I’ll start here: if you’re experiencing issues realize you’re in the early adapter struggle…and it’s awesome.
-My Journey- Repeat At Your Own Risk
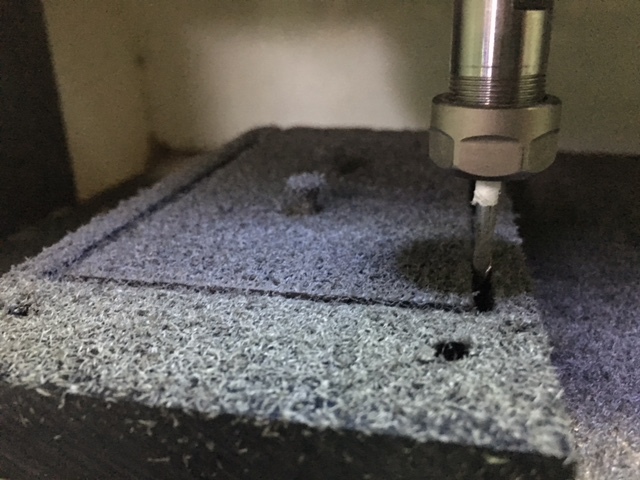
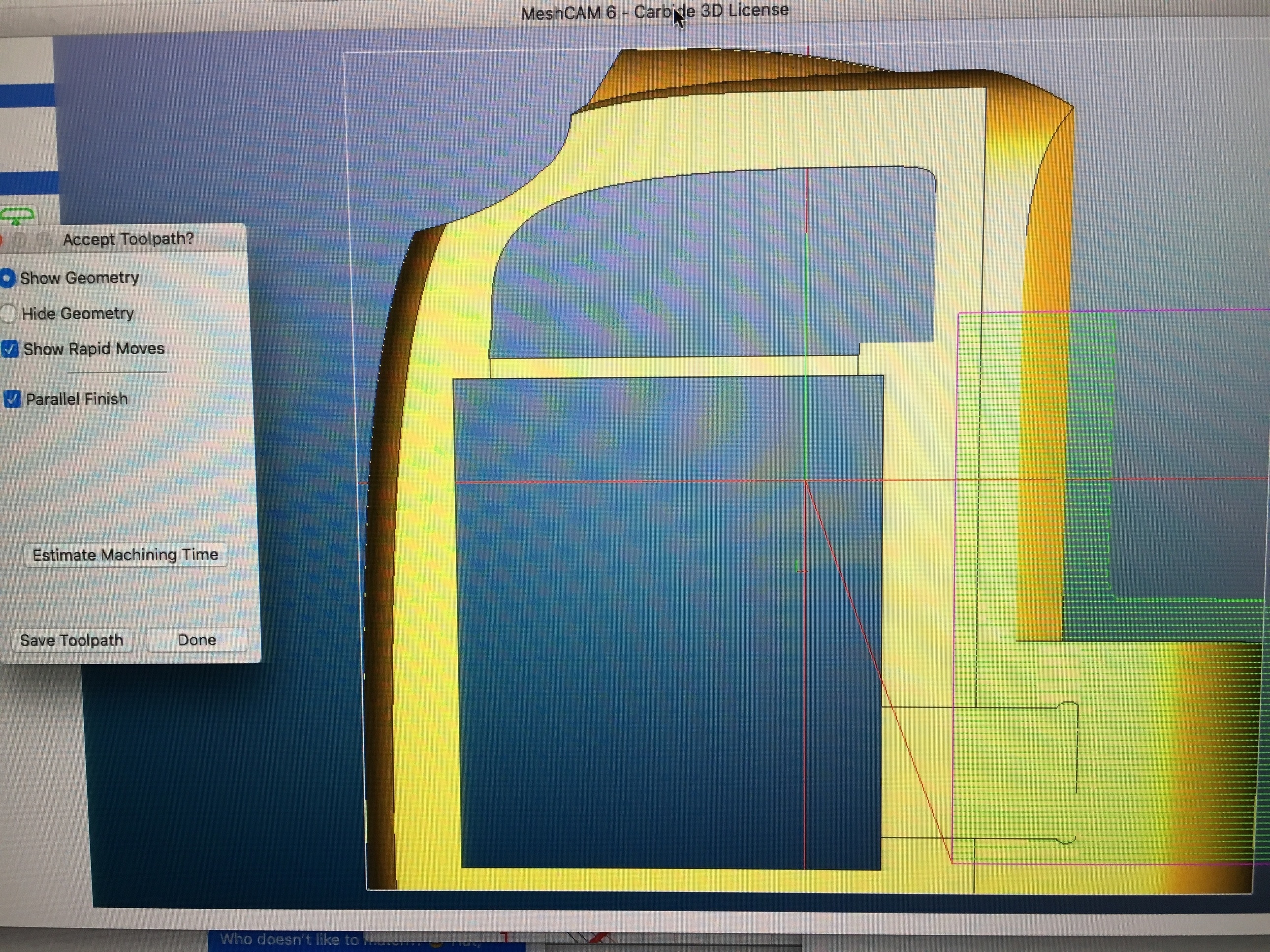
If you’re having issues with your CAM hanging: I.E. the spindle freezes or gets stuck @ XYZ spinning like it’s cool. You can restart the machine process in the current config. Using meshCAM or (in my case both) Fusion 360.
meshCAM will stall the spindle and result in a failed machine in some instances.
Fusion 360 with freeze XYZ position but keep the spindle at the preset tool speed.
No clue what this link is, but it’s diametric. There’s a weird percentage link between the 2 when exporting the .nc and the freeze / stall. (anyway)
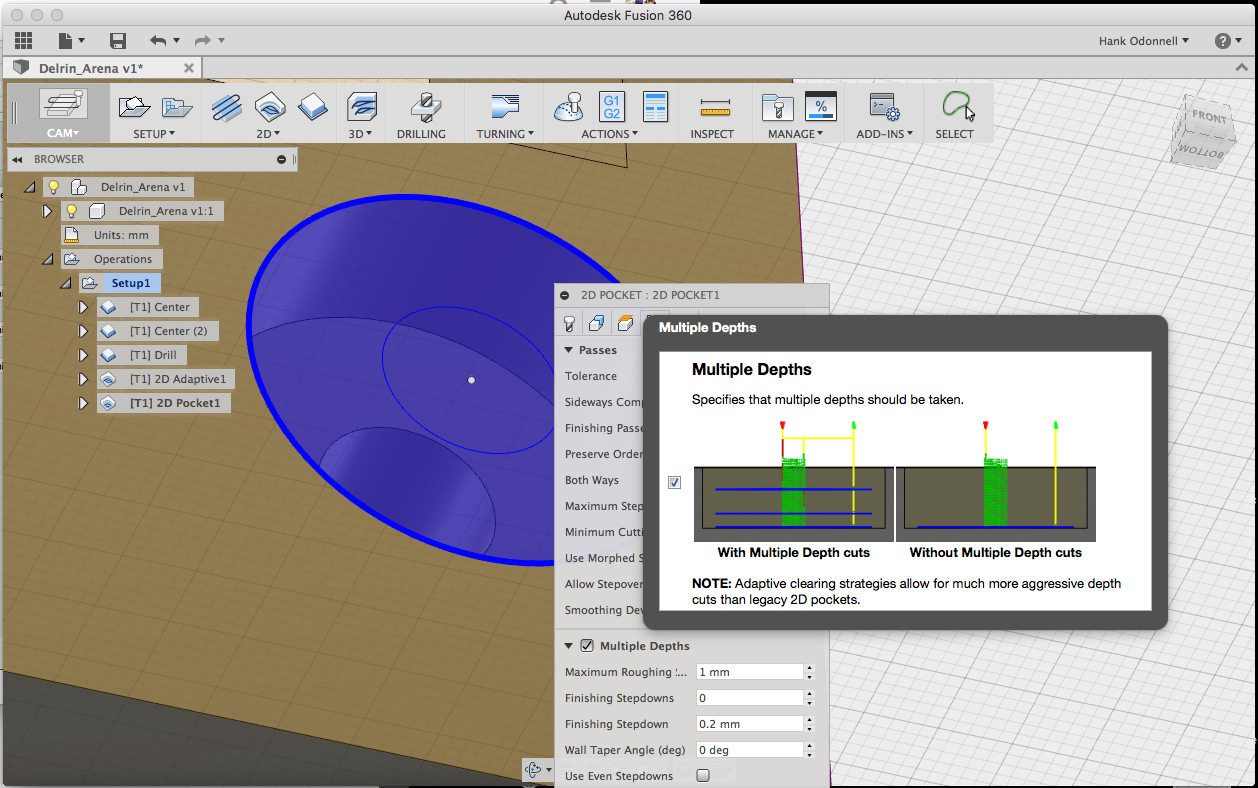
When you’re setting up your CAM (don’t touch anything on the platform or ZERO settings) measure the depth of your cut. When you restart the machining at an -(X)z location it completes every time from Fusion generated .nc
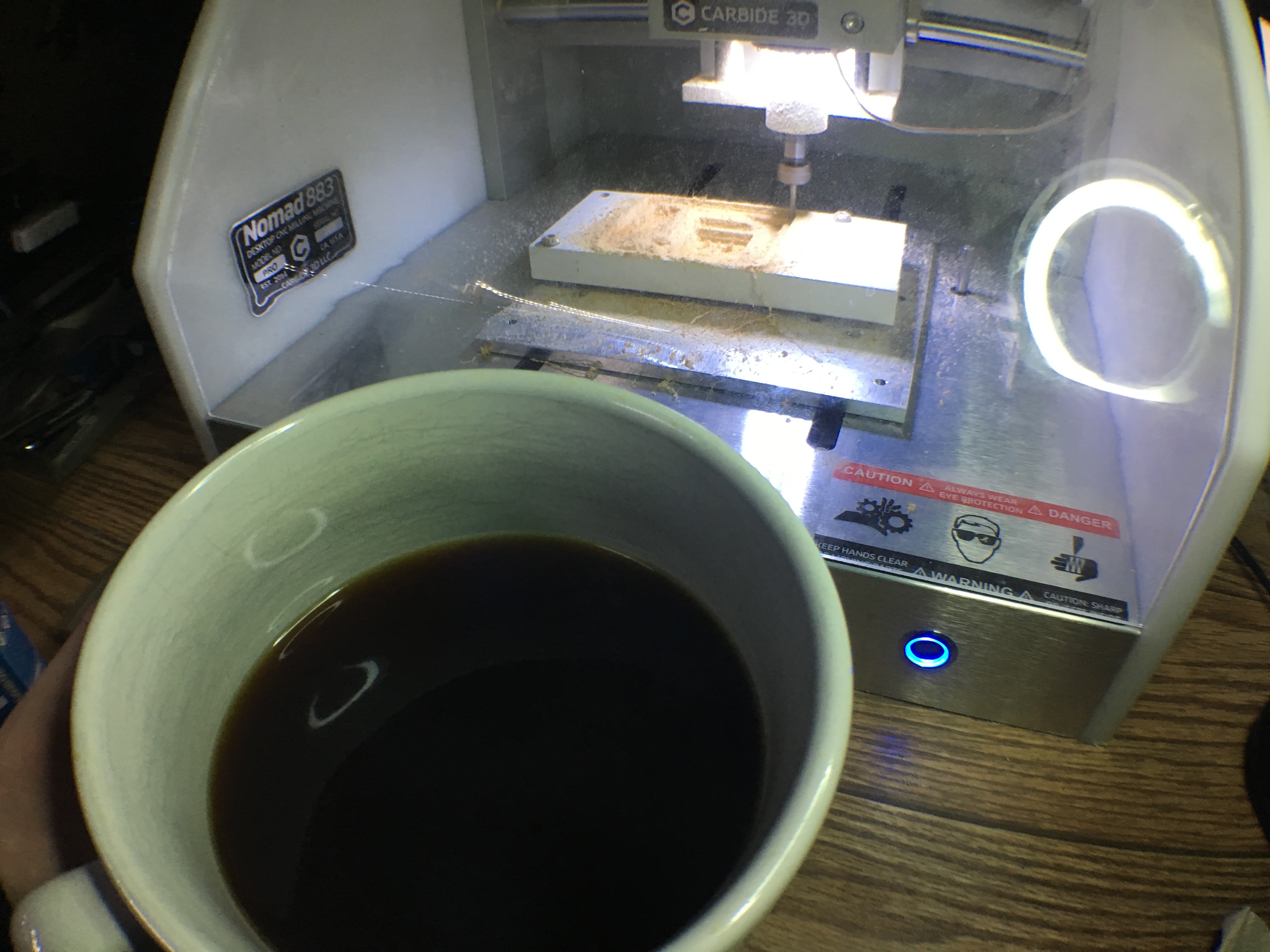
I’m going to open another Shock Top and see what the Nomad teaches me this time.
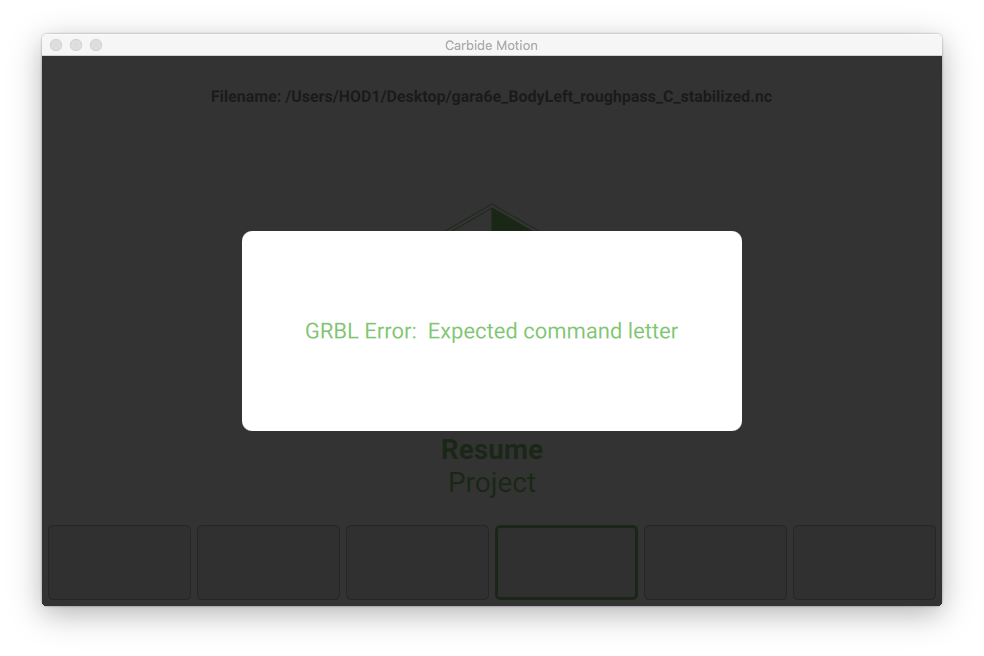
Interesting. Others have the same issue. In the four days I have had the Nomad, it has done about 20 hours of cutting, but about half has been lost to the stalling. I am using MeshCAM at this point (ease of use with Inventor, which I use at work), and have had the problem with all except one part so far. Several I started fresh and they ran fine the second time (at least the zeroes are held, so the machine cuts air for a while, then gets to business), but one stalls at the same point every time. I have gone over the Gcode repeatedly, and there is nothing that should cause a problem, as far as I can tell. It is in roughing for a deepish cut, and the it is a mid layer that is stalling, and the code is right on the previous layer. No odd codes, no nothing. I don’t get it…
As you said, early adopter issues. Until these things are fixed, the machine is just a pricey toy for me, as I can’t count on it to do jobs that will pay.
Time for another River Horse Lager (my preferred brain lube) and I’ll get back top the current job.
Shoot us an email to support@carbide3d.com, and let’s see if it isn’t a hardware issue that “feels” like a gcode problem. If it is we want to take care of it STAT.
For those of you also having issues with job completion; I’ve noticed a massive reduction of failures using Fusion to output the .nc // Not to mention the fact it’s silly easy to jump back into a failed job with Fusion.
