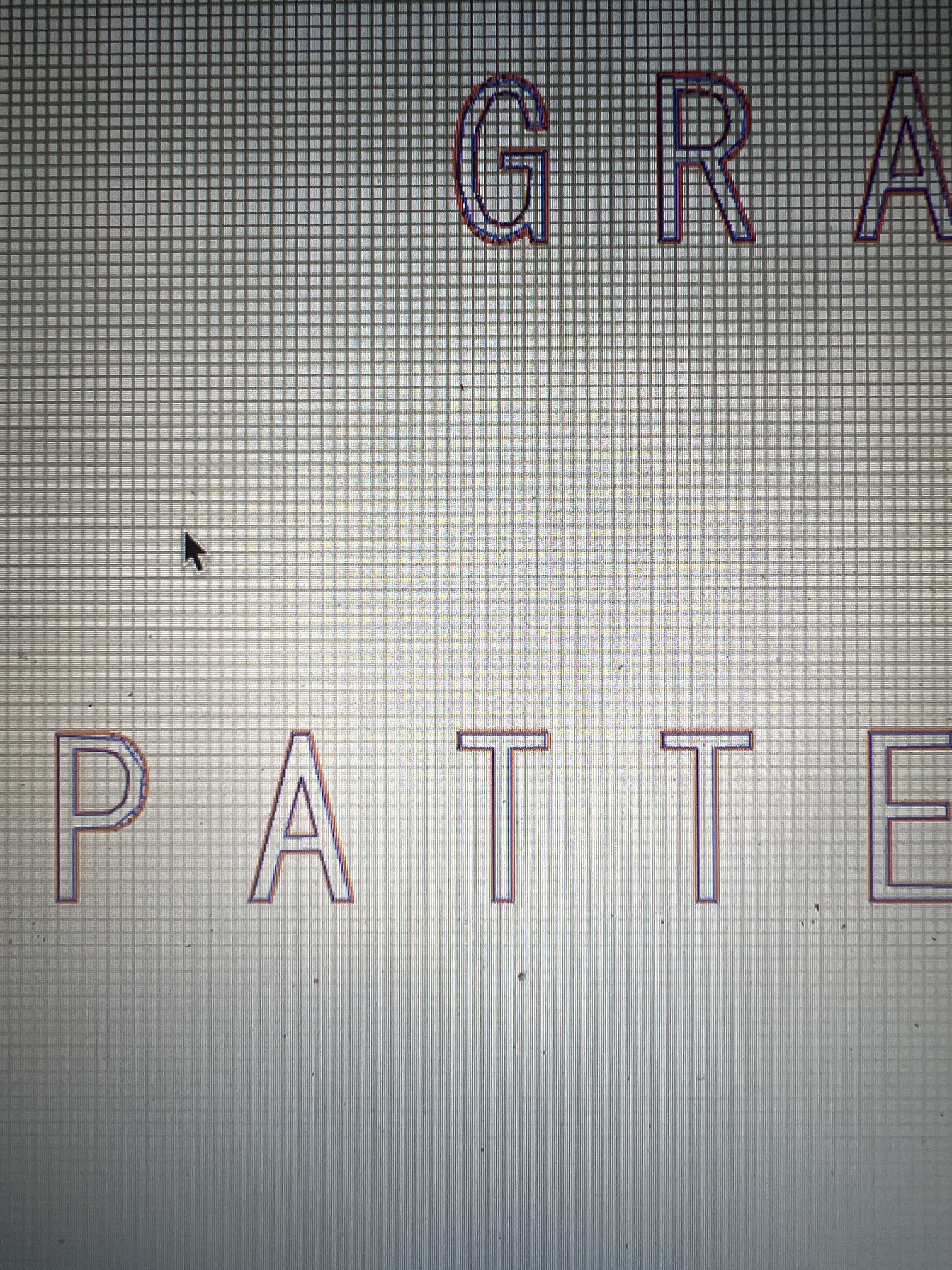
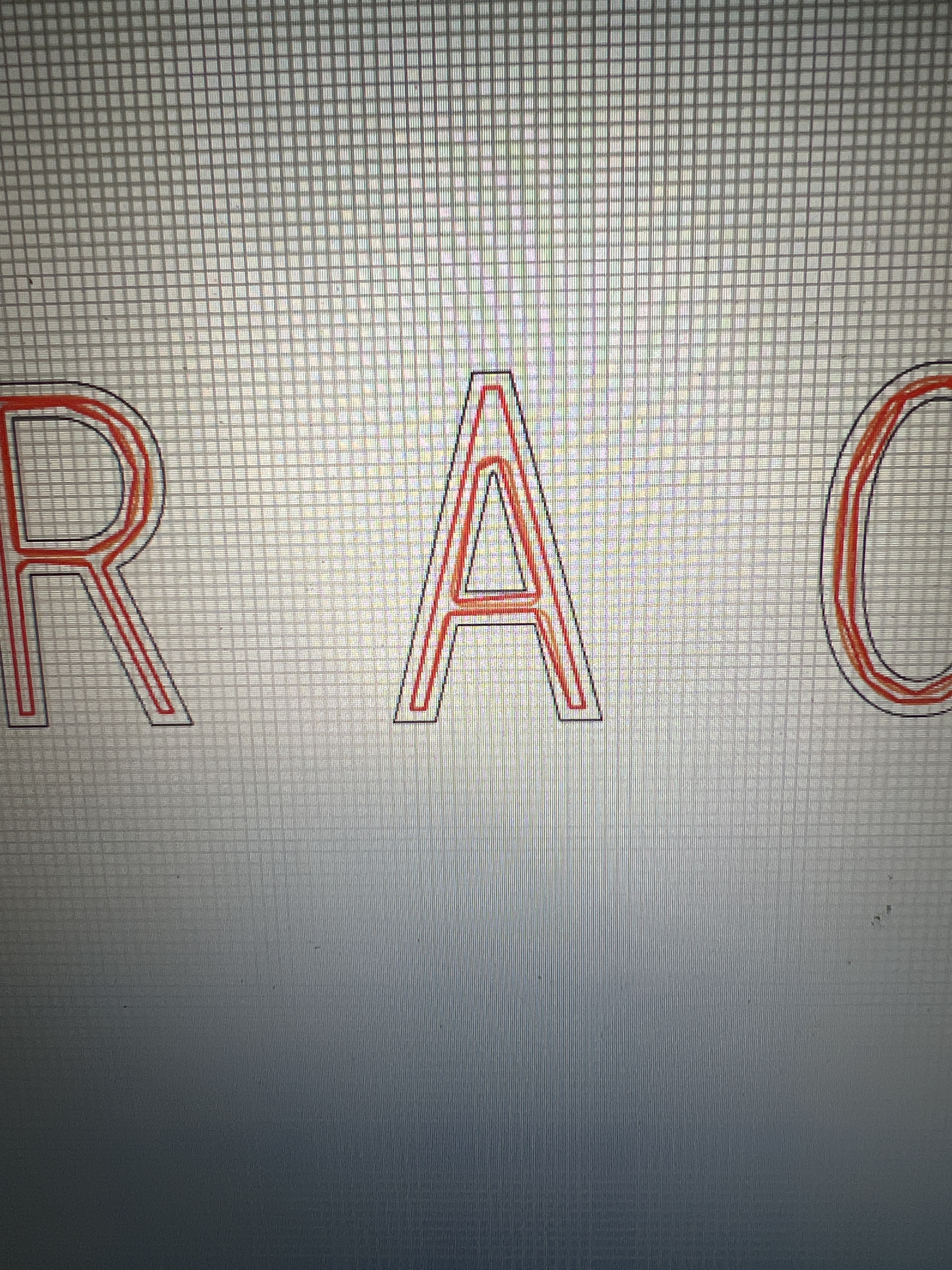
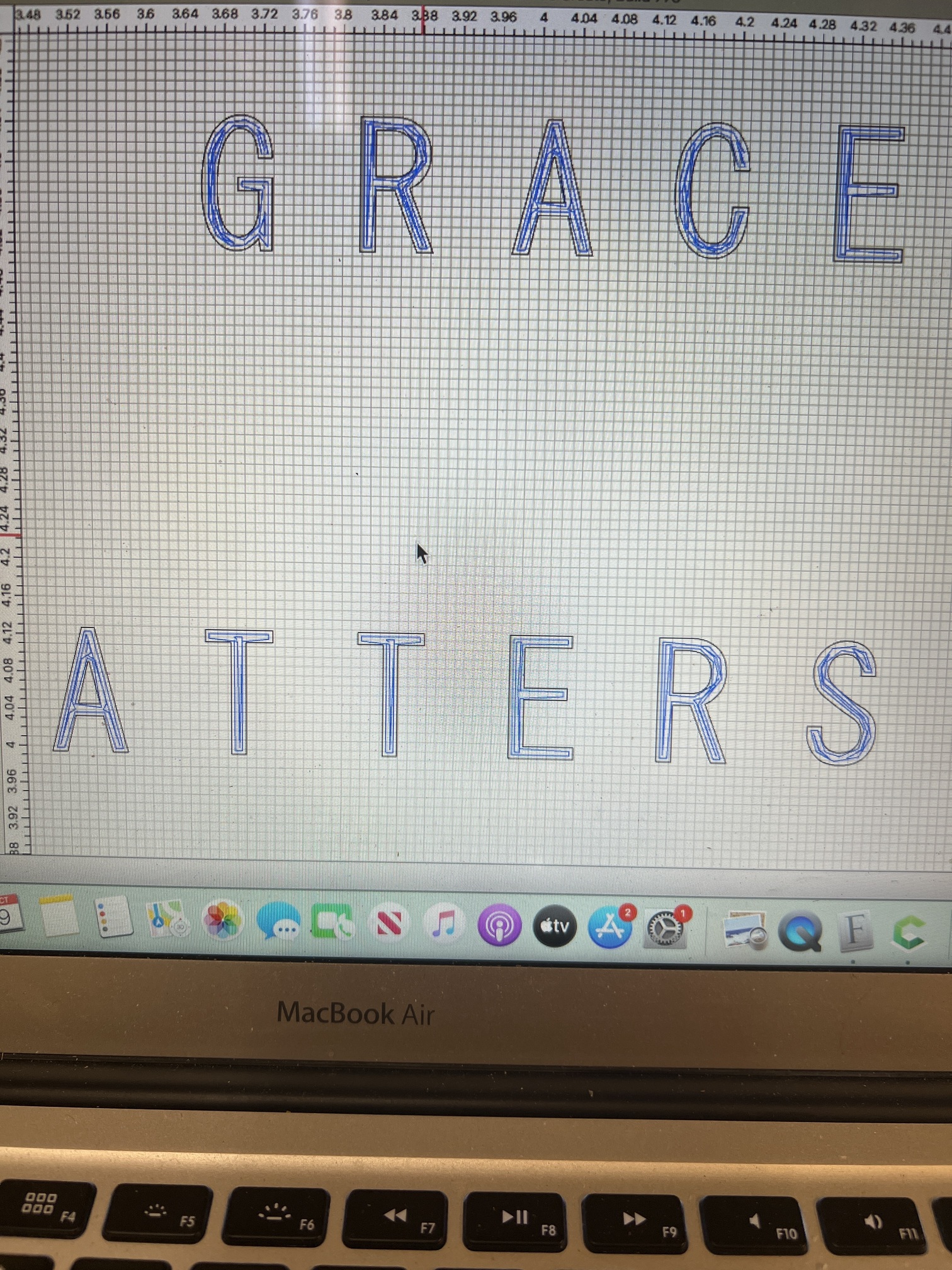
So going forward with v carve which subjectively is better than advanced v carve imo, the lines seem to be not as crisp. (See image below)
There’s a lot of extra “stabs” especially around curves which I understand but I shouldn’t be able to see the deviations. I think this option would be best since the issue with advanced v carve is as follows:
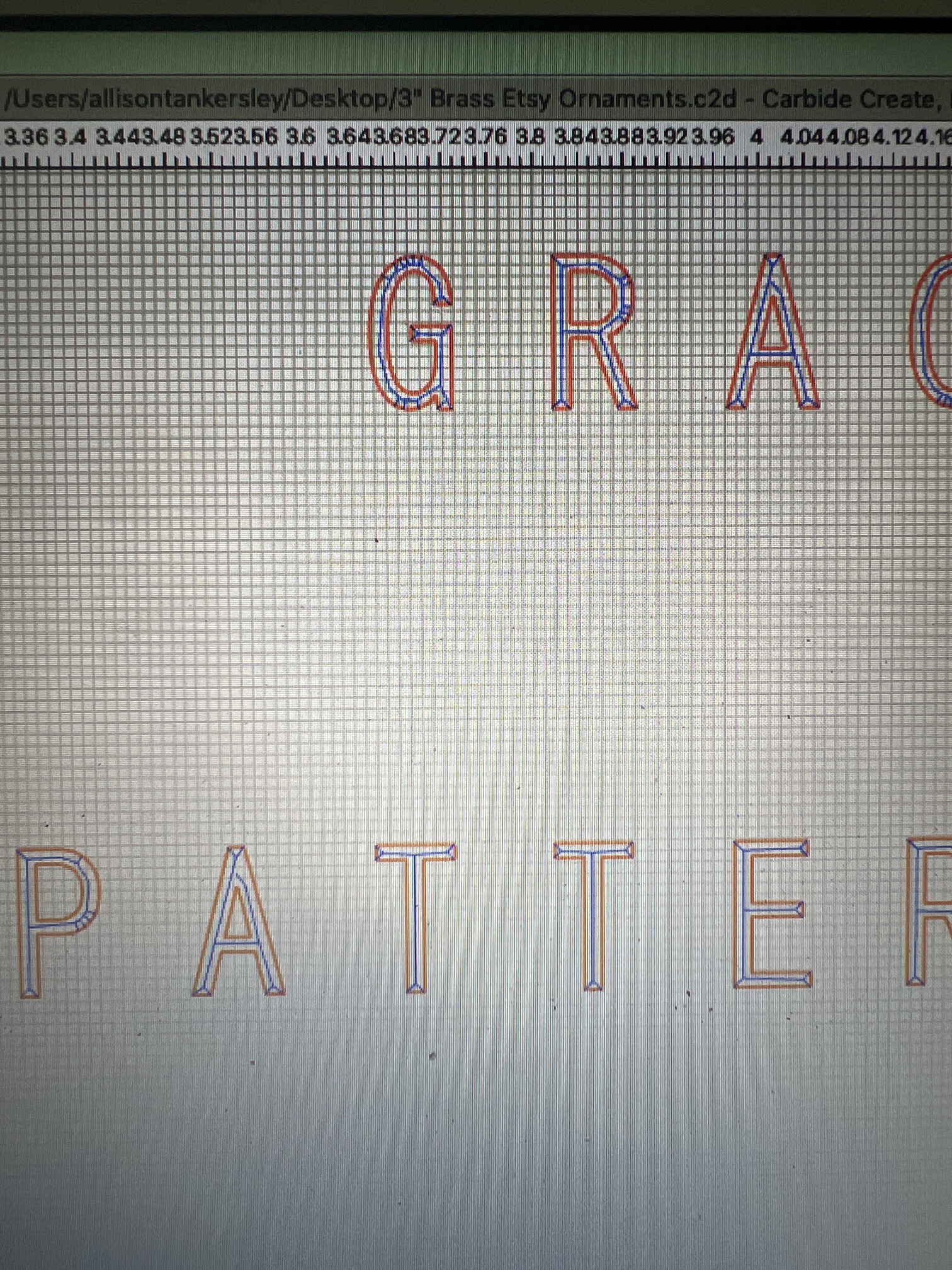
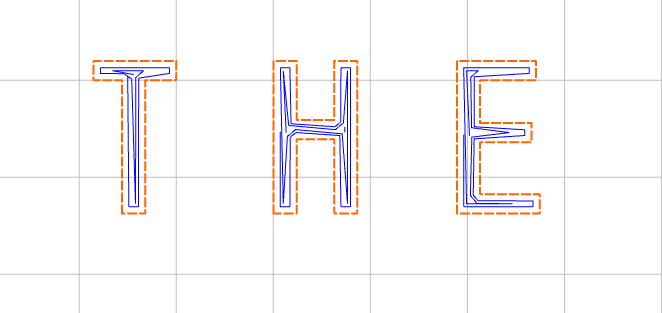
I do like the look of the advanced v carve. The machine seems to take more time cleaning up corners and making sure the letters appear flowing and crisp but…it doesn’t make a path down the middle of each letter it actually just outlines it:
