Hi.
First of all, I can’t speak English, so I write through a translator.
Please note that language delivery is not smooth.
First of all, please look at the post on the link and come back.
I spent a lot of time because of the surface of the side cut.
I’ve used a lot of different diameters of the end mill, and I’ve changed a lot of different precision collets.
I’ve also changed the collet nut several times.
I’ve done a lot of different cases of spindle rpm, machining speed, depth, cut thickness, etc.
I tried 1 FLUTE, 2 FLUTE, 3 FLUTE, and 4 FLUTE for the end mill, and I made sure to keep it short.
I’ve tried Alu-cut and various coating products.
It’s safe to say that I’ve looked up various materials and done almost everything I can.
But the surface on the side became increasingly messy and what I saw then was the spindle’s clearance.
The spindle that shouldn’t move was shaking.
When the new spindle was replaced, it was good to some extent, but it got worse and worse.
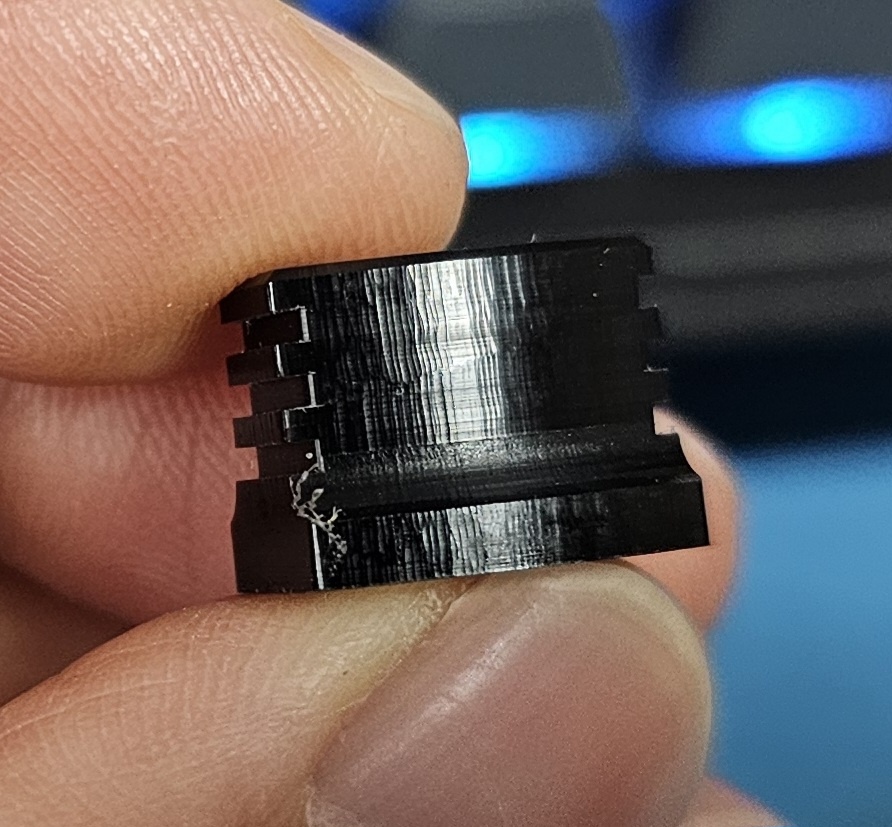
The picture below is the most recently processed acetal product.
Does that really look good?
It’s a hobby desktop cnc, so even if you use it with some consideration, I don’t think this is really right.
As I wrote in the text, I tried many different rpm, feed & cutting speeds, depths, etc.
I also tried many different types of end mills.
I tried many different types of downward and upward cutting.
I don’t see anything about your cutting strategy. That appears to be a straight line cut, and the part looks about 10mm tall??
Using a single flute (O-flute) type bit, slower RPM, higher feedrate, rough the edge down to about 0.010" (0.25mm), then take a full depth finish pass from right to left, climb cutting. Repeat the finish cut if necessary.