Hope everyone’s having a great Monday! …ok well, as good as Mondays can get…
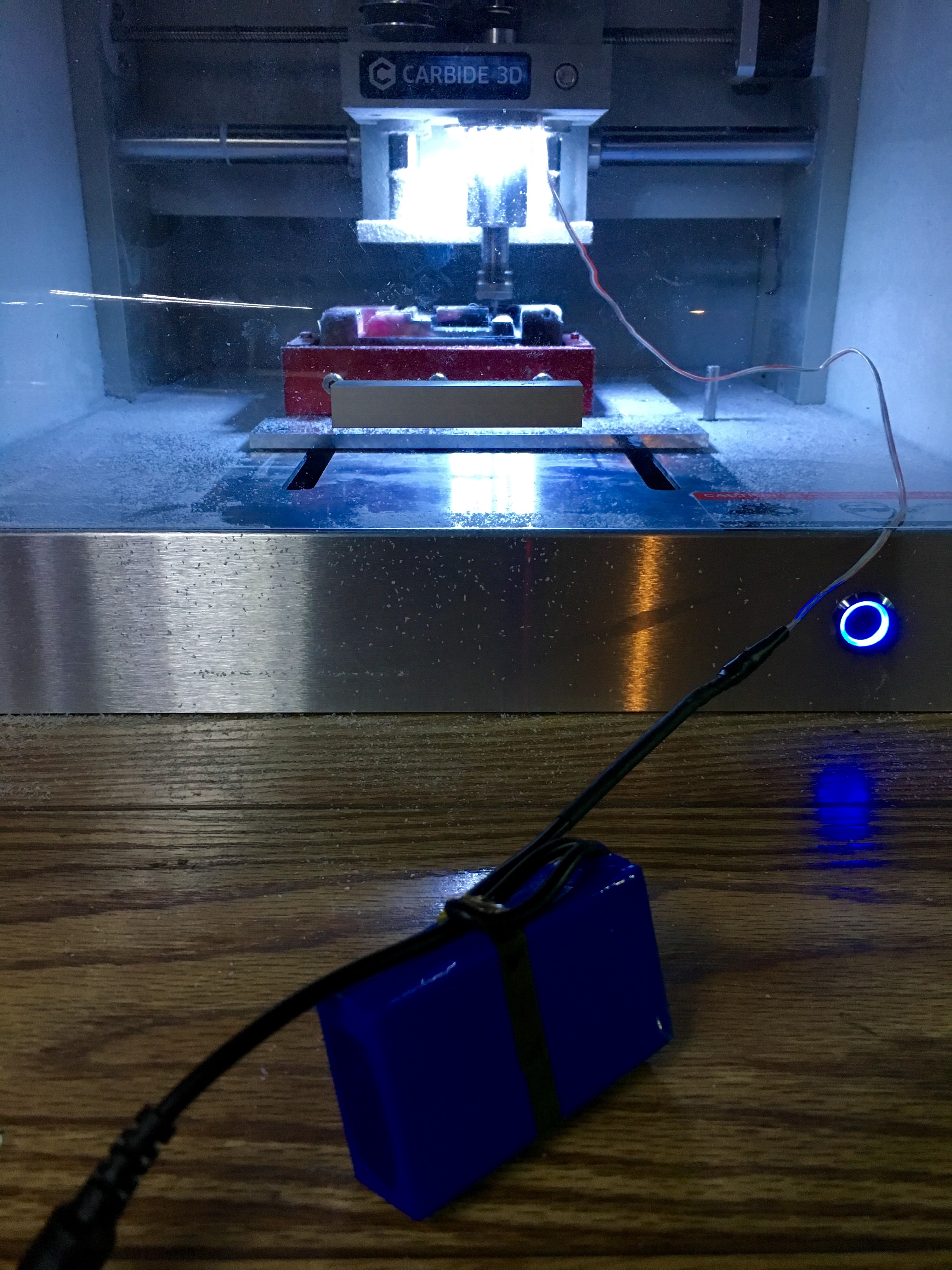
Problems arise… So far the best way I’ve found to recover from any job stall / failure is to go through the steps to eliminate the Limit Switch error (powered off, gently move the XYZ’s to a central location in the Nomad) + Unplug both the USB and power after and let sit for a few. This has cleared up almost every issue I’ve had to date.
I feel these are all simple fixes in the software as we proceed. It doesn’t seem to matter too much on what app generated the .nc either…stalls just happen. if you’re paying attention to where it failed you can usually jump right back in with some measuring, crossed fingers, and a slow entry.
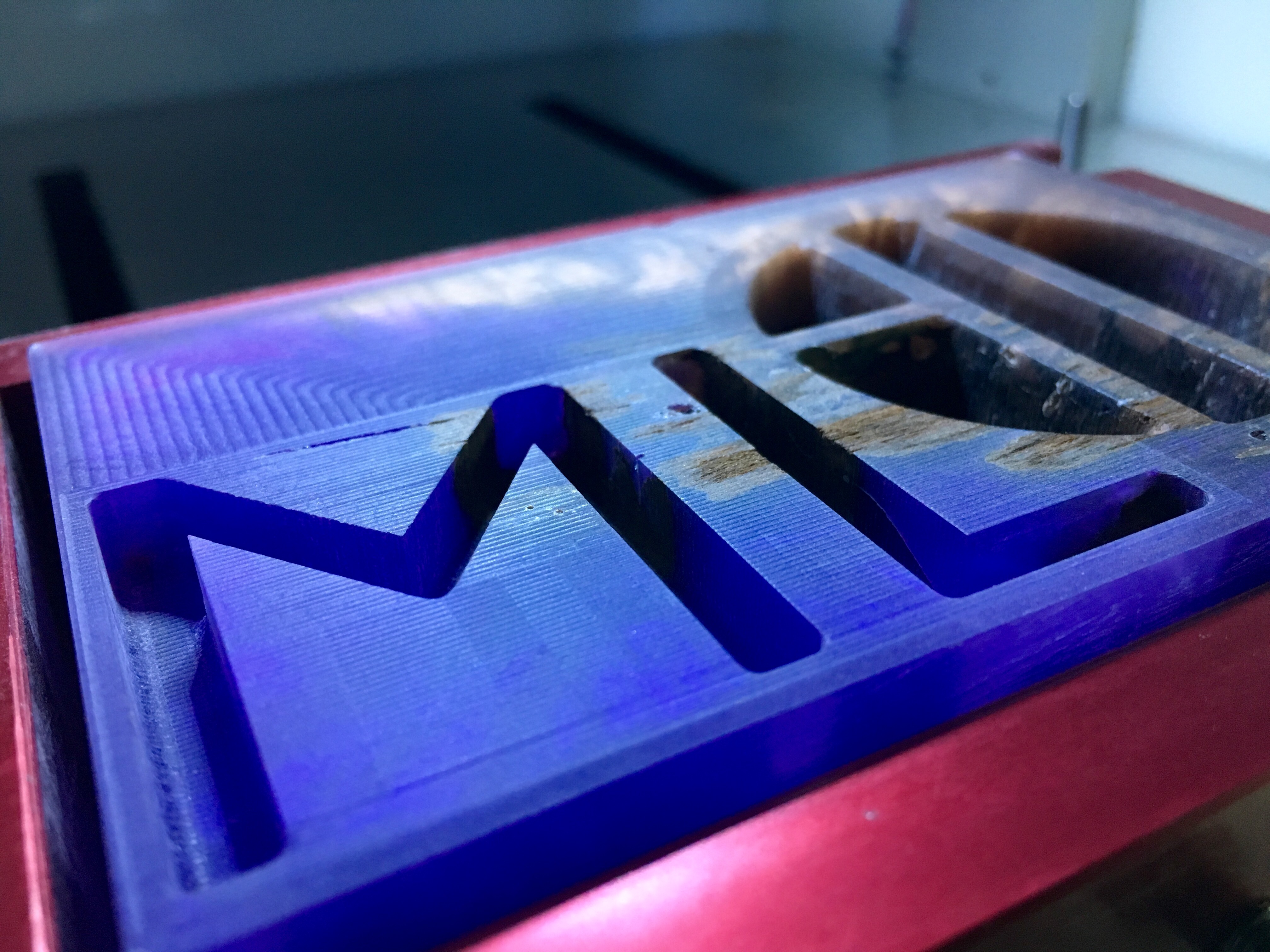