Which in all fairness would be acceptable if I wasn’t planning on applying a blackened lacquer inside the letters…which doesn’t work well since it just outlines the letters and the middle is elevated.
I have my speeds/feeds and depth of cut someone figured out
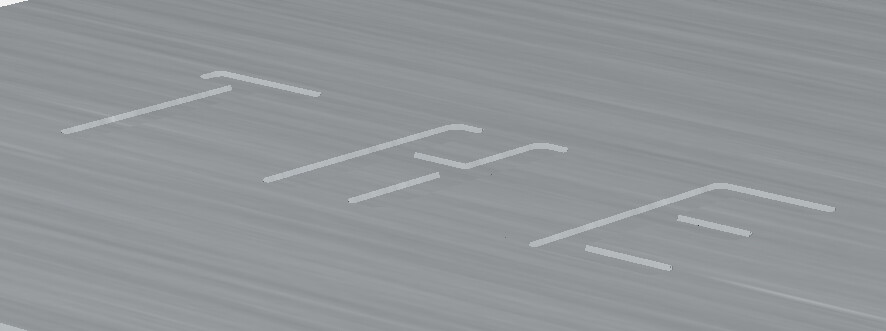
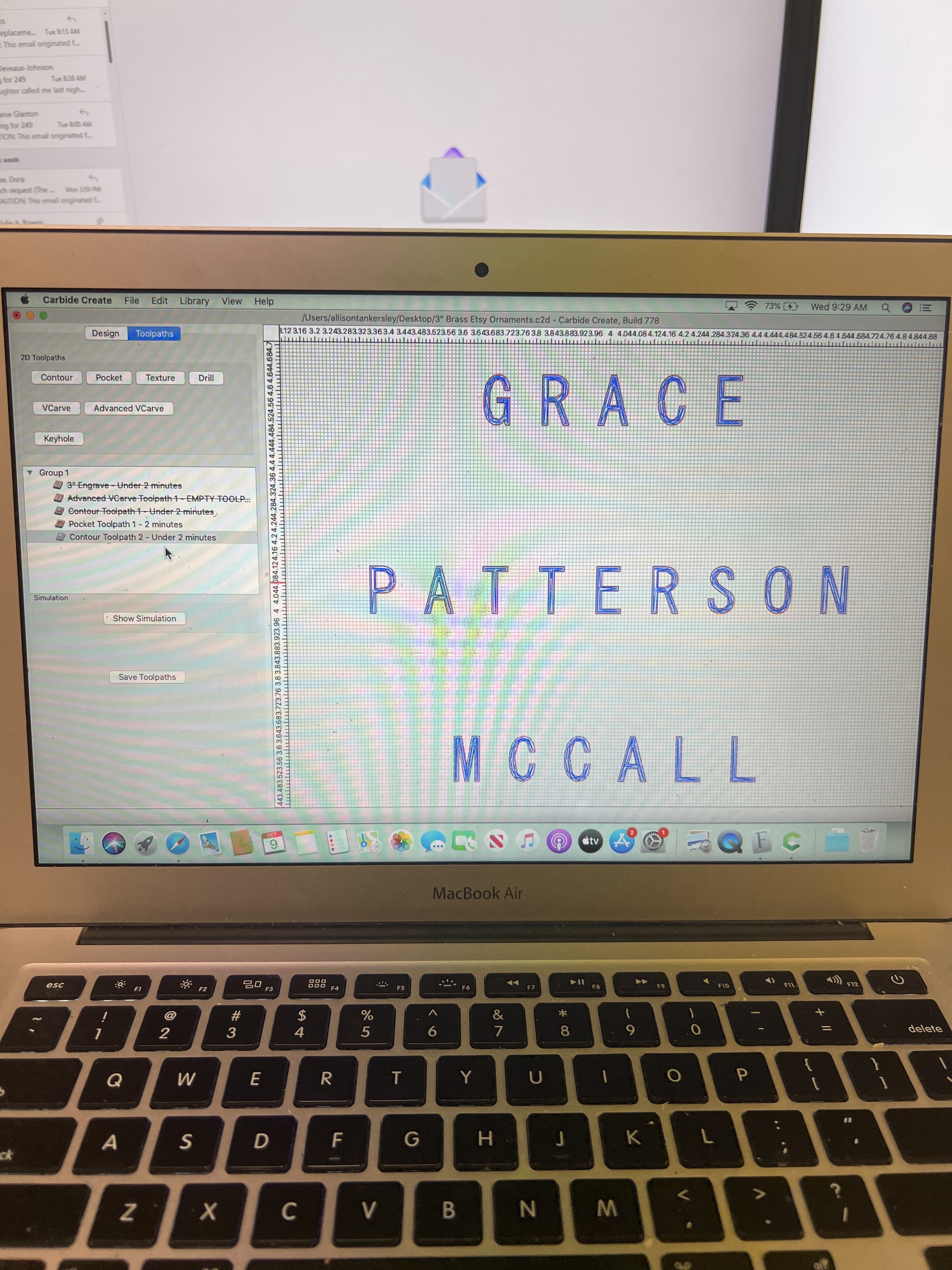
So in conclusion I would like for the letters to be shallow but deep enough that when I apply the lacquer it doesn’t rub off from inside the letters and also to have just the middle of each letter cut out smoothly and not jagged (v carve) or outlined (advanced v carve). Here’s an example of an acceptable finished brass piece:
I was able to cut some fairly perfect but I changed the tool path instead of saving it to cut some acrylic pieces (I know…), so I know the machine can do it with the ball mills that I have but is there an easier way? I don’t like that I have to manipulate the machine to think I’m using a #501 engraver bit which I think causes all types of finishing issues. Has anyone done this that has experience with it that can shed some light on the issues? I’m going to be doing live engravings at an event we are in the weekend after next and would love to figure out this soon. Thanks for reading and any insight you have.
