@Vince.Fab could you please elaborate on the before/after runout values you typically achieve using this method, on the Makita router ? I have been trying it today and I must be doing something wrong, it’s just not working for me.
My (admittedly cheap) test indicator tells me I have 0.0008" runout inside the Makita taper already, and it ends up being in the 0.002" - 0.003" range at the tip of the endmill, even using my (supposedly) precise Elaire collets. So quite bad, considering I want to target chiploads that are lower than this. No amount of (gently) tapping the highest measured point with the screwdriver & mallet method changes that significantly.
Longer story: I have been reading a lot (too much probably) about typical runout for our Makita/Dewalt routers, came up with the conclusion that I should be able to reach around 0.001" runout, and there was hope since my router taper has a little less runout than this, and I am using an Elaire precision collet.
After further tests, there are some combination of my collets & endmills where I do get 0.001" runout at the tip of the endmill, but for others, try as I might I never go below 0.002/0.003". Those are the cases where I tried the tapping method, I did it a few times and it never reduced my runout more than marginally.
Since I measured my router taper to have 0.0008" runout, I figured the other ~0.002 came from the collet+endmill, so tapping the endmill should change something, but it doesn’t (or I’m doing it wrong).
Beyond using this method, what bothers me is how can we target 0.001" chiploads (typical starting value for aluminium), when the runout for a Makita or Dewalt is the same order of magnitude ? I’m probably overthinking all of this…
I’m curious if more effort/time is needed on stock machines with the wheels. I’d suspect a lot of the tapping to be sucked up by machine deflection whereas a more rigid setup/machine would isolate the effort to the endmill/collet. Just a thought anyhow.
I feel the same regarding target chiploads, but can you imagine how far ‘off’ we are when the chipload is larger and the runout goes unchecked. Even with everything else accounted for the runout can put you in a whole other ‘zone’ in regards to feeds and speeds with chipload. Ah, the learning curve of hobby machines…
Well you had it exactly right, it was just a matter of a little more effort/time and…tapping a little harder!
I re-tried, put a bit more force in the tapping, and boom, my runout is down from 0.002" to about 0.0006". I first figured it was just luck, but then I tried again with a different collet and different endmill, and got similar results (sub-thou runout). Cool beans!
Now I’m eager to do some test cuts with/without the runout adjustement and see if it makes a noticeable difference (I’m sure it does in metal, but even in wood it should help), and also how long this magical runout adjustement holds.
Like I mentioned previously, as long as you’re taking sensible cuts the adjustment should hold.
What is sensible will vary machine configuration to machine configuration, but as long as you’re getting good results you shouldn’t have any concern.
What load would throw out the adjustment would likely do the same without an adjustment. Overexerting the toolholder gripping ability will happen irregardless (increasing runout) especially if it wasn’t set proper in the first place.
To come back to the roots of the this thread, I have now convinced myself that the following over-simplified grand theory of the chipload works for me on the Shapeoko.
I took these assumptions:
chipload scales linearly with endmill diameter
a common chipload value for cutting aluminium on a Shapeoko is 0.001" for a 1/4" endmill
at the other end of the chipload spectrum, the max reachable chipload for a Shapeoko when using a 2-flute 1/4" endmill and lowest RPM (10.000RPM on the Makita router), given the (stock) Shapeoko’s limit to 100inch per minute feedrate, is 100/(2x10.000) = 0.005"
the ratio of chiploads between hard woods and soft woods should be somewhat similar to the ratio of associated wood hardness (janka factor), let’s pick an average ratio of about x2.
Acrylic (and plastics in general) require the highest chiploads, because of thermal constraints: since plastic can easily melt if heat is not removed quickly enough, we need to make large chips (using low RPM and high feed rate).
Applying this recipe, I end-up with this guideline for reasonable chiploads on the Shapeoko:
Acrylic
Soft wood / MDF
Hard wood
Aluminium
softwood + 20%
hardwood + 100%
baseline + 100%
baseline
1/16"
0.0012"/0.03mm
0.001"/0.025mm
0.0005"/0.0125mm
0.00025"/0.0063mm
half of 1/8" values
1/8"
0.0024"/0.06mm
0.002"/0.05mm
0.001"/0.025mm
0.0005"/0.0127mm
half of 1/4" values
1/4"
0.0048"/0.12 mm
0.004"/0.1mm
0.002"/0.05mm
0.001"/0.0254mm
baseline
I happened to do test cuts of most of these combinations on my machine over the week-end, and got nice results (which by no means indicate they will be good for everyone, but still). To simplify things, for all test cuts I used a DOC of 50% of the endmill diameter.
The difficulty I have is that my Shapeoko is now heavily modded (HDZ, Aluminium plate, steel-core belts), so values that work for me may be hard on a stock Shapeoko ? I have no way to tell for sure. However, I checked the values against many examples out there (Winston’s material monday videos, the shapeoko wiki, Carbide3D’s F&S charts for the Shapeoko and the Nomad), and there is a good match, so I think I am still on the conservative side.
