Thanks, I guess I did hear that the first time, the accent may have thrown me off.
And thank you for the link!
Thanks, I guess I did hear that the first time, the accent may have thrown me off.
And thank you for the link!
@Julien @Vince.Fab @Everyone Else
IMO it would be really helpful and beneficial for folks to provide full details when they post results. IE material being cut, endmill used, depth of cut, width of cut, spindle speed, feed rate, as well as spindle/router and machine used.
agreed, and I actually try to do this whenever I can, this one just happened to be in another thread
That’s alot of information to put just to say it liked 0.0015 to 0.002 actual chipload, and that’s spread over facing, adaptive, boring and contour ops. Chatter was addressed usually with feed override. Tool pressure +1
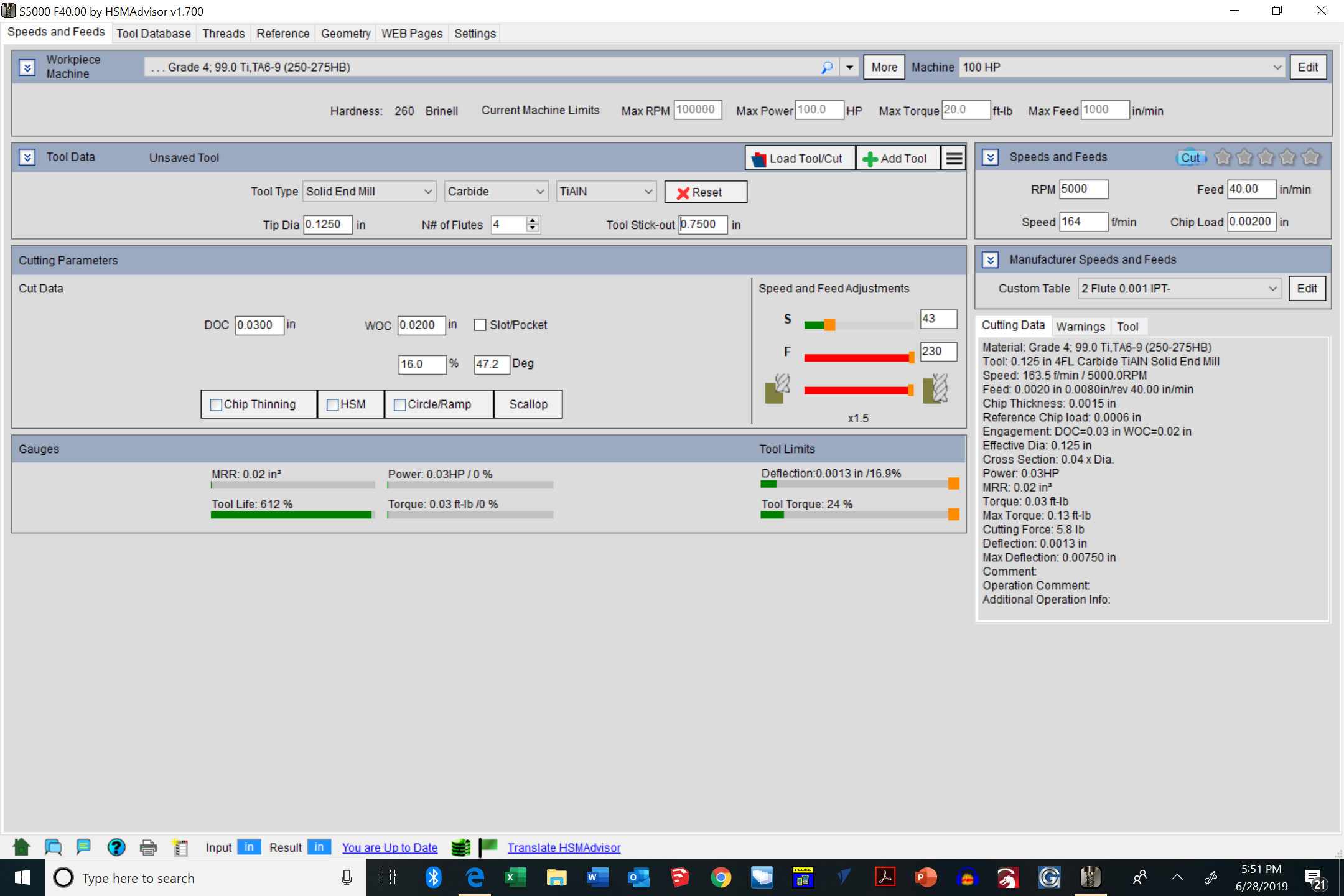
Adaptive on Nomad
5000 rpm, 164sfm, 4 flute 0.125
40ipm, 0.002 chipload, 0.0015 actual maximal chip
Titanium 8mm-0.080"
0.020 Radial Doc, 0.030 axial
I would also add the type of Shapeoko or Nomad, if it is equipped with upgrades like HDZ that may impact rigidity as they will all have an impact on F&S.