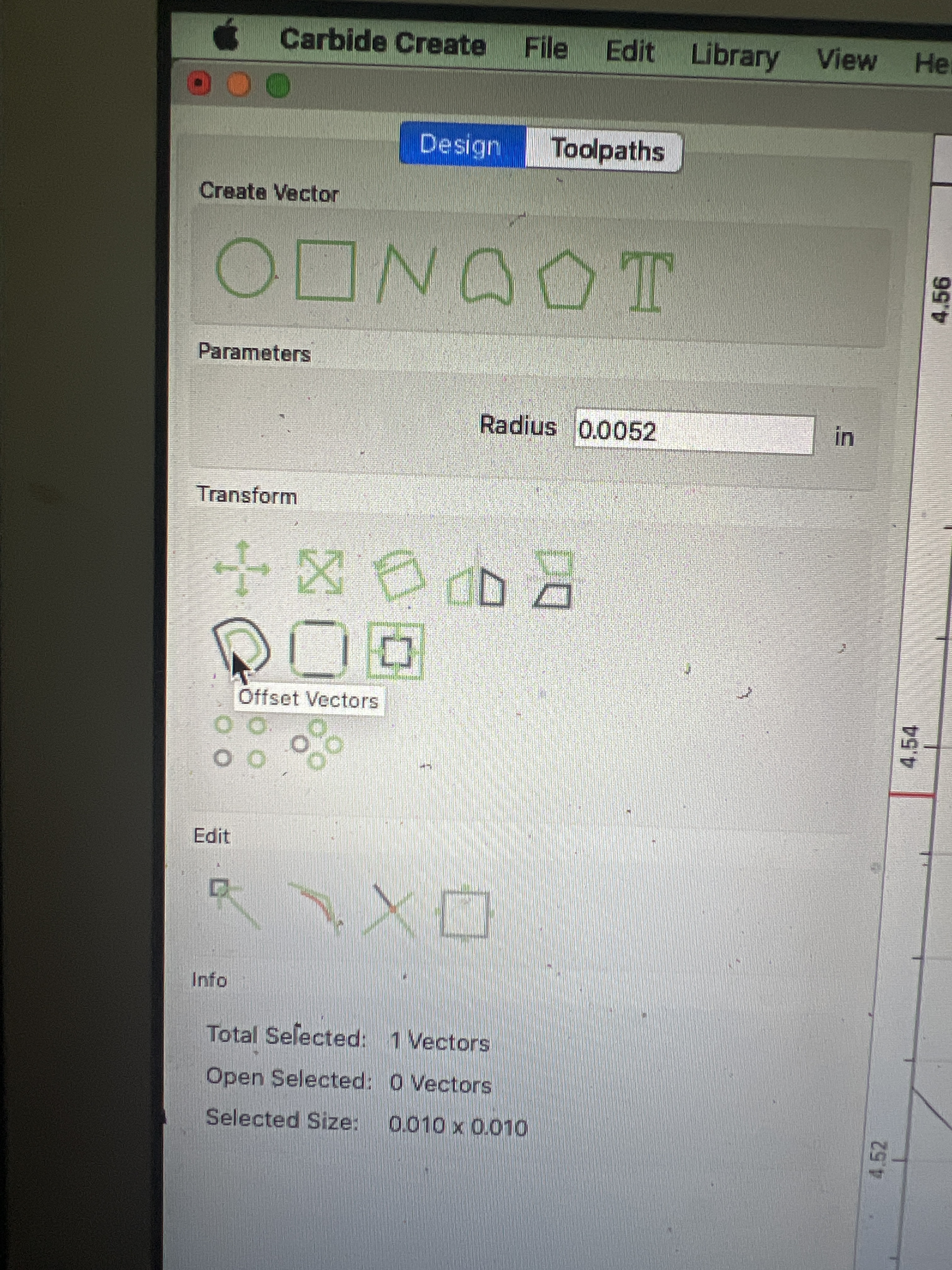
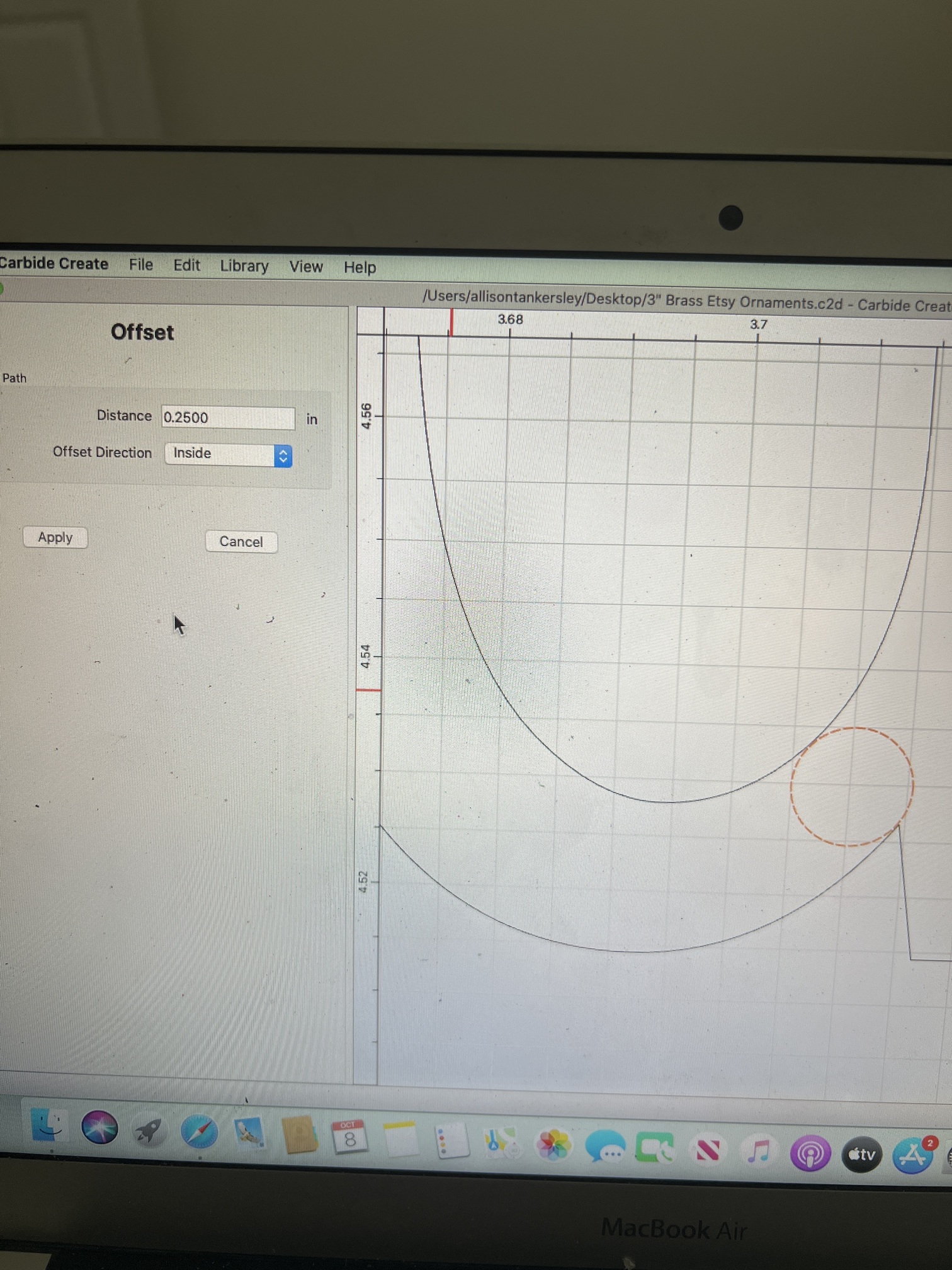
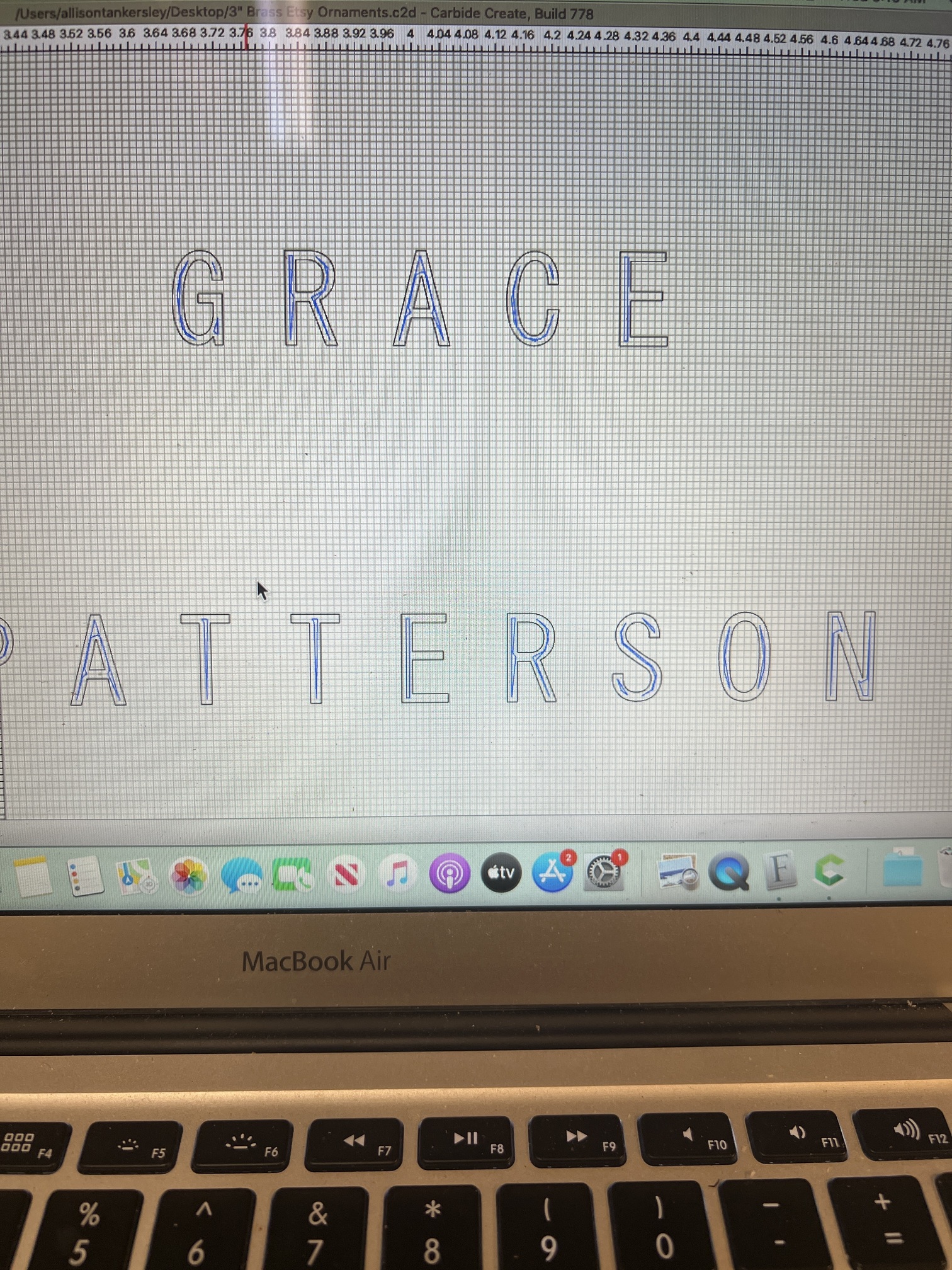
Thanks for responding so quickly, you seem to be the most active on here and I appreciate that. When I create the geometry inside the text and click apply it only set a circle inside and doesn’t do any type of outlining:
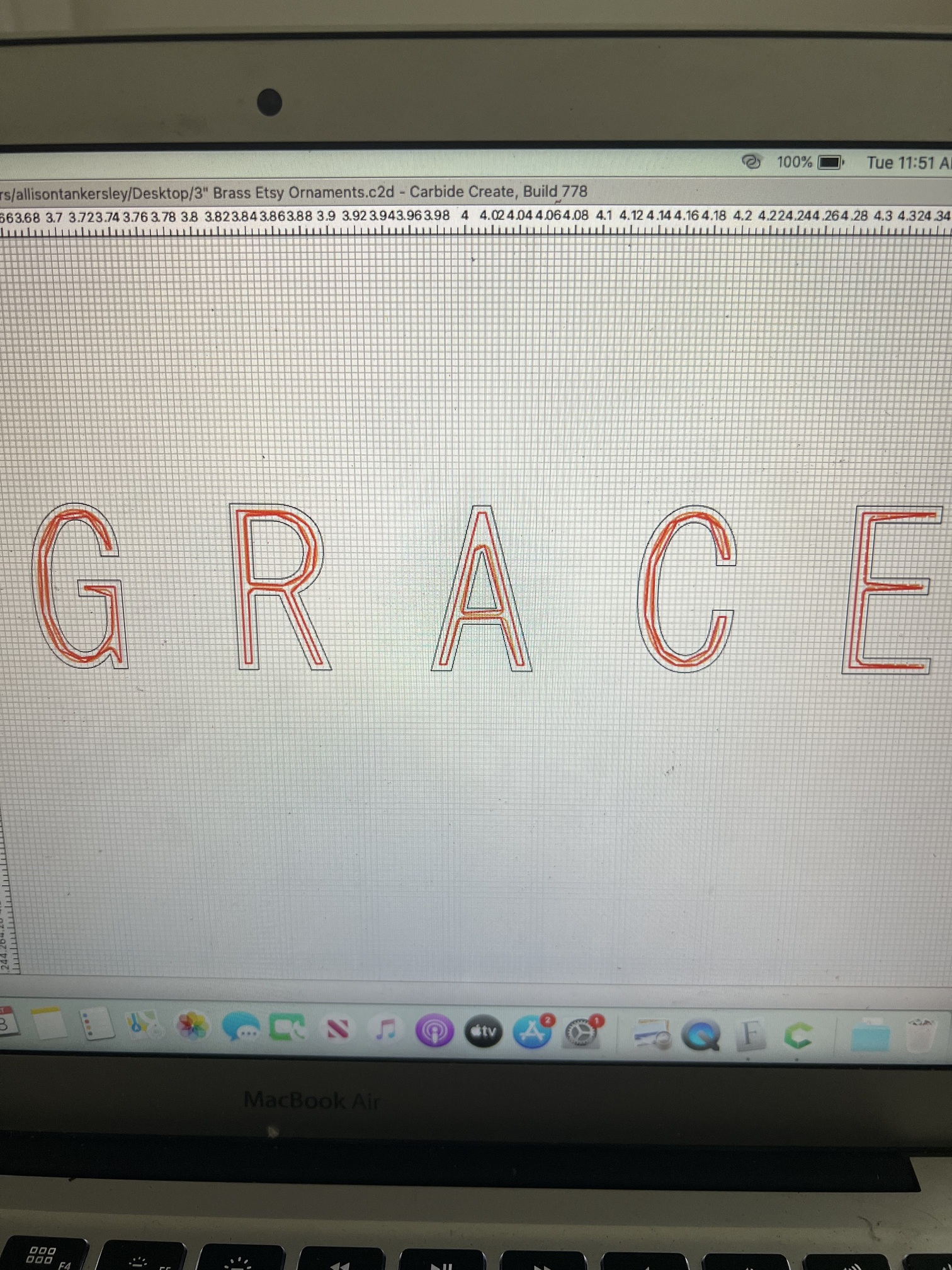
Not sure what I’m doing wrong but I have a question about this work around, if this technique works for this name “GRACE”, if I wanted to do one that say is “JACK”, will I have to go in and put geometry into his name