What I also found out, unsurprisingly, is that while these values work fine if the endmill is reasonably sharp, things go downhill fast when using older dull endmills.
For now, this goes in the e-book. Feel free to shout if you see any value that looks wrong to you !
Just want to make sure I understand it correctly. Value of 0.001"/0.0254mm for 1/4 endmill is on a safe side, as Vince mentioned above, so for those that have e.g. installed linear rails we can easily try pushing harder? I’ve done some tests in aluminum at 0.005"/0.127mm with a 1/4 single flute and cuts looked and sounded really good.
When switching from 1/4 0-flute to 1/4 2-flute end mill, chipload and rpm remain the same and the difference in the extra tooth will be expressed as an increased feed rate? Of course it’s an oversimplification, because if the increased feed rate would exceed my machines capabilities i would have to lower rpms to lower cutting speed? Is that right?
Also if i understand correctly, when using adaptive clearing actual chip thickness will be smaller than the value in the table due to the chip thinning? Unless of course, the optimal load is set to 1/2 of the cutter’s diameter?
Sure, 0.001" is the minimal chipload that should work for everyone and avoid rubbing, but there is no reason why it cannot be pushed much higher, especially on a modded machine that is more rigid
Chipload = Feedrate / (nb_flutes x RPM)
Assuming a given chipload value is what we are aiming for, if you change from a single flute to a 2-flute endmill, you should adjust feedrate (x2) or RPM (x0.5) to maintain that chipload.
In some cases you may bump into either the feedrate limit ([EDITED]196.85"/min) or the RPM limit (min 10.000 on the Makita and 16.000 on the Dewalt), and then changing endmill type (higher or lower flute count) can help reaching the desired chipload.
Chip thinning is not only for adaptive cuts, it’s whenever the cutter is engaged radially less than 1/2 its diameter in the cut.
“Chipload = Feedrate / (nb_flutes x RPM)”, it doesn’t “scale linearly with endmill diameter”.
My admittedly limited experience suggests that material unit power increases with the square root of Janka hardness (not “linearly”).
Unit power is dependent on material characteristics and endmill condition. IMO its a lot easier and much more accurate to measure cutting power consumption than try to predict it.
Cutting power, in conjunction with speed and endmill diameter can tell you cutting force.
“how long [did] this magical runout adjustement hold”?
I stand corrected, thanks! This is one of those things that for some reason I had come to believe without checking, probably due to the fact that all recommended feeds in the Shapeoko chart max out at 100"/min.
I’ll edit the post to avoid future misinformation
I was not being clear, my assumption was that the max chipload that a given endmill can take, regardless of material being cut, is proportional to the endmill diameter (i.e. that a 1/4" endmill can probably reach a MAX chipload of twice what the corresponding 1/8" endmill can). I’ll have to check manufacturer datasheets to see if this is correct or not.
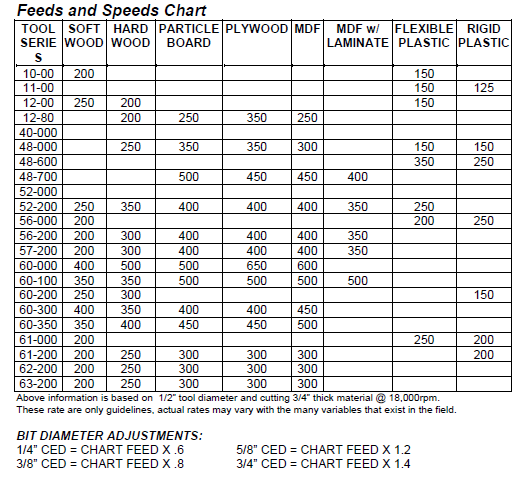
[EDIT: I opened a random (Onsruds’) manufacturer’s recommandation for feeds and speeds, found this table and its interesting foot note :
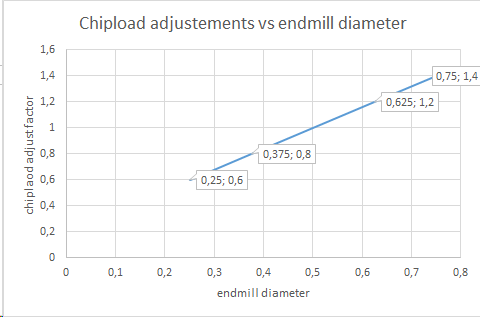
If I plot the feeds & speeds adjustment factor as a function of the endmill diameter I get this:
If I knew how to do this I would certainly try it, but what you described earlier in the thread went over my head, I’ll have to give it a second read…
I’ve not yet had the opportunity to do a realistic job (more than short tests cuts) after tapping my endmill into the low runout values. I’ll report when I do.
These routers have plenty of power to keep up with mods without issue. Ridgidity is the weak link from the beginning if your main concern is cutting metal.
In my experience and research, if you reach a 0.005 chipload and want more MRR, its better to increase load with axial doc.
Did I mention I picked up a 60krpm spindle, should be here next week. Btw love the data, is there any way we can see your test rig? I was thinking a vice on rails with strain gauges.