@Vince.Fab
Thanks for the added info. Here’s why I think its useful.
Feed rate (IPM), axial depth of cut (ADC), and radial depth of cut (RDC) are necessary to determine material removal rate (MRR = IPM X ADC X RDC). MRR and material type determine how much cutting power is required. Cutting Power = MRR X material’s unit power. Cutting power (HP) = Cutter Speed (RPM) X Cutter Torque (ft-lbf) / 5252. Cutting force (lbf) = cutter torque / cutter radius. Machine and workpiece force = Cutter force.
That video really does a great job explaining why adaptive milling is “where it is at.”
Thanks for posting that.
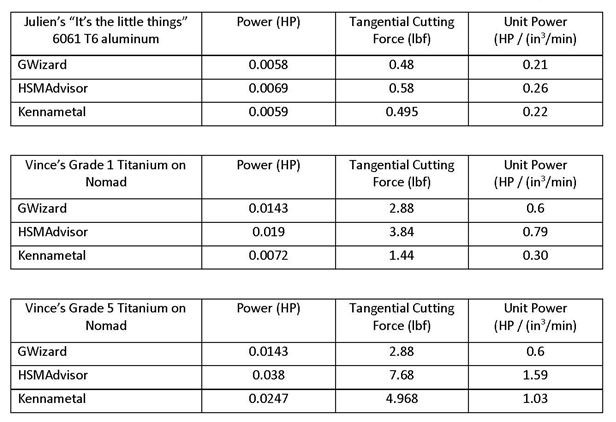
I plugged the information provided by @Julien and @Vince.Fab into the GWizard, HSMAdvisor, and Kennametal calculators to help understand and compare cutting powers and forces. Details are provided in the attachment and the results are summarized below. Due to the small values involved, neither Kennametal nor HSMAdvisor had enough displayed resolution to provide accurate results. So, as shown in the attachment, I used their highest resolution results to calculate the other results more accurately. I assumed that Julien was cutting 6061 T6 aluminum. Vince didn’t say which type of Titanium he was cutting, so I did calculations for both Grade 1 and Grade 5 (the most likely grade).
Note that, unlike the other calculators, GWizard did not adjust its calculations based on the selected Titanium alloy.
It was cp1 which is a grade 4 and it was definitely pushing the spindle power wise. Its interesting the difference in figures on the calculators.
We just picked up a really nice infrared camera and it would be fun to change chiploads and see the temperature differences
Grade 4 Titanium takes ~ 0.03 HP (22 Watts) according to HSMAdvisor. How much does the Nomad have? If you have 0,125 shank with 1 inch stick-out, HSMAdvisor says you have 0.0029 endmill deflection though.
Update:
Less than 1/3 the output power (22 vs 70 Watts) at 1/2 the rated?/maximum speed (5,000 vs 10,000 RPM sounds really low for a properly rated and operated brushless DC motor. But, try higher speeds anyway?
The nomad has 70 watts and only 10k maximum rpm, stickout was minimal though, maybe 0.750.
That deflection number definitely isn’t right, I was taking radial steps of 0.020 so that doesn’t make any sense. Imo deflection was minimal because the finish contours were very predictable.
Harder metals like Titanium need to have their SFM kept in check because of heat. I’m running around the middle area due to the fact that I dont have an “active” coolant or air blast.
I use a pretty heavy chipload (relative to the nomad) to carry the heat away. Plus it just sounds and feels like nothing else while cutting.
Reducing stickout from 1 inch to 0.75 inch reduces deflection from 0.0029 inches to 0.0013 inches (my bad - I’ll fix it). Assuming its a carbide endmill - HSS would be much more!
Just as a comparison, since I am trying to test this open-source cutting calculator @WillAdams found and pointed out (Bryan Turner’s Feeds and Speeds Calculator). Here is what it comes up with:
Julien’s 6061 T6 Aluminum
Link to Calculation
Chipload = 0.00075 (set by Julien)
Power (HP) = 0.00891
Tangential Cutting Force (lbf) = 0.12
Axial Cutting Force (lbf) = 0.63
Unit cutting power (HP/in^3) = 0.33
So the tangential cutting force seems low compared to the other calculators. Otherwise fairly in line. Also, it might be due to the unit power being off (which you can define yourself as a custom material.)
Try 0.22 for unit power. Update: Just noticed that those Axial and Tangential cutting forces labels are apparently swapped (transposed)!