also? Or will it save the entire screen and I can just erase the name and add a new one? My end goal is to get each one done in under 10 minutes with as minimal steps as I can. (Really just delete the name and add another then move on) Did you say adding a new library under v bit engraver would work without having to add geometry to it? Thanks again for your response and time.
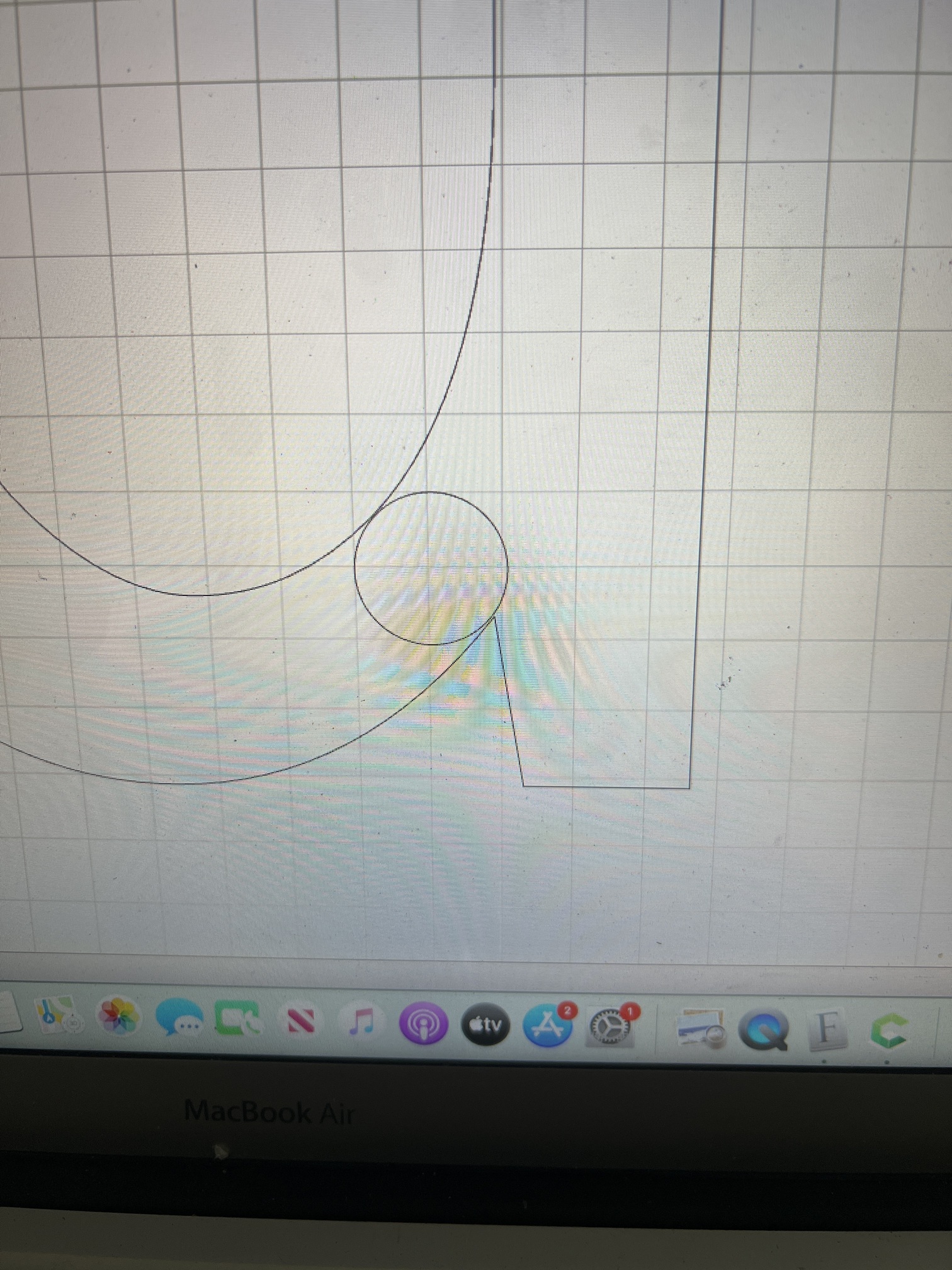
Clicked apply and it just makes the orange circle a solid like the rest of the text, didn’t get the same result as you did.
And I apologize in advance, a lot of the terminology I’m limited. I’ve done a lot of research and watched countless videos, I’ve found that just running the machine and making changes for each time has been helpful but I’m lacking with technique and vocab.
Can you elaborate on the upload .c2d file (which I believe is the saved tool path?
And I’m fairly lost on the other part of screen grabbing text/object editing window. Again, I’m very sorry
I can run that when I get home and see how that looks. Some of the letters it seems to still do an outline where the spacing is further apart but it seems to cut a bit differently than what is on the screen at times.
