Unfortunately, the software would probably start the pocket from the middle or somewhere else, not from the sides. There is no way of editing the toolpath in CC and it is often a surprise as to where it will decide to start but you can see it on the preview screen.
If I understand what you’re saying you want a roughing/clearing operation and then a full depth finishing pass — if memory serves, I did that in this project:
@gmack: yes, that was clear, and my point (as well as @luc.onthego’s) is that this will require jumping through hoops in CC. If even cutting a simple pocket requires to double the time spent in CC to create additional geometry, create a 2nd toolpath, fight the very simple and non-configurable toolpath generation logic (e.g. where it starts from), then it is unrealistic to expect the majority of beginners to do it
Currently trying to figure out if it’s worth doing an adaptive path down the middle of a rectangle or if a pair of ramping paths connected by arcs would be workable.
@Julien
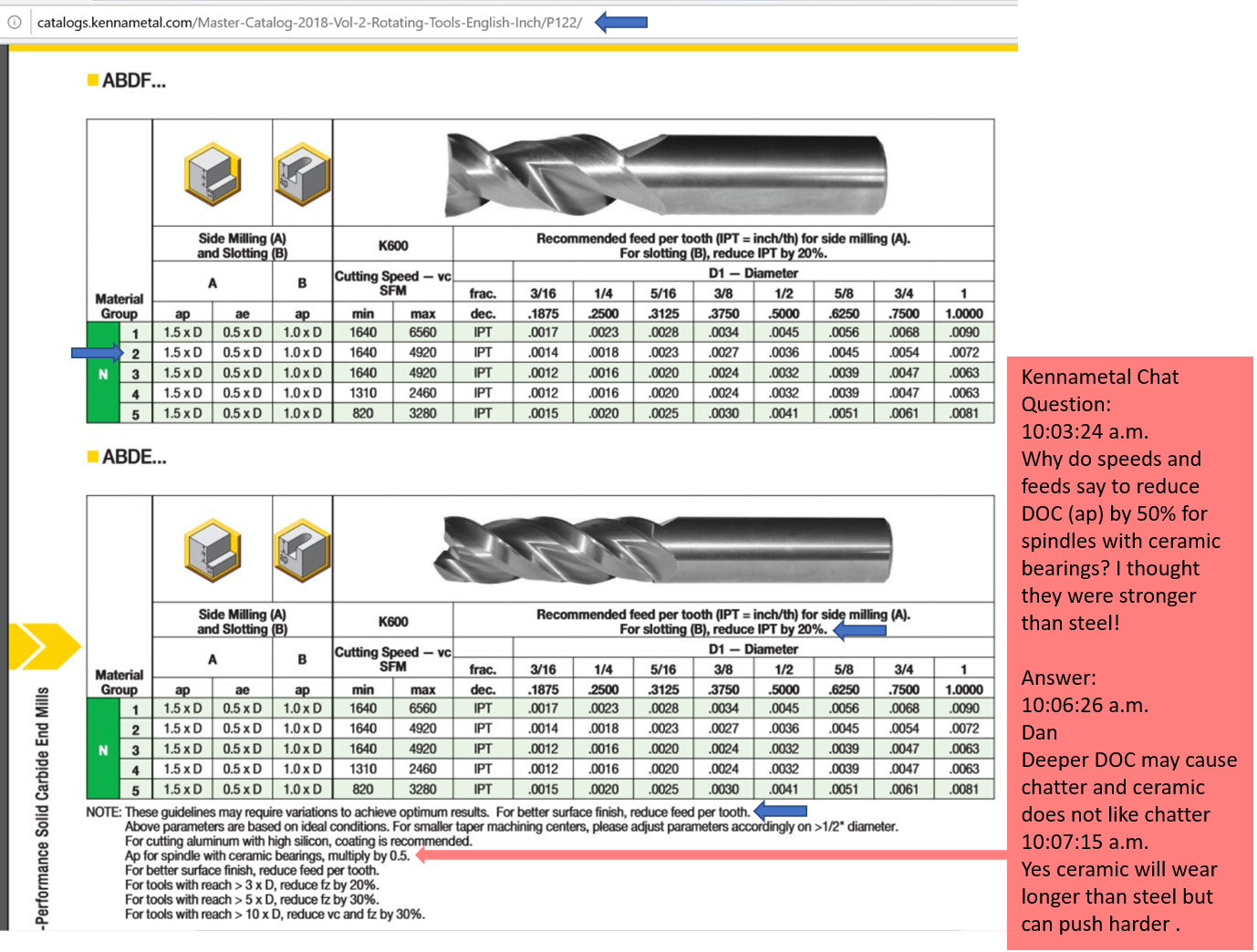
" max chiploads : yeah manufacturer recommendations are relevant as far as the endmill is concerned, but practical limits once it is installed on a Shapeoko are lower, from my experience." That’s what the worksheet is for!