Unit power is the key and the hardest thing to get “right” - apparently even for metals, which have been published for years in machinists’ handbooks. Likely because those values are dependent on the cutter and how its used as well as the material. Take a look at Sandvik’s website if you dare. IMO Kennmetal does the best job of making its calculation user friendly and accurate. They make cutters and provide useful/reasonable speeds and feeds recommendations for their use.
That’s why it makes more sense to monitor cutting forces and/or sound as shown in this video or spindle input power as shown in this video.. Measuring forces is hard/expensive, sound is easy if the spindle is quiet enough, measuring input power is easy and inexpensive (adequate Chinese versions are available inexpensively from Amazon).
@gmack, well thank you sir for pushing me further down the rabbit hole, just when I thought I started to get a hang of this chipload thing, now I have a whole other aspect (power) to take into account 
Seriously though, do you mind dumbing it down for me and explaining how these power-centric estimations should be taken into account in the overall process of determining optimal feeds and speeds ?
My earlier approach was (obviously) chipload-centric, and “just” aimed at making chips that are thick enough to manage heat, while still being compatible with the Shapeoko capabilities (once depth of cut etc are added in the mix). I have not even considered optimising MRR or pushing power to the limits of what the machine can do, and I would be very interested in complementing my somewhat naive approach with these power considerations…and what to do with these values.
Your insights will be much appreciated (and sorry if you did explain that earlier and I missed it!)
p.s. : the aluminium I used for the test cut mentionned above was in fact 2017A T451. It is surprisingly hard to find affordable 6061 over here.
Look for 6082, it’s very similar to 6061 and should be way more readily available in the EU. If you’re looking for 6061 (USA), go for 6082 (EU), if going for 2024 (USA), then 2017 (EU) is what you’ll find. In my day job I work for a European company that sources parts made in both the US and Europe. I spend good chunks of my day making sure that materials (alternates) are compatible with designs that come from different engineering groups around the globe. Those grades of aluminum are what I deal with most.
Edit/note: 2000 series and 6000 series aluminums are very different animals.
Dan
Thank you Dan, that is quite helpful. The reason I went for 2017 is
a) because this local French site sells cheap 2017 scrap cuttings, so I can experiment without thinking twice about wasting material
they also have 7075T6 and 5083h111
b) the wiki has these statements:
" AU4G (2017) is really good at machining : you can take deep passes (~0.3 to 0.5mm) at something around 500 to 800mm/min (20 to 23 ipm). This aluminium will resist to the heat and won’t melt."
“7075 also gives good results when milling, but is difficult to cut on a Shapeoko”
“5083: Tough, strong alloy with excellent corrosion resistance, however not easy to machine”
Can you elaborate on the pro’s and con’s of 2000 vs 6000 series ?
What about 7075 & 5083, do you agree with the wiki ?
7075 T651 (plate form of T6 sheet) is strong tough stuff, usually a bit more expensive than the others, but if you need high strength that’s the stuff. 5000 series is easily formed, but not super strong, and “gummy” to cut. 5000 series is work hardened (H designation, H32 for example) rather than tempered (T6 for example), so I suspect part of the reason it gums is the work hardening that’s caused by machining. I’ve never machined it to be honest, I’ve only ever used the sheet variety for making tv stands and drip pans when I was in the Navy, it’s not really used in aerospace as far as I know. 2017 is probably going to be more expensive on average than the 6000 series alloys from my experience, but if you’re getting usable drops for cheap then it’s a good choice. So to sum it up 7075 strong, a little tough to work with, expensive. 2017 a little cheaper, fairly strong, nice to work with. 6061/6082 not as strong, cheaper, easier to work with. 5052 great if you’re using sheet goods and making non-structural parts(I wanna say it’s popular for small watercraft, from memory), not fun to machine, work hardens. Even after doing this for many years it’s still strange to me that availability of these isn’t worldwide, but they aren’t. Like 2017 stopped being widely used in the US when 2024 came around (1930’s I think, again from memory), but the rest of the World kept using 2017?
Here’s a couple links with some decent info if you’re bored:
https://www.engineersedge.com/aluminum_plate.htm
This is my favorite for understanding aluminum tempers
https://www.engineersedge.com/aluminum_tempers.htm
And this website has a database that will allow you to compare up to 3 materials with free membership (just requires an email address and they won’t send you a ton of junk mail):
The engineersedge website has so much info you could really find your rabbit hole there, I use it all the time;)
Dan
Great info, thank you. I’ll stick with 2017 then, and look for 6061 drops when they are in stock
Plugging data for 2017-T451 Aluminum into the Kennametal calculator for your cut gives 0.682 lbf cutting force and 0.0081 HP (6 Watts) cutting power and 0.30 HP/cuin/min unit power. I need to think a little more about how best to answer your other questions. But, this stuff is all new to me, so I’m certainly no expert (not a “sir” either). I’m just a retired engineer trying to understand this stuff.