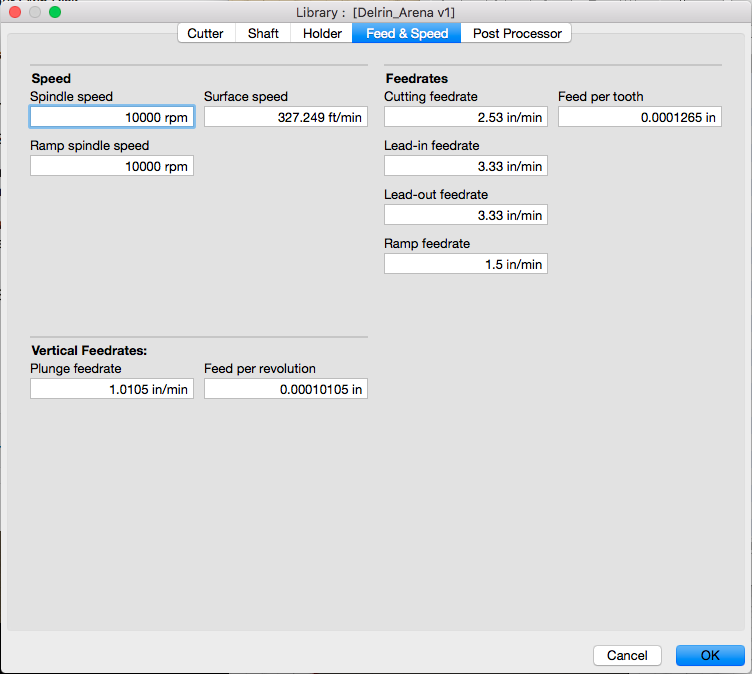
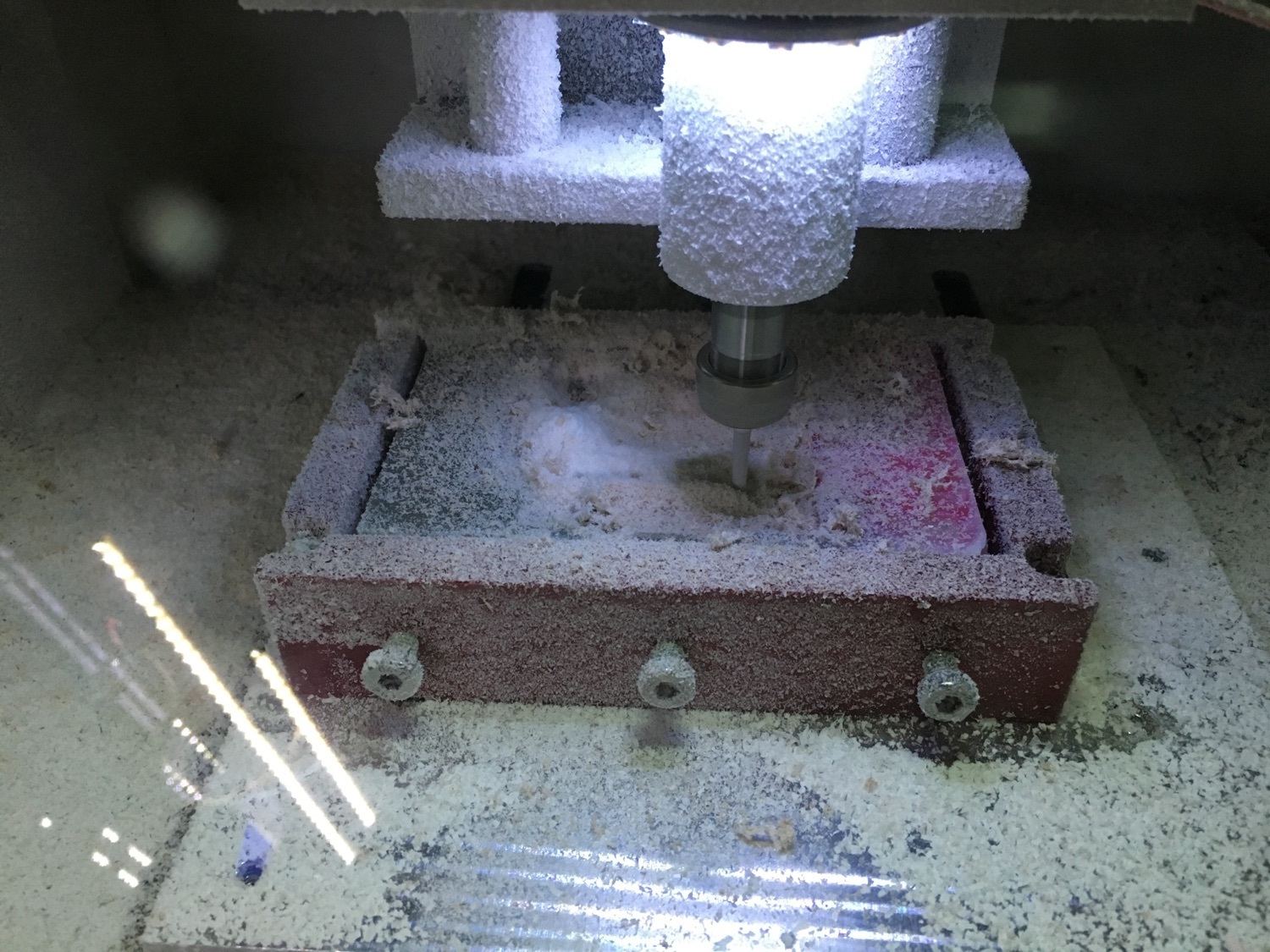
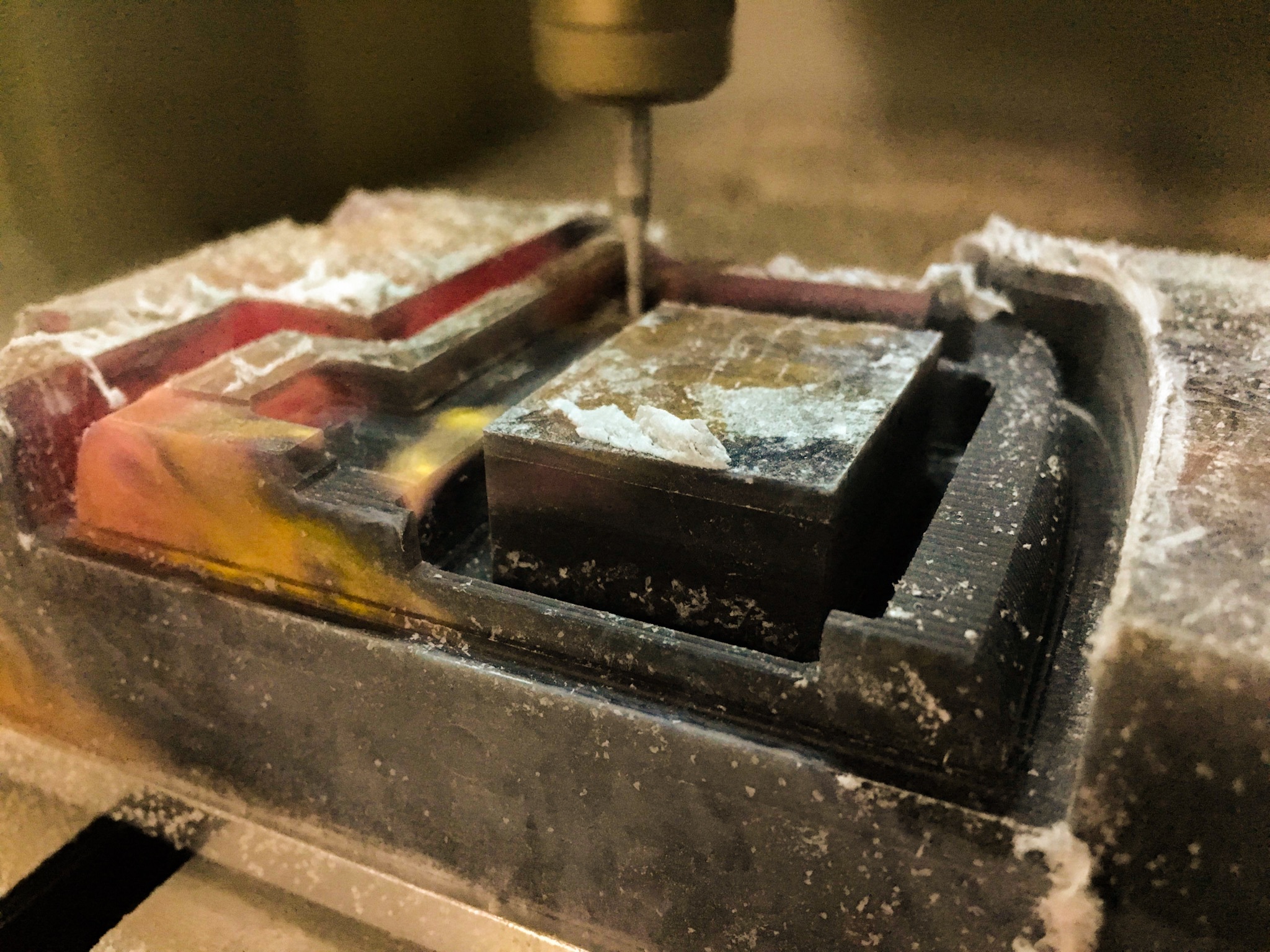
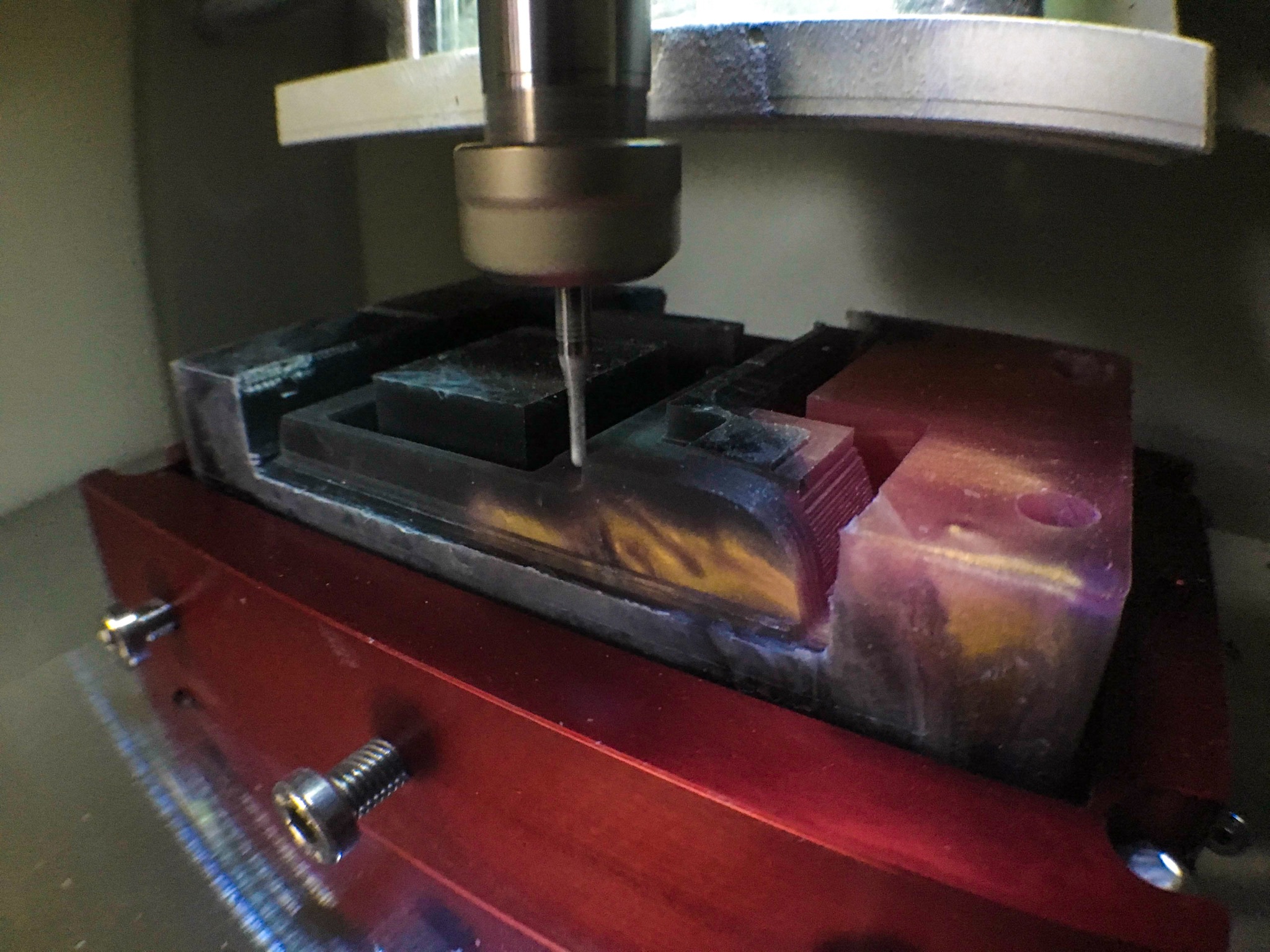
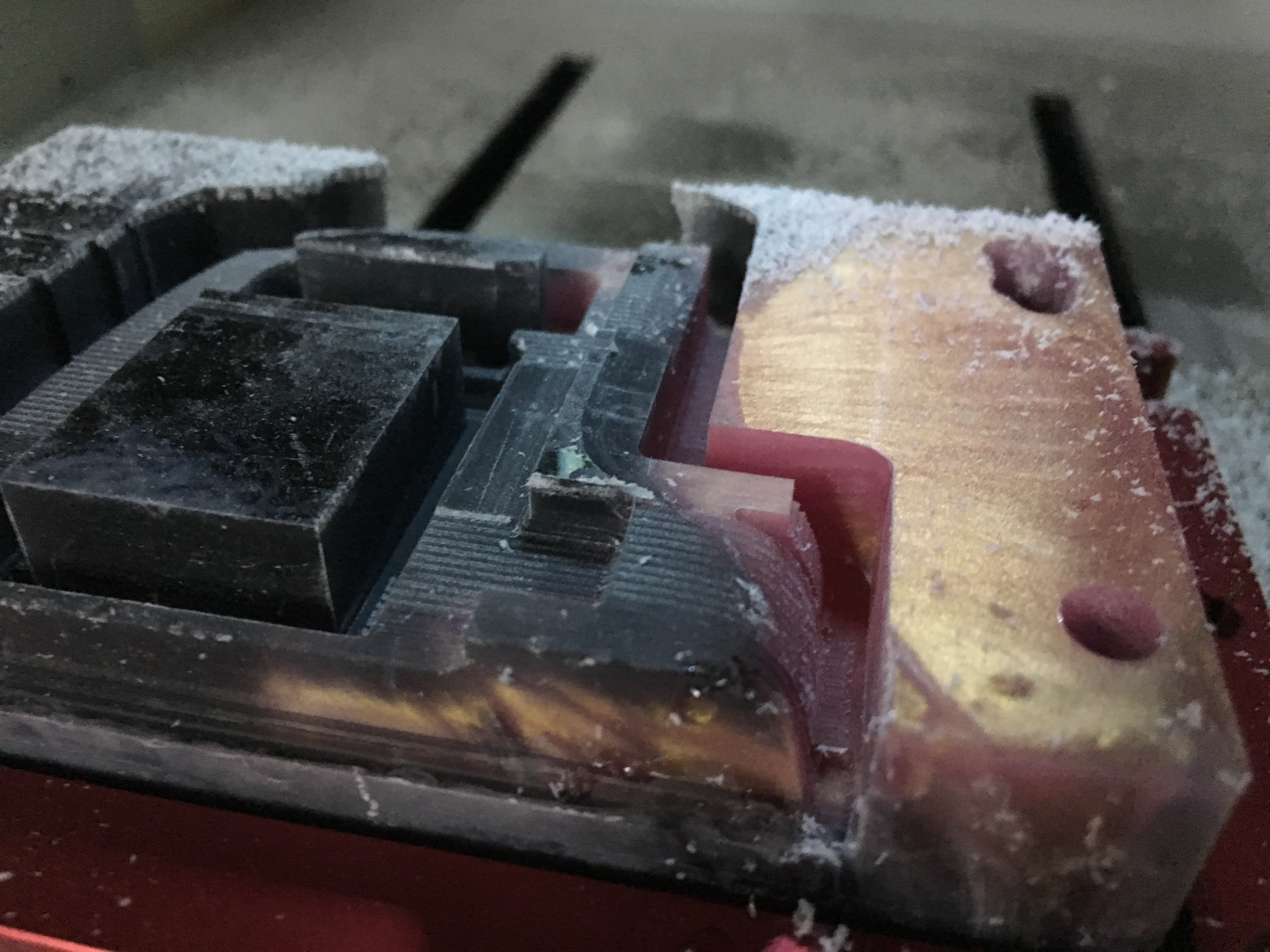
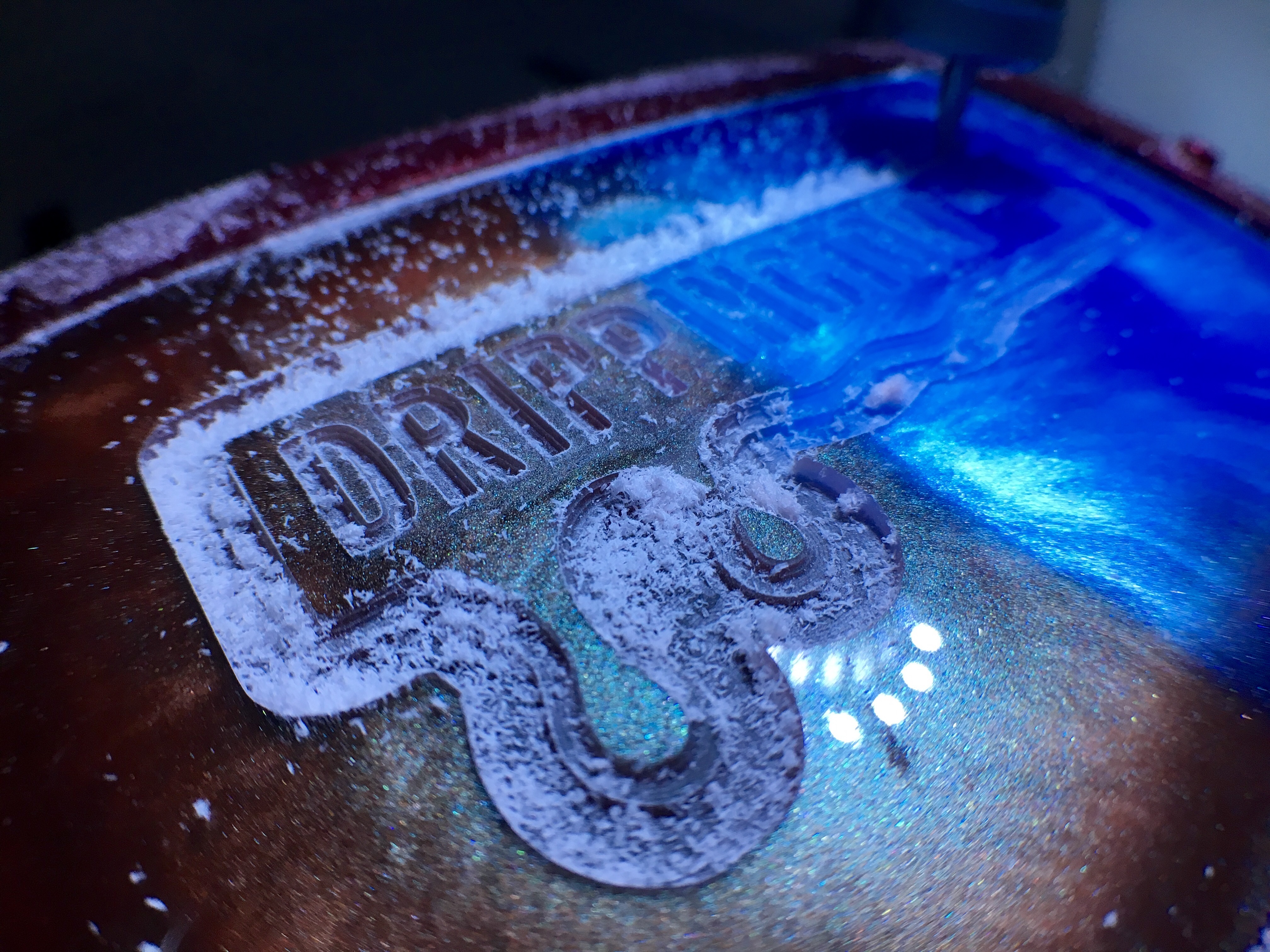
