So I’ve recently run into an issue on my nomad that I have not had before.
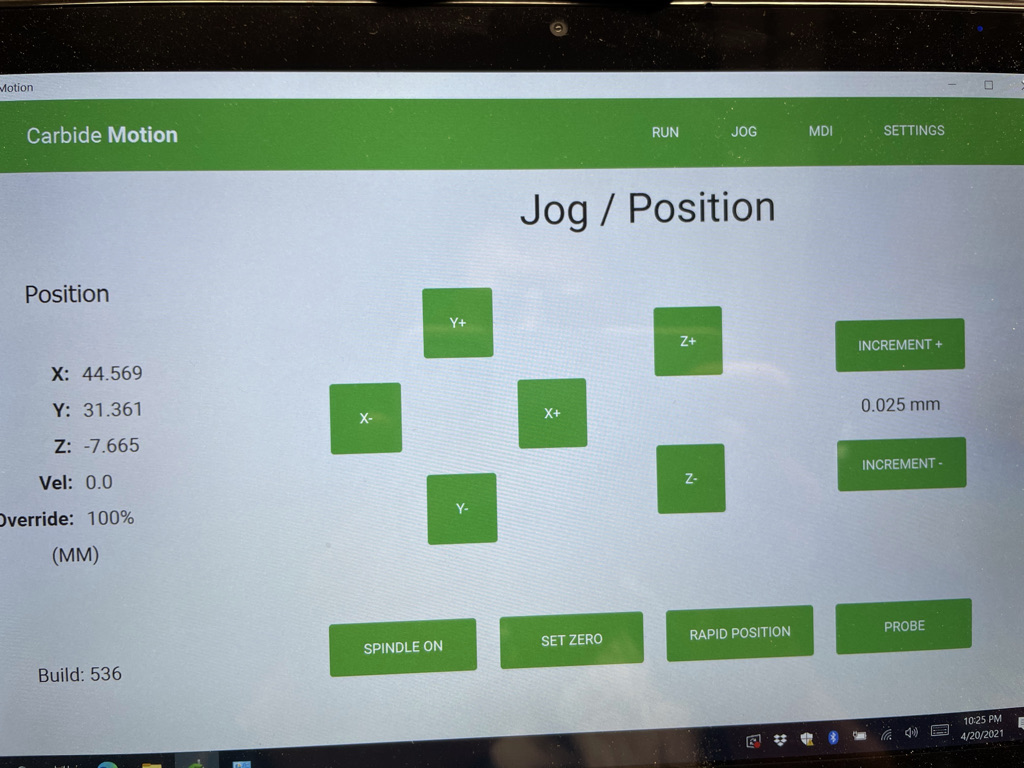
I set the zero on my machine properly, but as soon as I start a job the z axis zero is immediately lost.
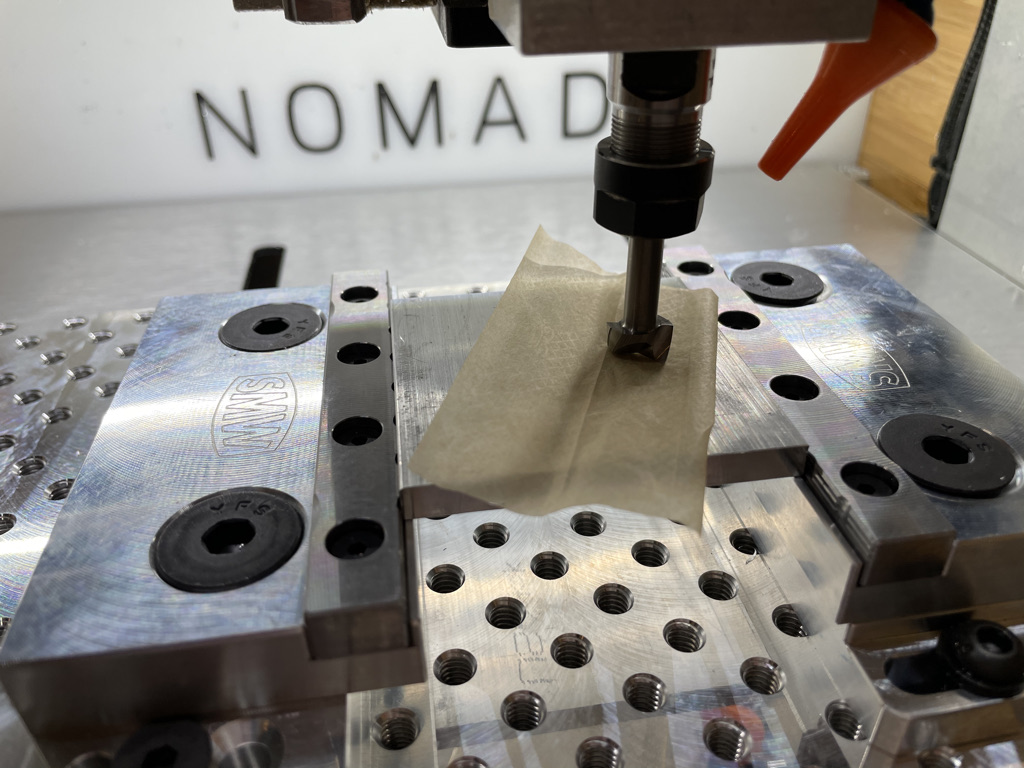
I double check my zero before starting a job every singlele time. I start by zeroing my machine on my stock, then I load my new file. Before starting the job I check the zero again. I start the job, and the end mill plunges directly into the material (2d pocket op). I then stop the machine, check the zero and the z axis is completely off!
