Hi everyone,
I’ve done quite a bit of machining in aluminum with my nomad 3. With the 1/8 end mill, everything is going quite smoothly but when I’m trying with the 1/4 end mill things get quite complicated. It’s seems that I really need a small DOC because if i’m going too deep the spindle just stop rotating (ie. 0.1" doc and 0.05 opt load which is taken from a winston video on milling alu). Is it a limitation of a 150W spindle? I’ve heard that I could use the shapeoko Speeds and feeds for my nomad but the shapeoko seems to be running router of 1 hp or more which is a lot more powerful than the nomad! Is that why i’m struggling with the 1/4 end mill in aluminum?
Thanks
As a retired machinist with 40+ years of experience I can tell you that the spindle motor does not have the necessary torque to run a .25 EM and expect good results.
4 Likes
Larger tooling in the Nomad is only recommended for use on softer materials — even when we face off the bed as part of commissioning/calibration we use a 1/8" endmill.
3 Likes
Wherever you read that, it’s very, very wrong. A typical router used on a Shapeoko will have at least 600W of power (i.e. 4x the power of the Nomad 3) and be able to handle higher MRR cuts as a result.
Take the Shapeoko DOC and divide it by 4 and you’ll be closer to something reasonable for the Nomad.
In my experience with the Nomad, what you want is 60-100% stepover and however much stepdown you can get without the machine making unpleasant noises. The Nomad, at least the 883 Pro, does not do well with high-axial, low-radial toolpaths.
Back to the 1/4" question, I’ll disagree to an extent with @Damon2021 and @WillAdams. 1/4" tooling can work on the Nomad and can even work better on the Nomad than 1/8" tooling. In particular, the increased diameter means that at a given RPM, the surface speed is higher and the cutting speeds are reduced. It also means there’s more space in the flutes for chip evacuation.
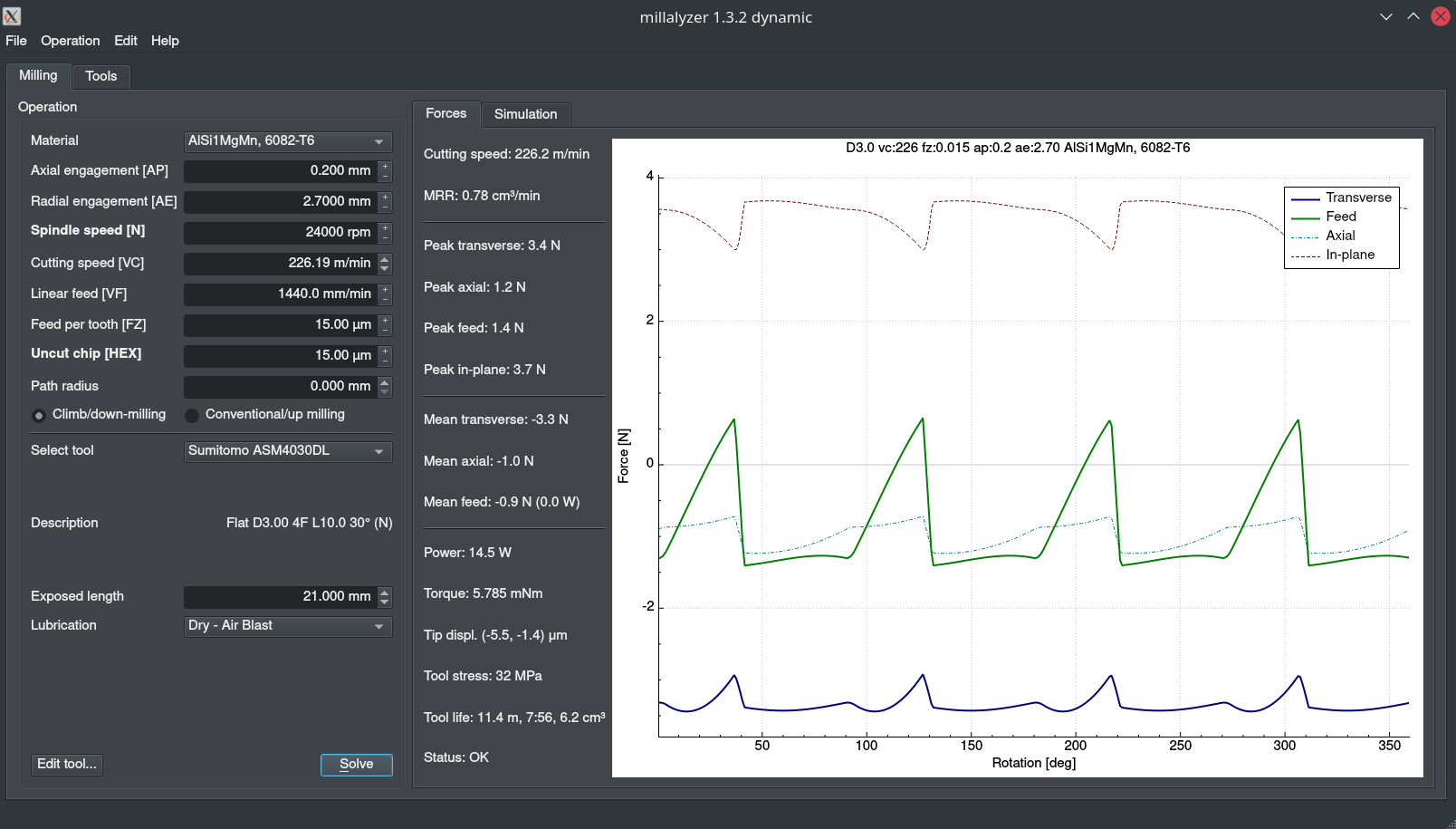
