@julien @wmoy @Vince.Fab
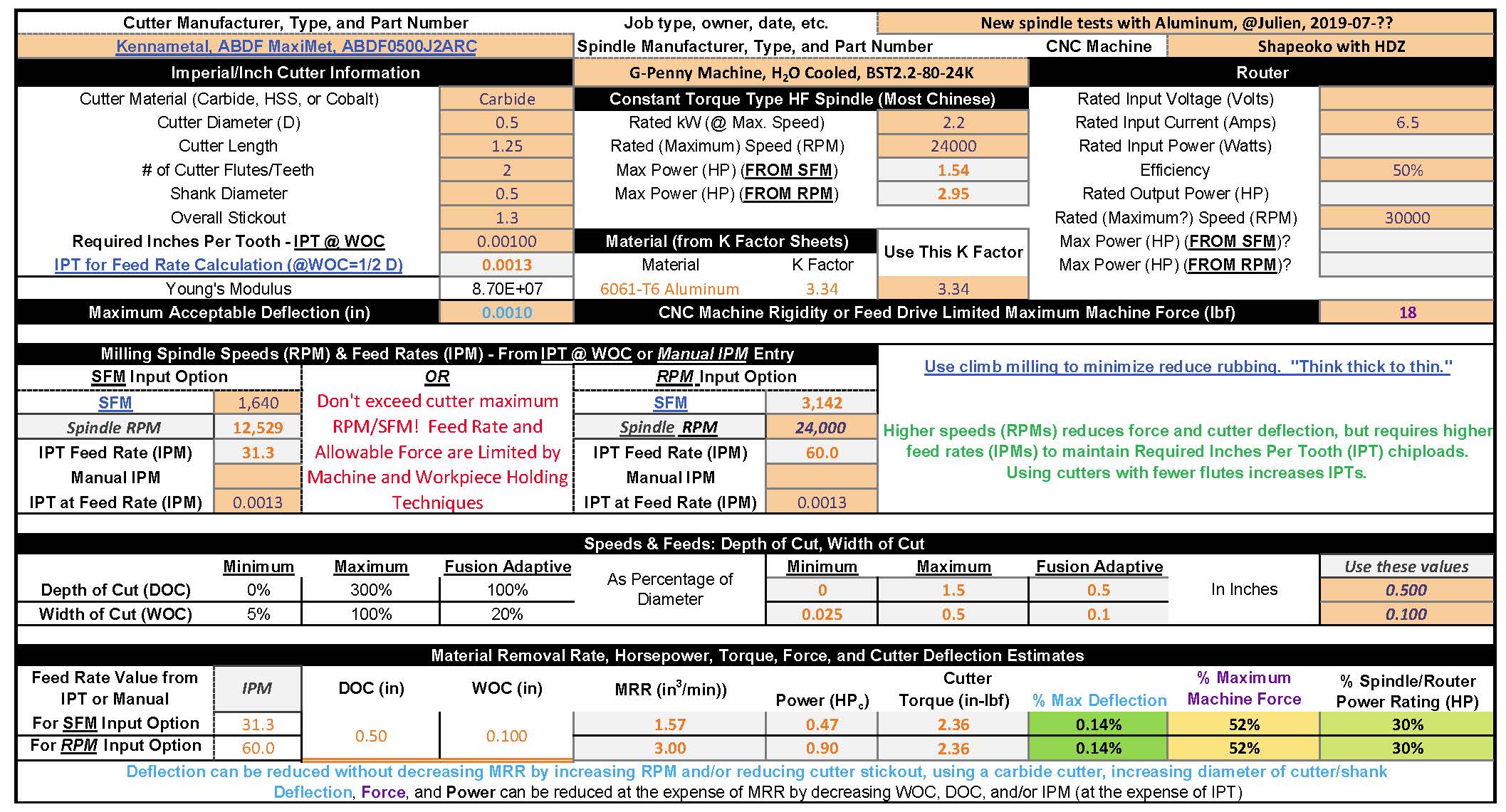
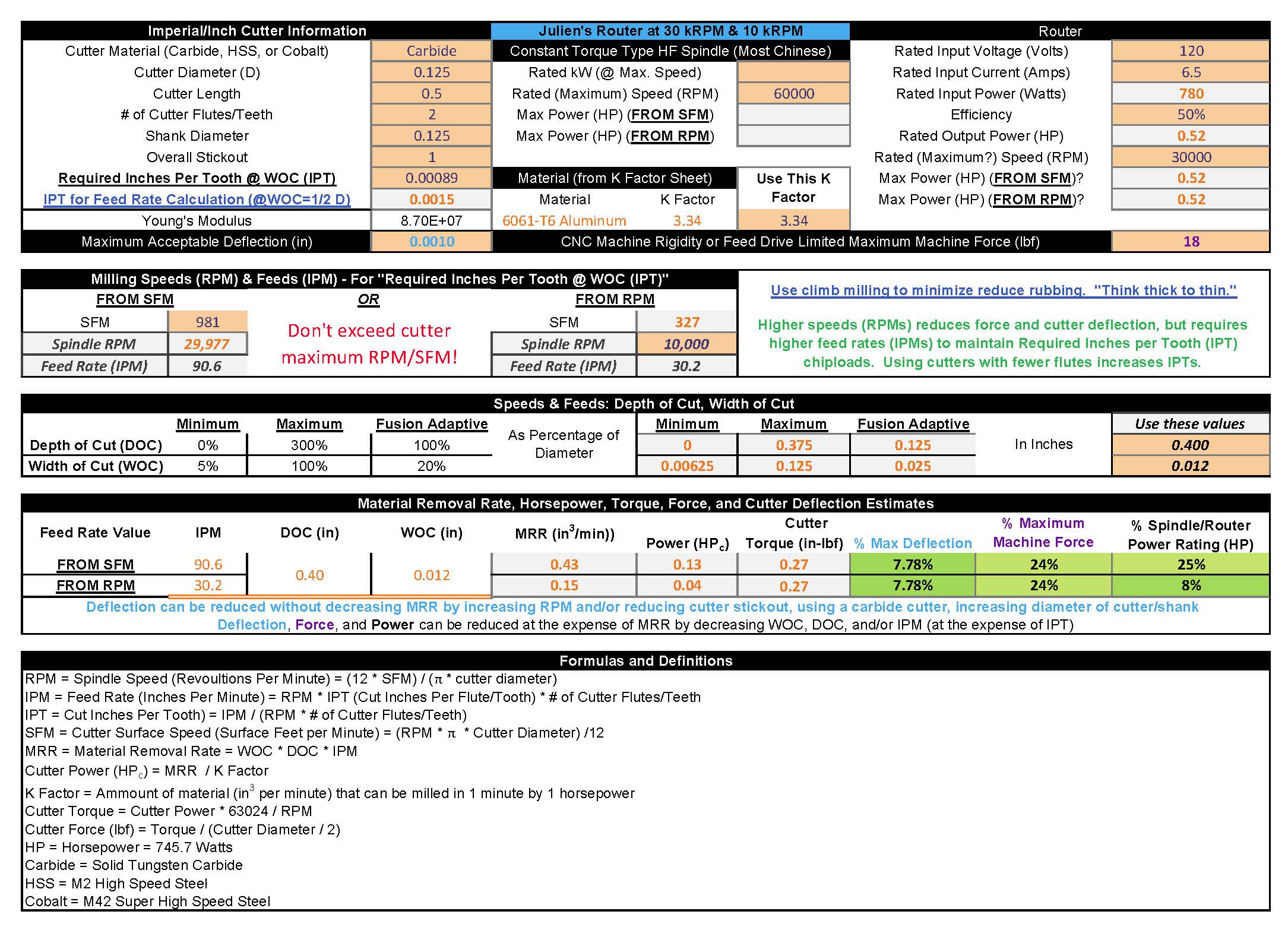
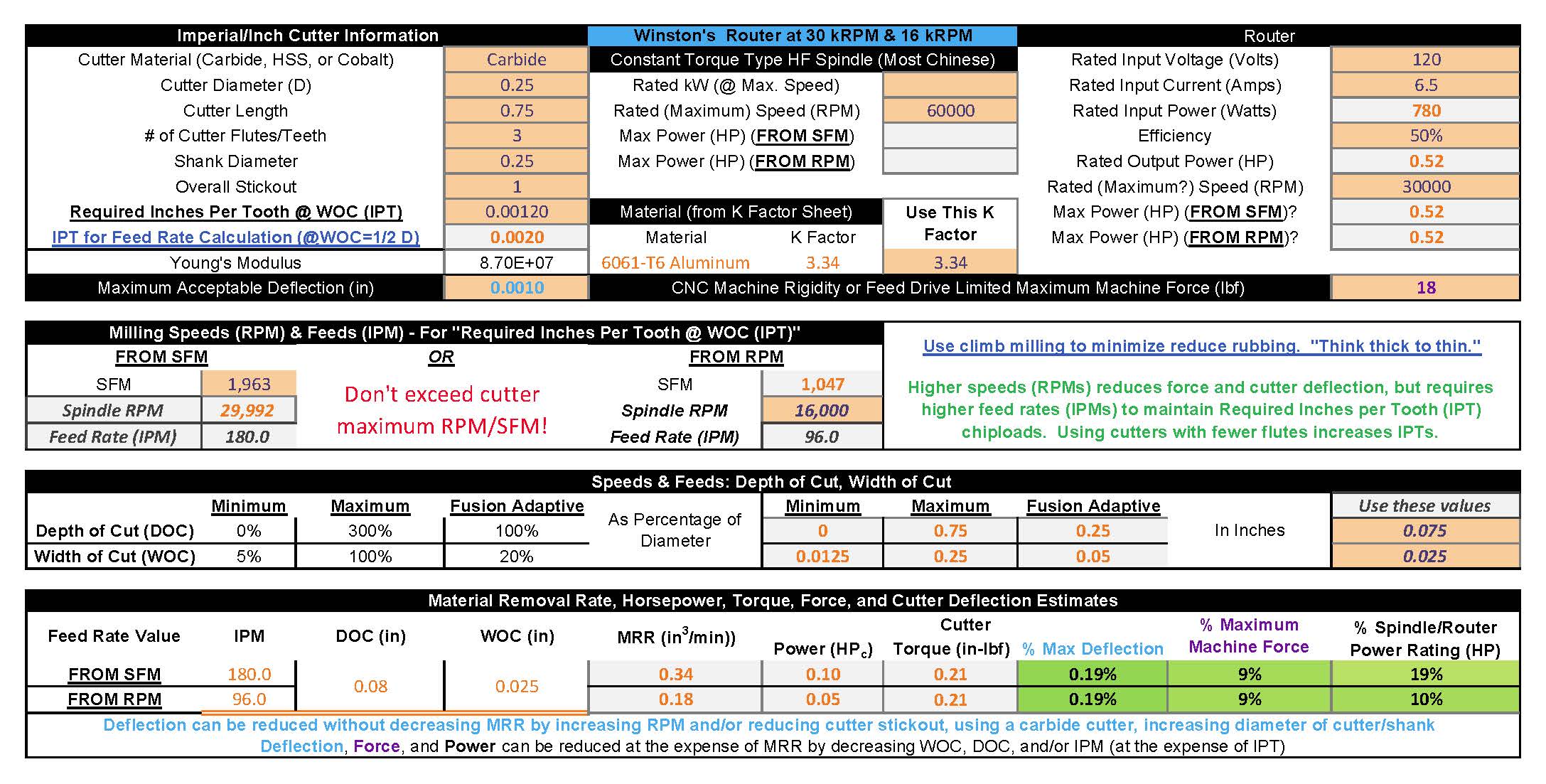
" I follow @Vince.Fab threads religiously, so there is no question that pushing the RPM & feeds can result in spectacular results." I used the calculator Julien, Winston, and Vince.zip (149.9 KB)
to compare what Vince should be able to do with his new HF spindle to what you and Winston posted. Here’s the results:
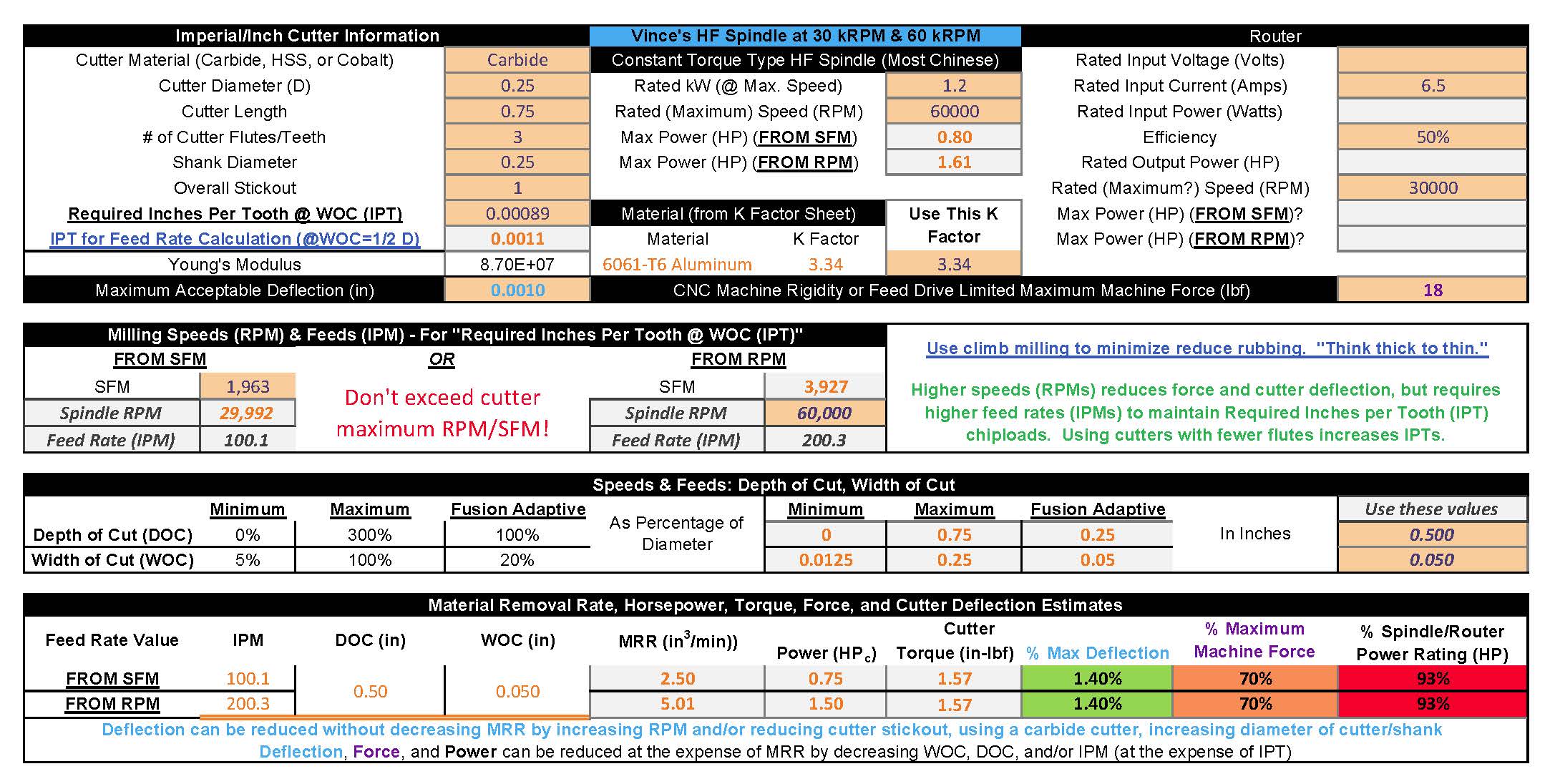
It’s doubtful that a standard Shapeoko could handle the forces necessary for Vince’s 2X diameter cuts, but his heavily modified one might. It looks like that machine doesn’t rely on the Z and X axis V-Wheels.
“In what other situation/toolpath would you use the 300% DOC limit you recommend ?” Cutting soft stuff with small WOC and chiploads. Like you would with a router table.
