Freud used to claim that their router bits < 1" diameter are “so well balanced that they can be used at speeds well in excess of 24,000 RPM”. So, IMO you should be fine if you stick with Rockler’s RPM table (which is similar to Amana’s) for woodworking router bits. Wouldn’t you do that in your router table and feed as slowly as necessary (maybe even “making dust not chips”)?
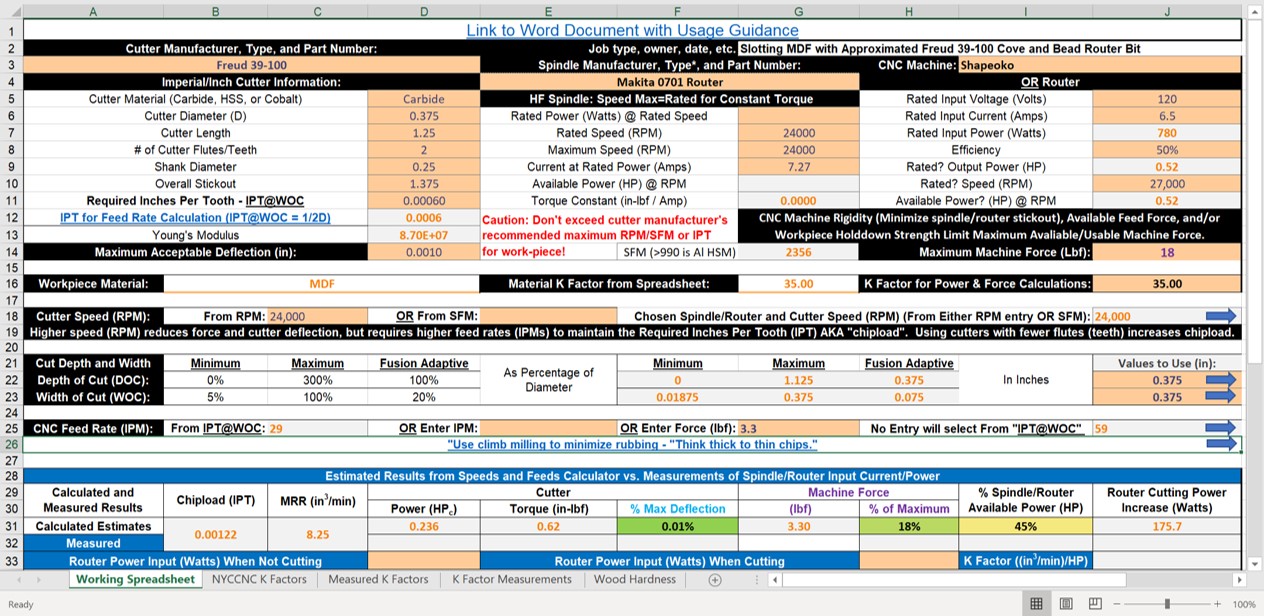
The chip-loads provided in Freud’s tables are about 10 times higher (hence capable of 10 times the force) than what you’d want to use on either your router table or your CNC machine. I roughly guesstimated the cross sectional area as 0.375" X 0.375" for that bit milling MDF at 24000 RPM and 59 IPM in the following example. Note that because the chip-load was reduced to ~0.001", a reasonable cutting force of 3.3 lbs should be possible.