On the first point, here’s a cut with a 3mm endmill:
And here’s the exact same cut with a 6mm endmill:
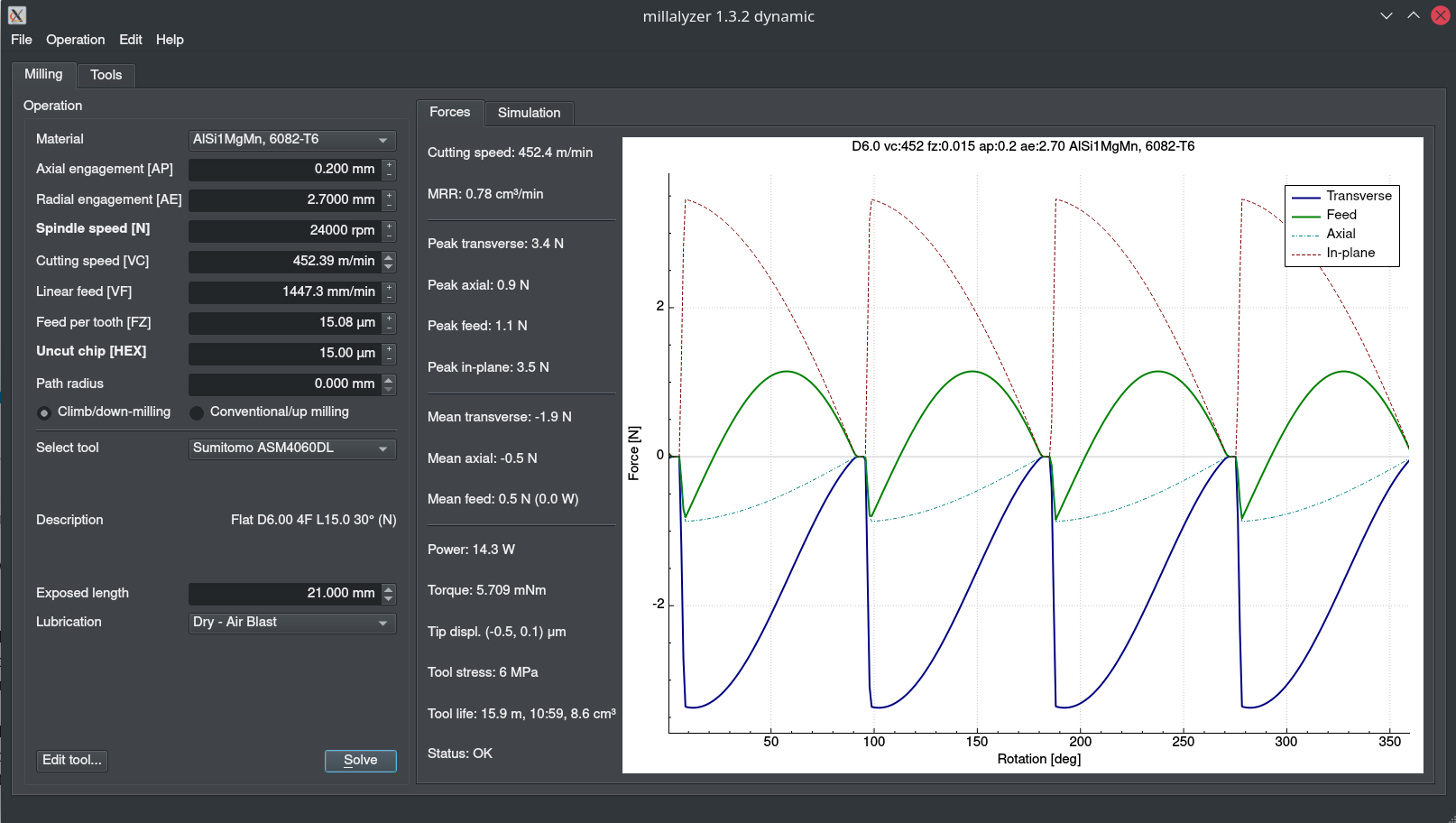
You can see that with 2x the endmill size, the mean cutting forces are cut nearly in half, the tip displacement (deflection) is reduced 10x and the tool stress is ~1/5th of what it was.
However the peak forces, torque and power haven’t changed a whole lot and those are the limiting factors on a Nomad. Using a larger endmill won’t help you overcome them. You won’t get higher MRR just from using a 1/4" endmill.
Where I think 1/4" endmills make the most sense on the Nomad is multi-flute endmills. A 1/4" endmill has more space in its flutes for chip evacuation than a 1/8" endmill so I think, for example, that while you wouldn’t want to use a 3 or 4-flute 1/8" endmill without a serious setup for chip evacuation (e.g. flood coolant or multiple air blast nozzles), you could absolutely use a 3 or 4-flute 1/4" endmill. The higher flute-count will help you get higher MRR (since you can bump up the feed rate), even if moving up to 1/4" on its own won’t.