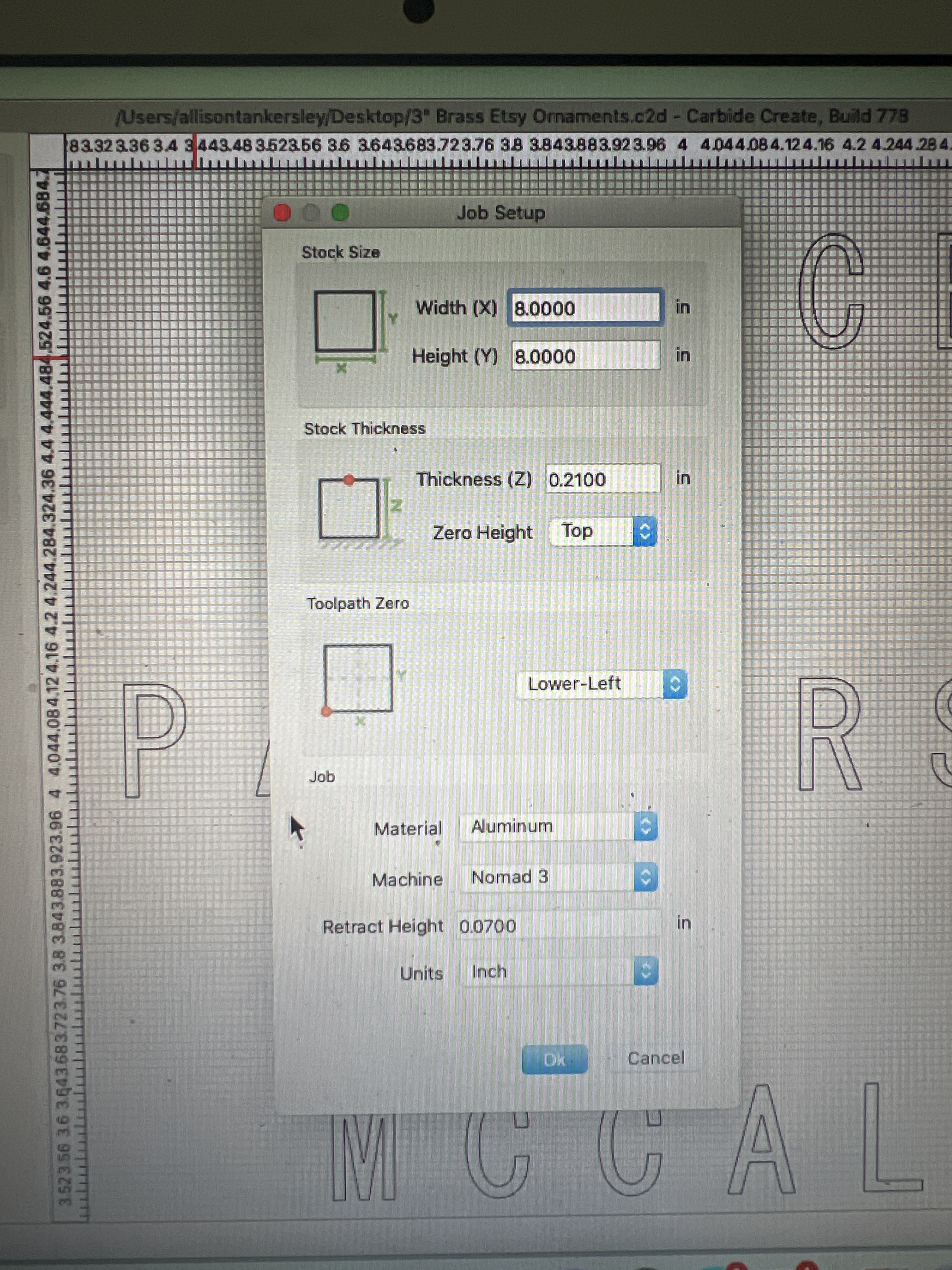
Ideally, if there’s a way to set the machine up, get a bigger or smaller micro mill to preset things to just do the same function would be perfect. 99% of the time this nomad 3 is going to be ran it’ll be along these same lines.
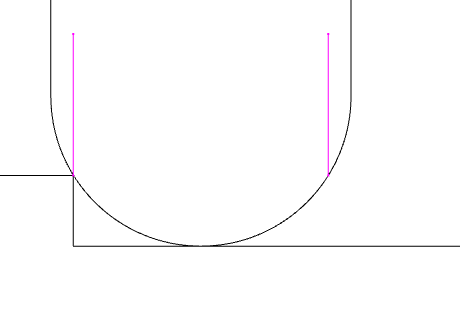
I would think a pocket path would work better for this. But if the radius of the ball is greater than the depth of the pocket, you may need to calculate the “effective diameter” of the tool and lie using the “effective diameter” in CC, but the actual tool on the machine.
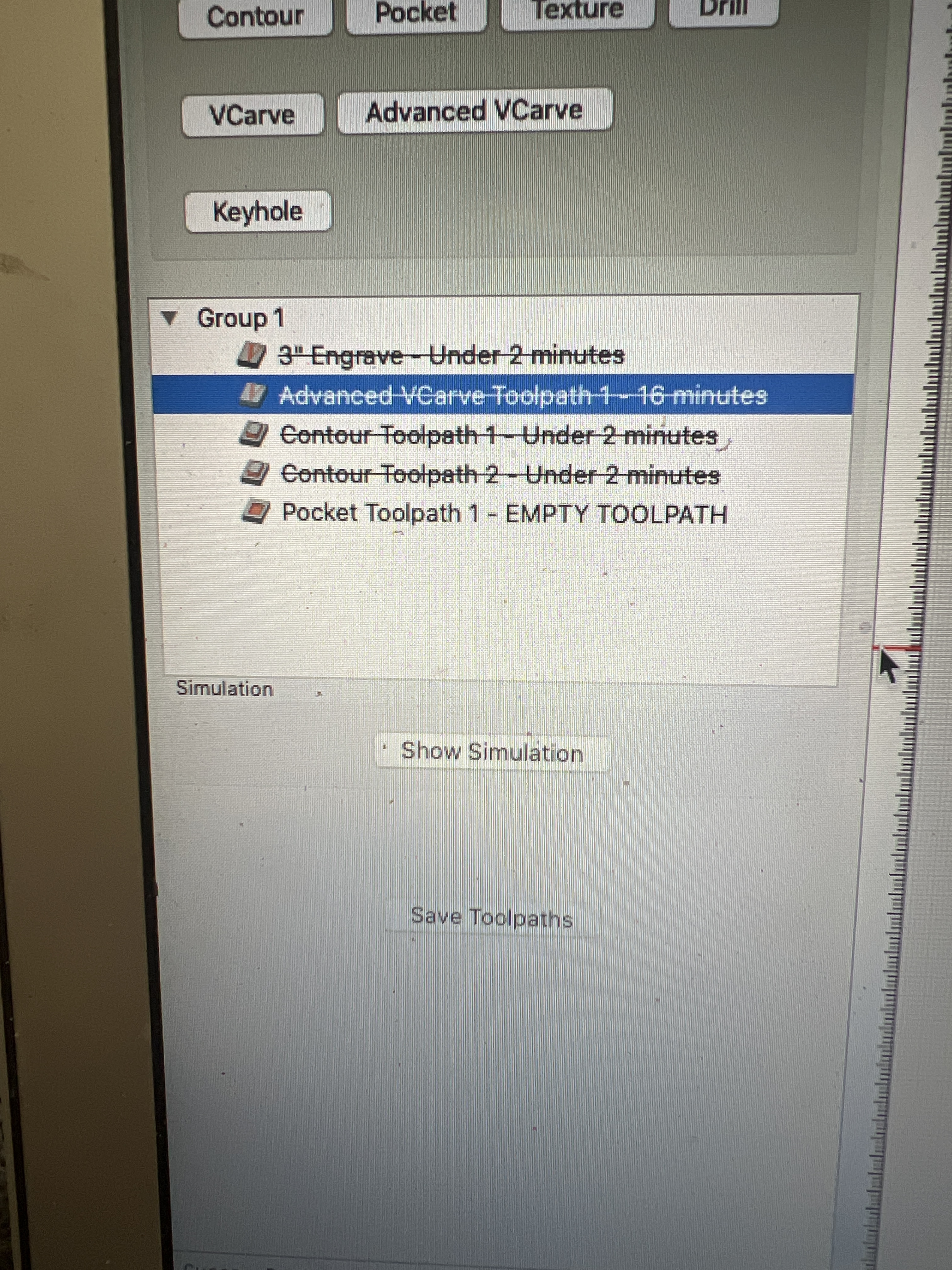
Seems like whenever I use pocket (besides making jigs) the toolpath comes up empty. Now, nothing that I’ve seem to have bought outside of what came with the machine cutter-wise has been able to be found within the “select tool” menu screen which is why I just chose one of the two engravers to get it to work within v carve and advanced v carve.