More stabilized action: Carbon Fleck // Glow Wisp // Rose Gold Pearl (60psi / 2.5 hours)
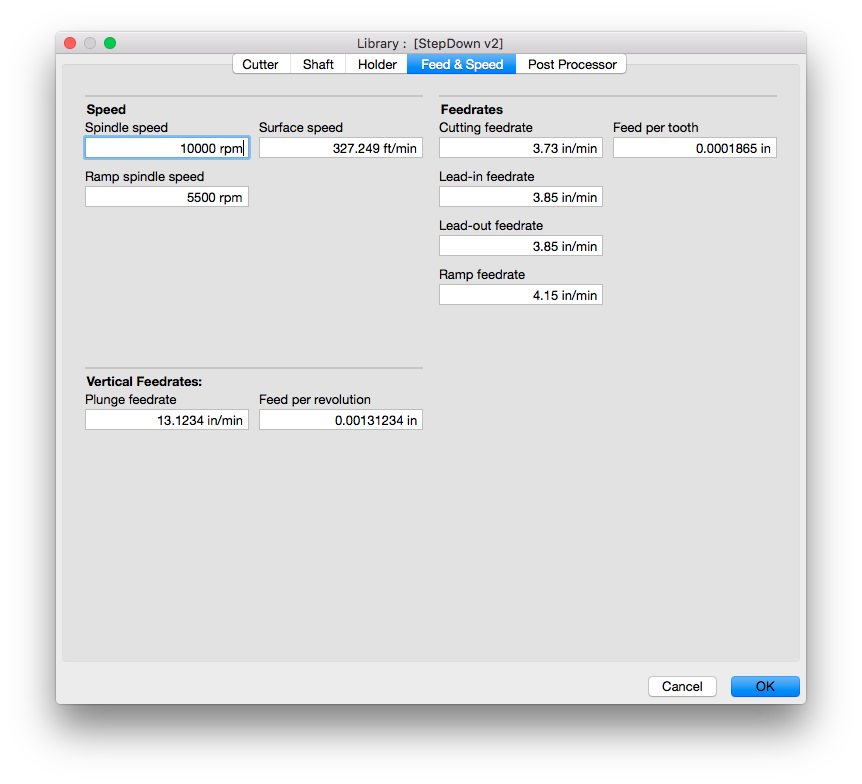
Finally settling in to stabilized resin machining. Getting more aggressive with Feeds and Speeds. Pushing 5.5" feed with the 1/32 and still getting great results.