I then rezero the machine after plunging into material it seems to work fine, but I’d much rather avoid that step lol. No clue why this is happening now.
I use fusion 360, but the stock is set properly to the material height. And the operation works fine after I rezero it after a failure, so that can’t be it. I appreciate the reply though
Perhaps there’s something problematic in the generated G-code, could you post the first few lines, before it starts cutting?
I vaguely recall that Carbide Motion treats some of the work offsets as special or something, so there might be some weird interaction happening between it and Fusion 360 somewhere.
Please try making a very basic project using Carbide Create — let us know how that goes and we can at least verify machine functionality/configuration.
I came to the same conclusion. After zeroing, never change the tool without being prompted.
HOWEVER, I also noticed that BitZero v2 is not exactly reliable on the Z axis. I’ve double checked this by turning it on it’s side and in contact with a copper pcb. It was only off by a fraction of a millimeter, yet critical if you’re milling a pcb.
My theory is that for a Z-only probe, the act of touching the top of the BitZero actually rocks it slightly and causes this error. The base isn’t flat, and for some surfaces it can be hard to get it to sit firmly.
For PCB’s, perhaps a tea light is an okay solution? Like the paper method, but with illumination
Sorry, let me clarify. When I said let it figure out stick out (which isn’t what it does, fine. Still learning the lingo ), what I meant was that I did the BitZero routine, then started a job, it asked for a tool, I swapped it in and then paused before it actually started milling. The idea was that in this case, Z=0 should be 0. (It was milling in the air, which is why I tried this in the first place).
As for the bit zero tilting, I make sure it is solid in place and hold it tight. It could never tilt ~7mm even if it were tilting. [quote=“Gerry, post:9, topic:32347, full:true”]
This doesn’t look to be the right procedure if you did exactly these two things and nothing else.
You can’t arbitrarily put a new tool in at any time.
With the Nomad and this flow, you should not insert a tool unless the machine is powered off, or you are prompted to insert a tool.
edit: It’s important to keep in mind that the Nomad doesn’t ever measure the “stickout”. It has no idea how far the bit is sticking out of the collet.
[/quote]
It is 0.4mm too short. This is another reason I did Z 0 manually for this job as I knew this was a little too small for the Z height part of the bitzero routine.
Also worth noting, this air milling happened on 1/2” ply as well when I was doing my modified tool holder job. I had to redo the bitzero routine, which fixed it.
Understood. Hopefully you’ll detect a pattern for this over time.
The only times I’ve had this sort of thing happen is when I’ve made a specific mistake, and that is to do a BitZero probe and then do a “Set Zero/Zero All”.
That is, my muscle-memory from paper zeroing kicks in and I’ve used the CM Zero functions after using a BitZero rather than a bit of paper.
I keep having to remind myself not to do any zeroing after a BitZero probe.
Do you have a link for that particular tea candle? I was thinking I might like to use a similar method sometimes. The biggest wrinkle to manual zeroing is you need to account for the diameter of the pin when setting zero, but no more complicated than a manual machine.
I bought that particular tea light in a pack of 12 at the link below… I didn’t buy them for this purpose, but they also have proven useful in cosplay for a friend, too:
EDIT: for the Nomad, I don’t bother zeroing X and Y. I based all projects using the zero as the center, and use the Rapid Position to C as the starting point each time.