“Using anything above 50% while slotting in e.g. oak sounds scary to me (from past tests), but then again I was probably using wrong RPMs at the time, so I definitely want to give it another go at higher RPMs now” Please make sure you have the oak well secured both horizontally and vertically - even axial forces can get huge! If the workpiece comes loose, it could do some real damage because of the high speeds and inertias involved.
"if this is such a clear-cut case of higher RPM is better as long as you keep the chipload above a minimal (0.001") value, why does EVERY feeds & speeds guideline out there (Carbide3D’s table, Winston’s videos, wiki…) recommend RPMs in the lower 10k-18k range, and with chiploads that more or less match what I have in my table ?" Manufacturer’s speeds and feeds likely show what the cutters are capable of doing - i.e. their maximums - which increase with cutter diameters. (Is any info available for Carbide Motion’s endmills? - maybe they aren’t safe to operate at the higher RPMs) You’ll have to ask @WillAdams about Carbide3D’s table, Winston about his, and Bob Warfield about his.
"why does using higher chiploads at lower speeds also seems to work to keep the cutter cool ? I (like many others) have had nice cuts in plastics going at min RPM, low flute count, and feeding fast (i.e. using high chiploads). And successfully cut hard woods at “high” chiploads with no noticeable heating of the cutter. I don’t deny this might not be the right way, but why does it work, if it’s supposed to generate heat and heat buildup on the work piece?" Maybe because the MRRs are so low that negligible heat is generated?
"why would it be a such a widespread recommendation to keep cuts relatively shallow on hobby CNC machines it is wasn’t right ?" Beats me!
"p.s. : I am not trying to argue forever, this thread is long enough as it is, but now that we are debating this (and that I’m learning so much in the process!) we might as well get to the bottom of things, and I hope to end up with a conclusion that my fellow Shapeoko freshmen can apply in day to day casual/hobbyist use. I couldn’t agree more (except about the thread being long enough as it is). Again I’m certainly no expert on this stuff - I’m still just trying to understand it myself. I appreciate any and all feedback. I didn’t realize that we were arguing!