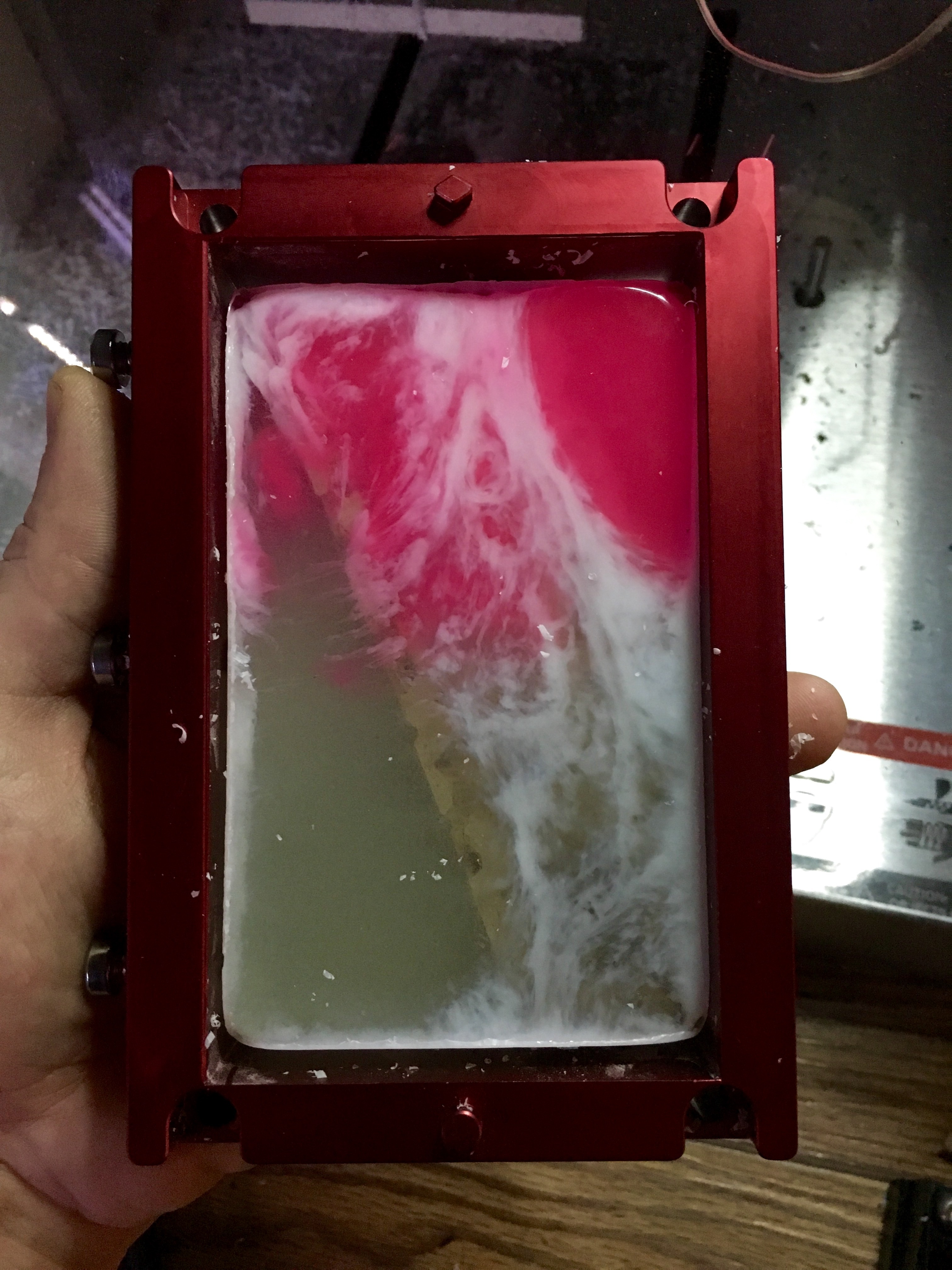

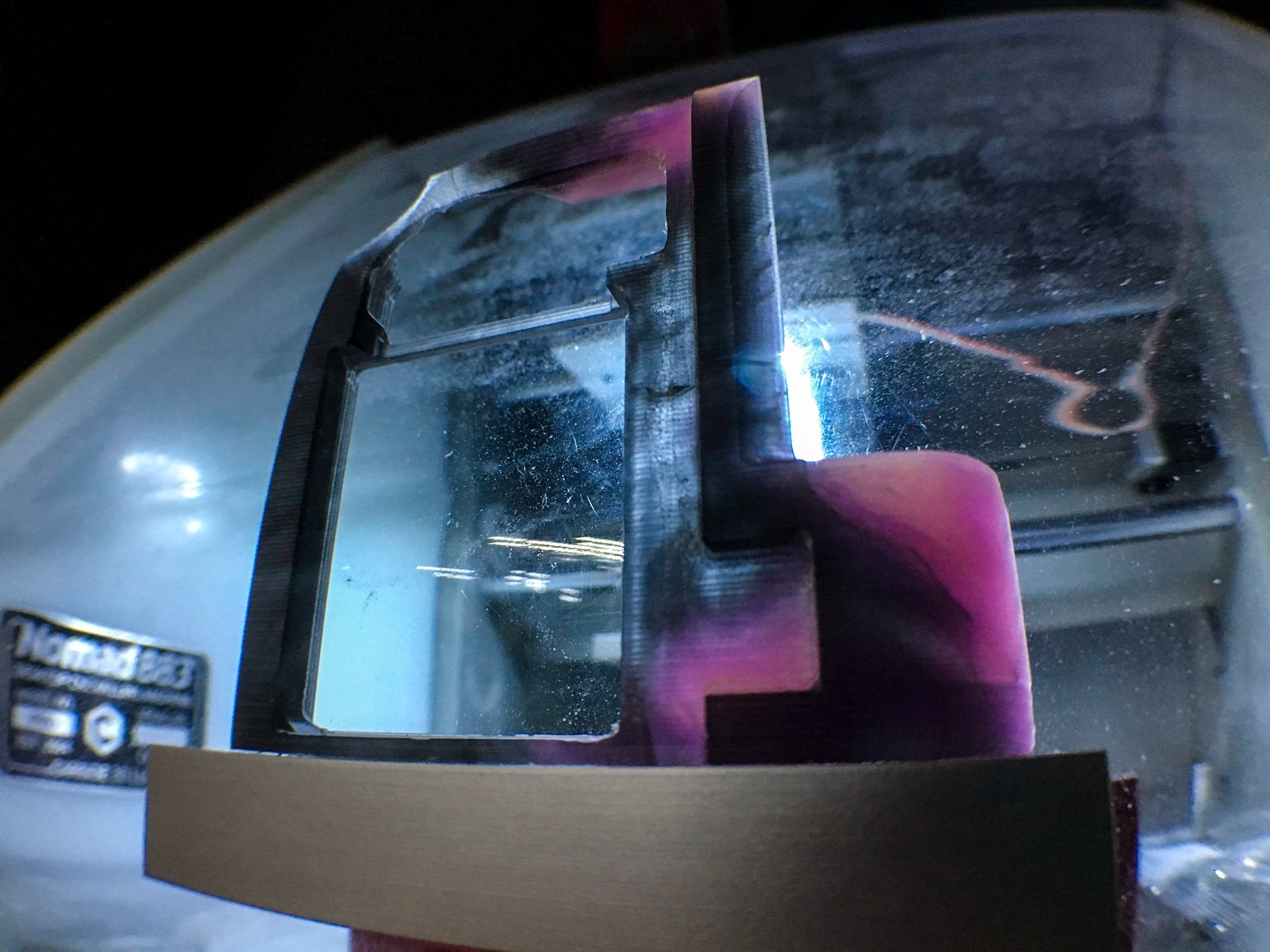






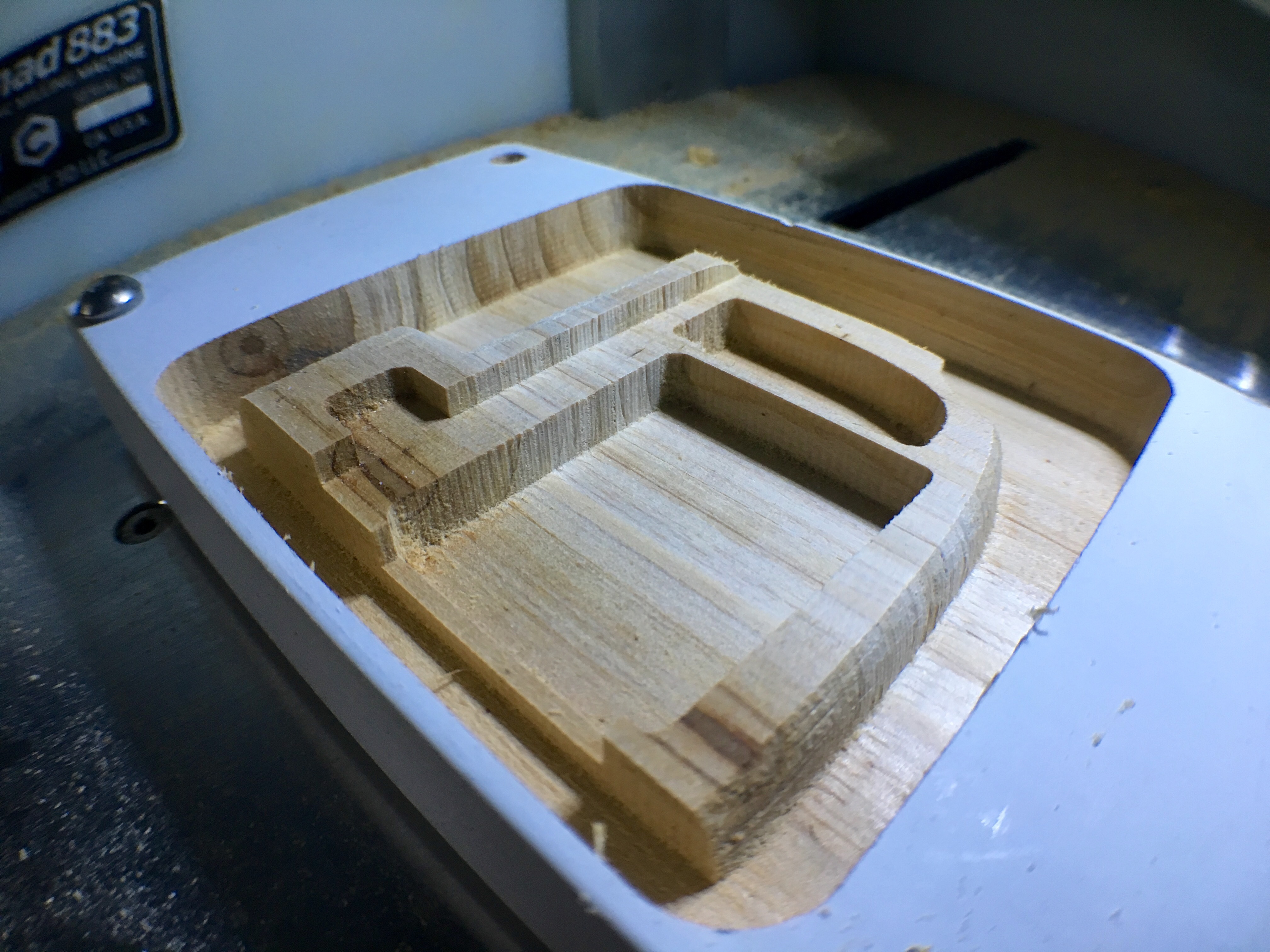
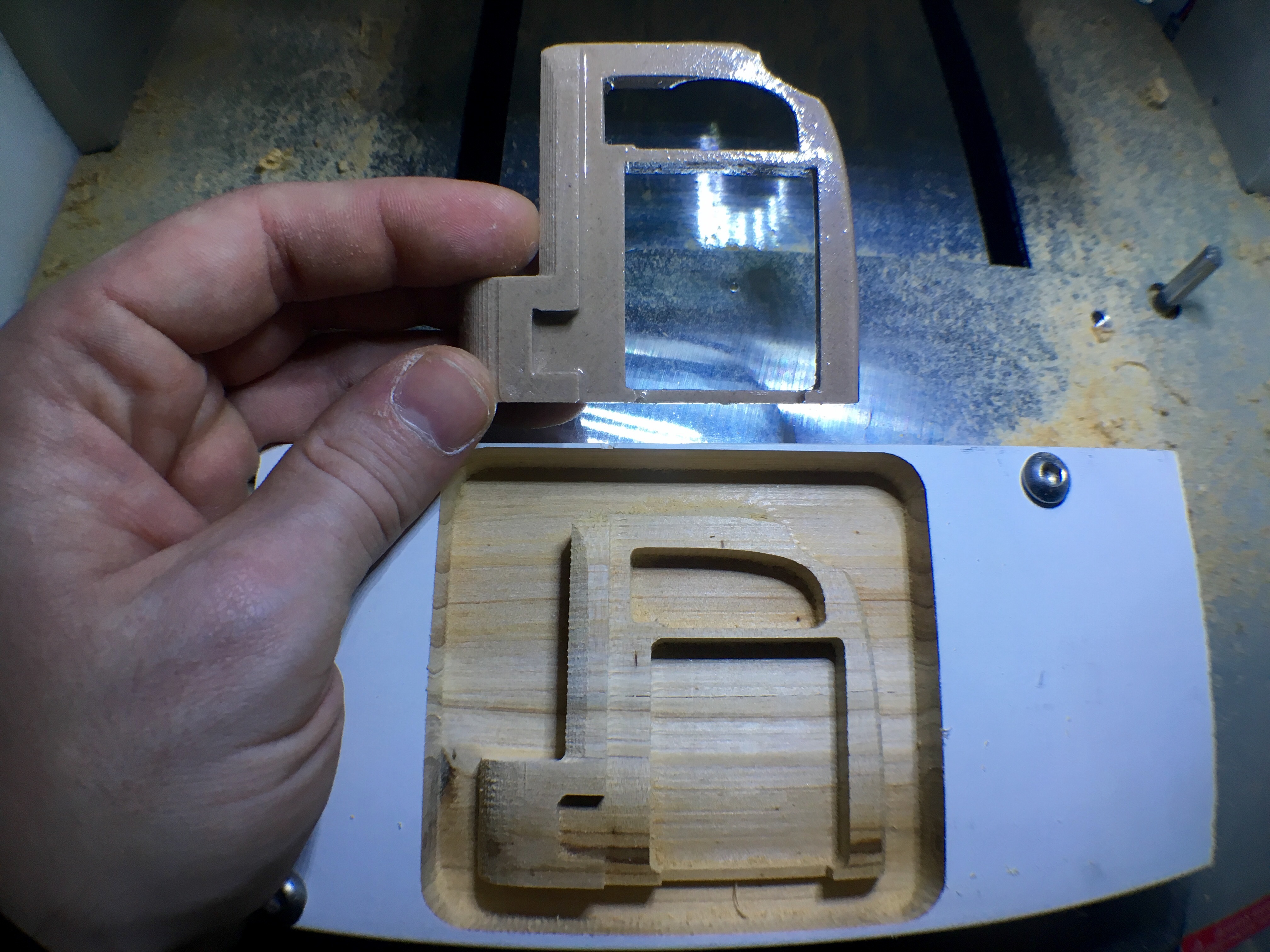
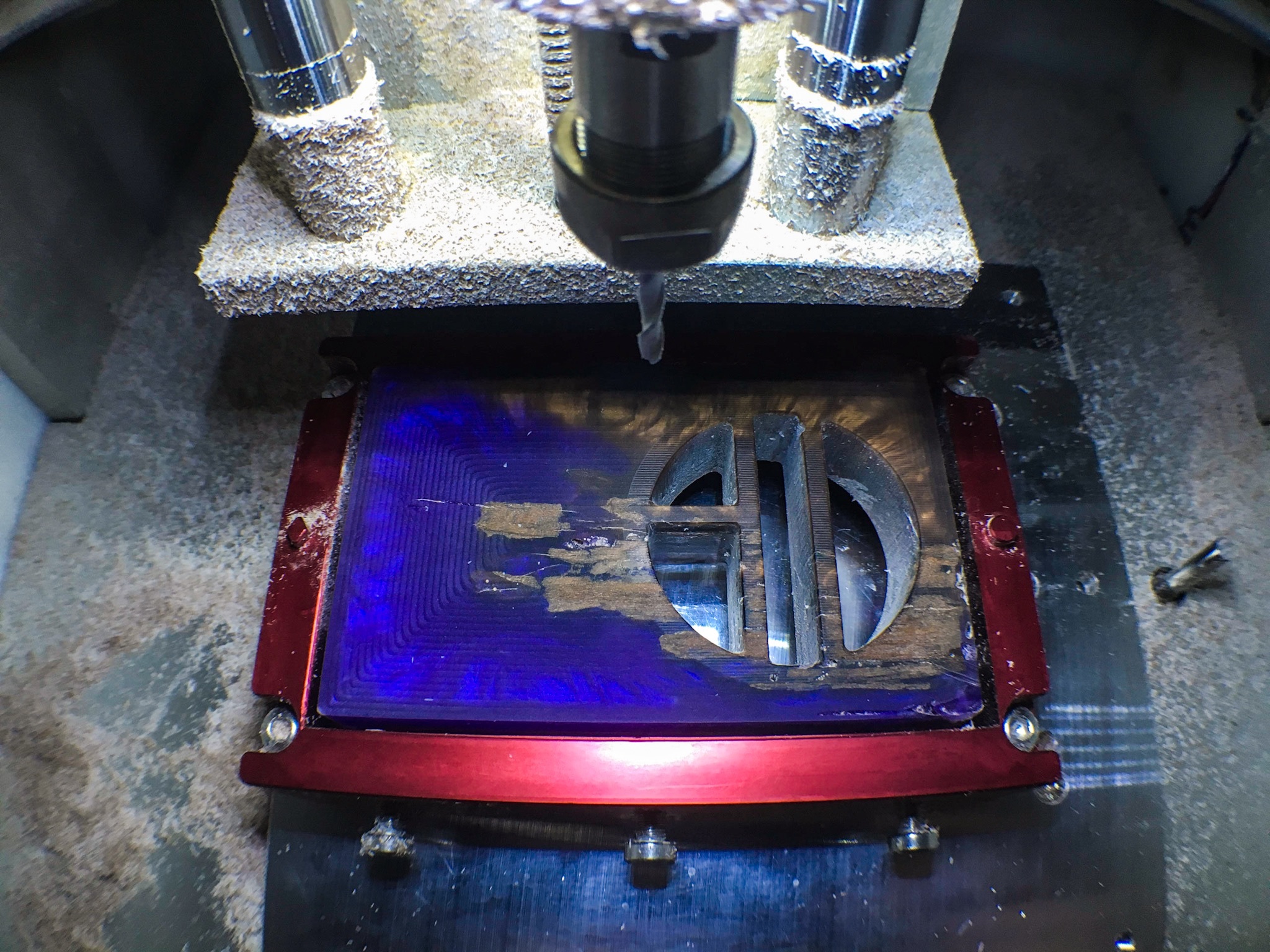
 | Entrance Plaque to the Lab
| Entrance Plaque to the Lab