I mean, is this the #101 Ball Mill (1/8”) or the #111 Ball Mill (1/16”) or the #121 Ball Mill (1/32”)? The numbers as far as the mills haven’t really made sense to me. I know it’s an 1/8” shank but I don’t know if all the extra purchased mills/cutters need to be added into a new library or if they are close enough to the factory selections.
Unless you want to save every feed/speed/depth/stepover combination, you can just create tools by diameter & type (angle & type for engraving or vee bits), and set the other parameters as you use them. That’s what I typically do, since most of my jobs are quite diverse.
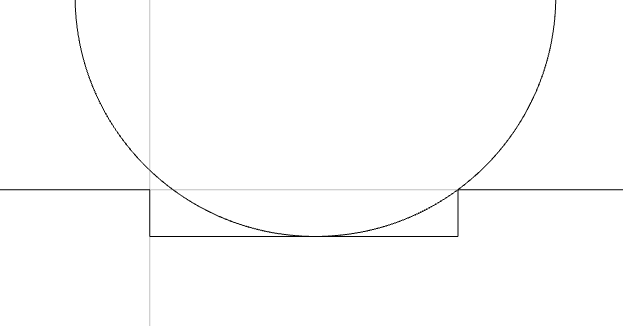
It looks like your text ranges from 0.015" - 0.020" wide, and you want to engrave about 0.003" deep. If you put a 1/32 tool in a 0.020 x 0.003 pocket, the effective diameter of the tool is 0.018"
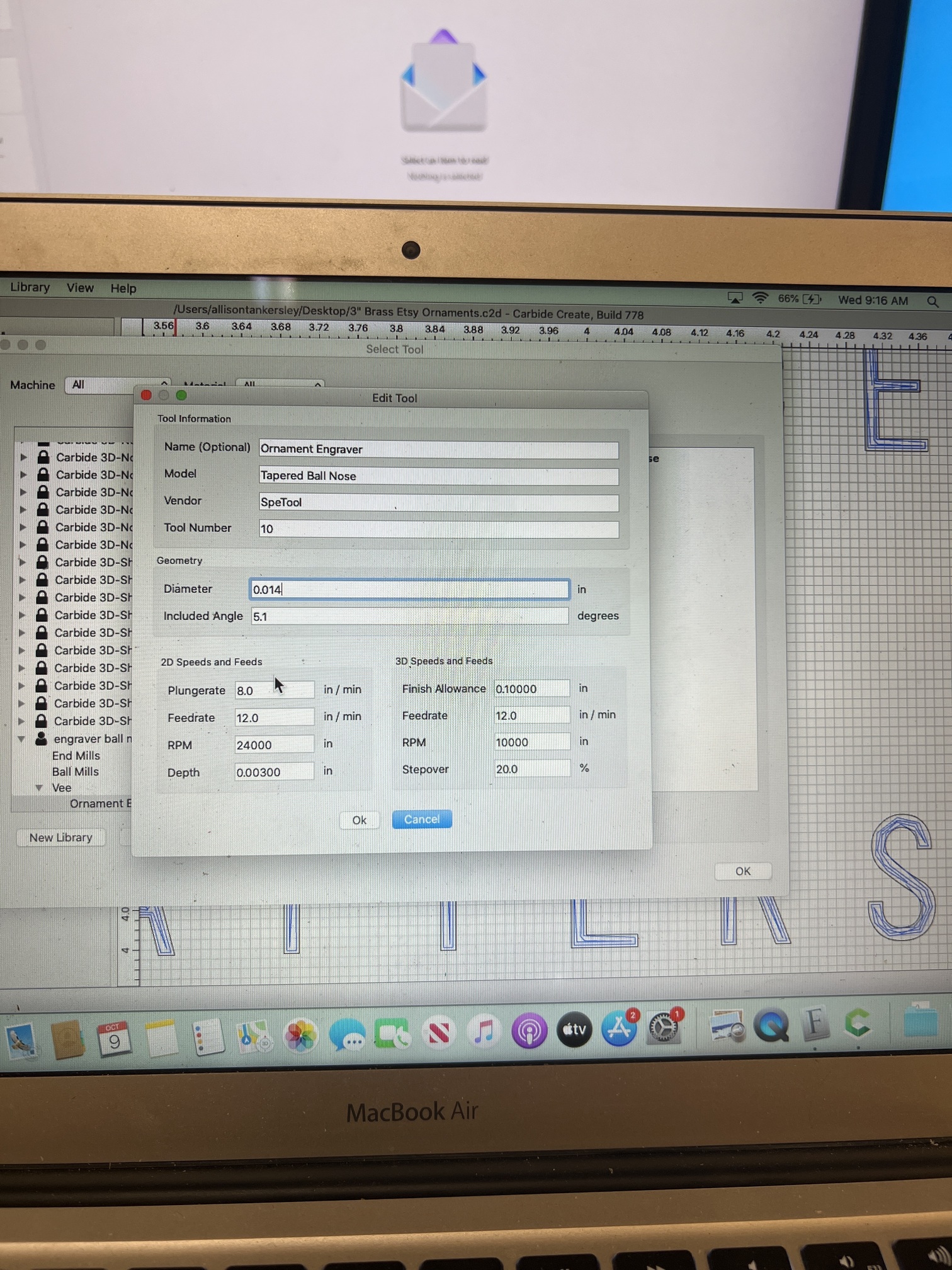
So I tried creating a 0.018 diameter tool & doing a pocket. I then discovered the smaller areas were as small as 0.015, so I changed the tool diameter to 0.014" & programmed a pocket with 0.003" stepover and 0.003 depth
That looks much better than I came up with. So just to confirm, I should create a new v bit/engraver in the library that’s 1/32” with the tool diameter .014” diameter and use the pocket tool set to .003” step over and my standard .003” depth but still use my same ball mill?
With these settings, the curved areas don’t appear to be very crisp (more of small straight lines as opposed to curved), is that able to be corrected by manipulating the stepover? Or is that a mill diameter size issue?
I used a Ball Mill at 0.014" diameter. The simulation will look just a bit narrower than the actual cut if it simulates a ball mill. (Mine looked more like an end mill??).
But the toolpath will be in the right place.