3 Likes
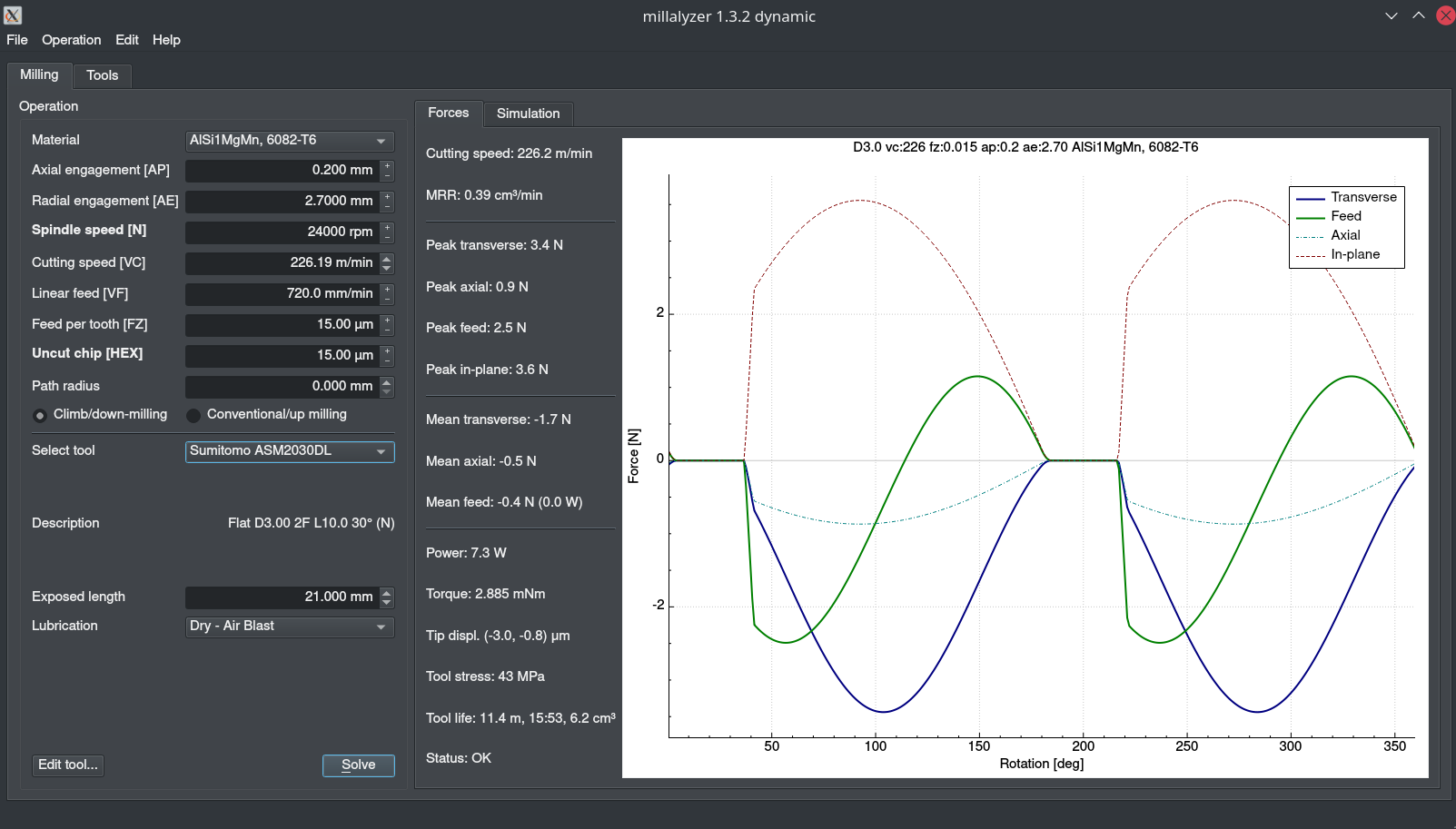
And to elaborate on this point a little, here’s a cut with a 2-flute 3mm endmill:
And here’s a cut with the same axial and radial engagement, chip load and RPM but with a 6mm 4-flute endmill (and since I’ve left the chip load and RPM the same but doubled the flute count, double the feed rate):
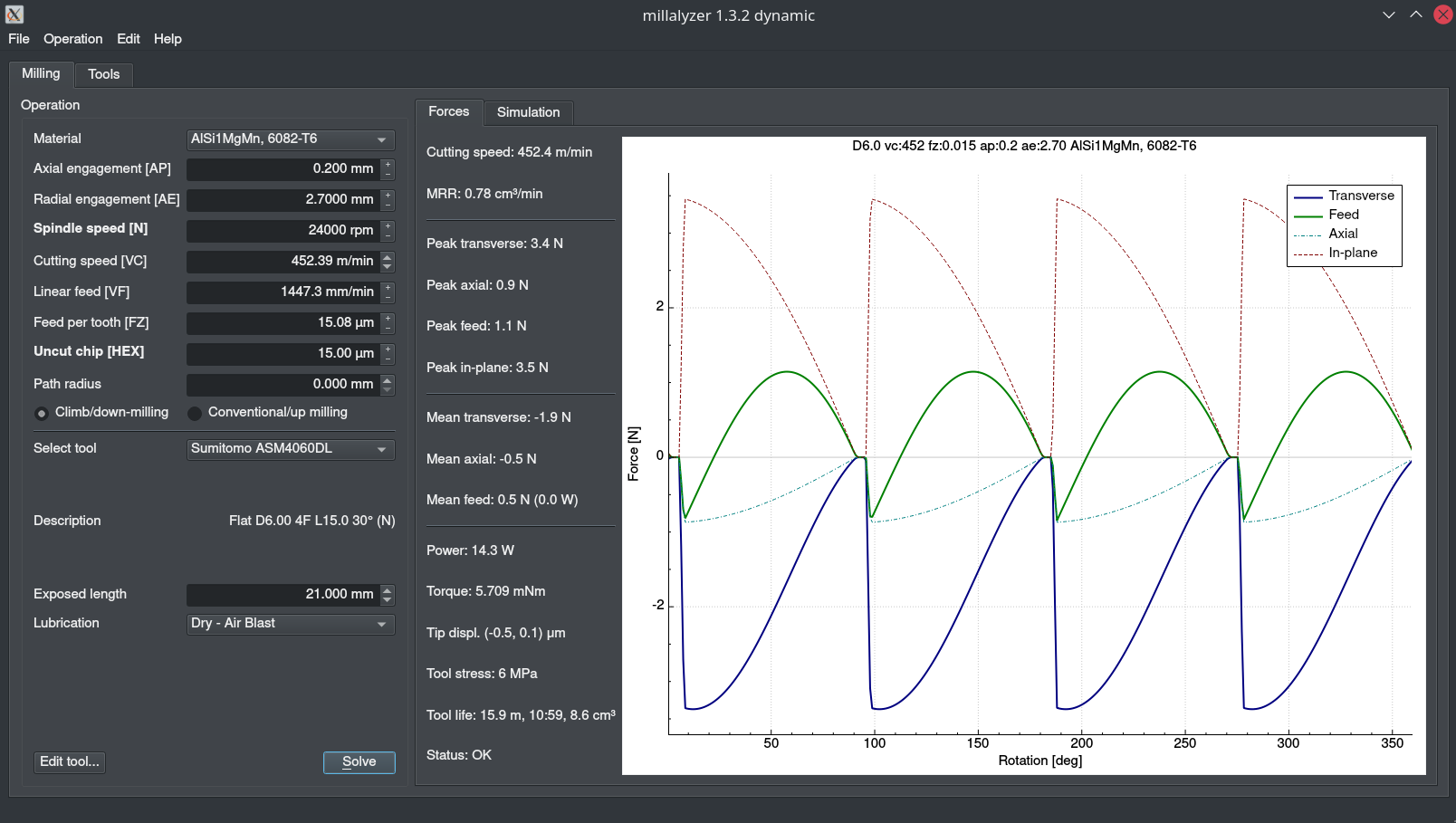
You can see that the cutting forces have barely changed at all but the torque and power have both doubled. On the Nomad 883 Pro, I usually ran into issues with machine rigidity (i.e. I was limited by cutting forces) long before I was limited by the spindle power or torque, so the larger, higher flute-count endmills were usually a win, since I could get higher MRR with the same forces.
I don’t have any experience with the Nomad 3 though so I can’t say for certain that this is also applicable there. It could be that it’s a more rigid machine and the spindle is the limiting factor more often than not.
1 Like
Thanks a lot for all your answers. I did not know that the spindle power would be such a limiting factor. If there is any upgrade I could do to have more power that would be great. I’ll try to stay updated.
Can you share more about what you’re trying to do (i.e. what you’re trying to make)? We can give better recommendations that way.
1 Like
I’m doing a lot of small aluminum parts but everything is going fine with the 1/8 endmill. I was just checking with you if using a 1/4 EM would give me more MRR but it seems that with the spindle limitation I might be better sticking with the 1/8.
As I said, the limitation on MRR, at least on the 883 Pro, wasn’t the spindle but the machine rigidity. A 1/4" tool with multiple flutes will give you higher MRR because it uses more power while keeping the cutting forces low.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.