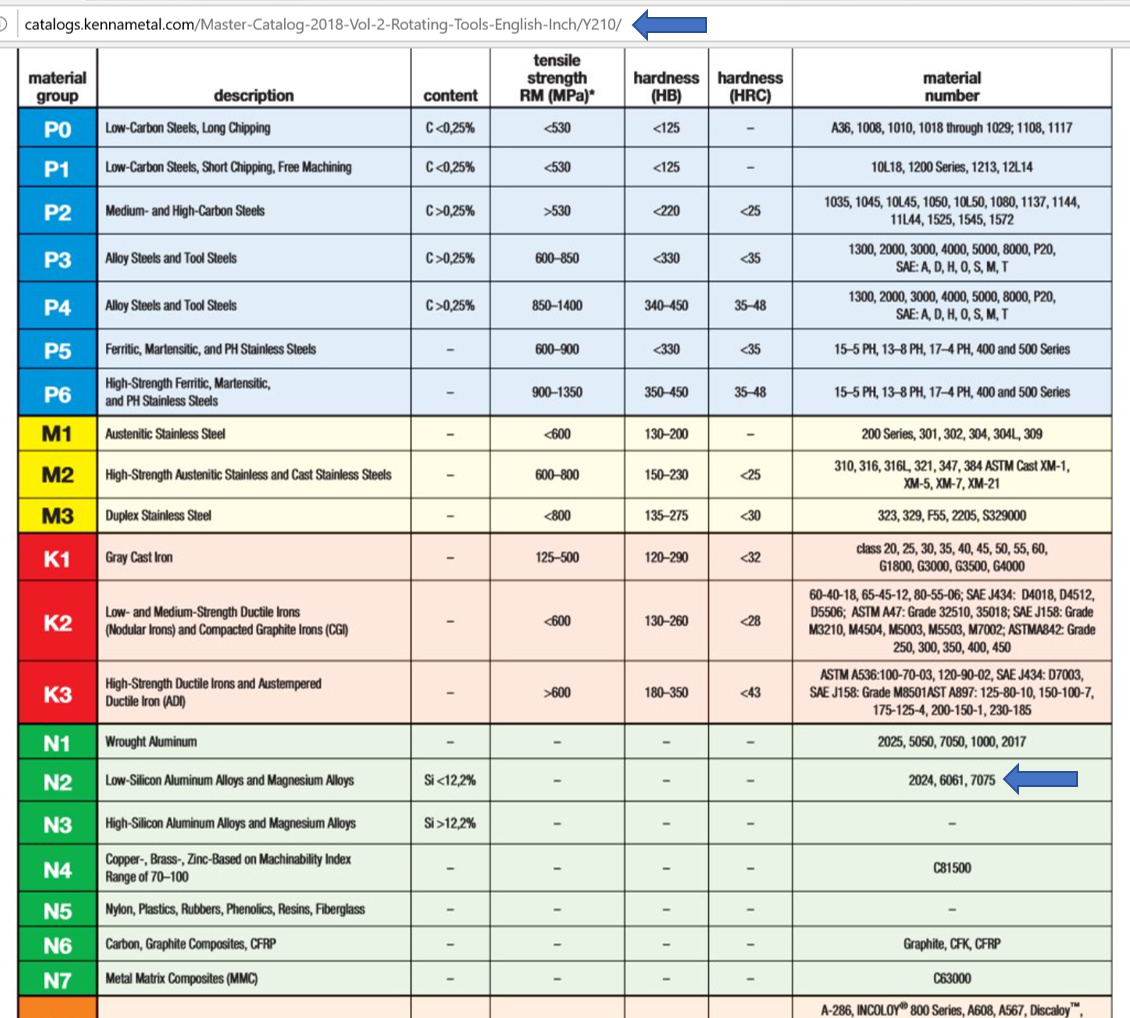
" Just now if I google “chipload recommandation” and open a random link (e.g. this one), it tells me to use a 0.004" chipload for a 1/8" endmill in aluminium. Nope, I am probably not going to try that. Funny story: this same PDF has this statement that you wouldn’t like: “ Your goal is to select the lowest RPM possible for each application ” Here’s much more reasonable and useful endmill manufacturer’s speeds and feeds guidance (maximum chiploads) for the endmill “used” in the latest workbook that I posted.
" worksheet : your version gets better every day, I would really like to include it as is in the e-book as a reference calculator at the end of the feeds & speeds chapter, along with step by step description/instructions on how to use it (because let’s face it, if a total newbie opens it for the first time, or any other similar calculator for that matter, it will look daunting, while in fact you only need to play with ~4 inputs)" IMO the worksheet would be the best way to teach how to use a CNC Machine - Walk through it step-by-step? I’m not a training guy though!
" English What I wish people did is correcting my mistakes, but no one wants to be rude so they don’t. Everybody please don’t hesitate to correct my (recurring) small mistakes, I will be grateful not offended!" Microsoft Word only indicated that you need a comma after “rude”. I would have just said “English is not my native language, so I’d be grateful if everyone would help me improve my language skills.”
@WillAdams
Yup - Thanks! Defining the center of the workpiece for CC’s two toolpaths looks like it should work just fine if it generates the GCode properly. I.E. A small centered pocket with 3 passes at 100%D DOC followed by the larger concentric pocket at 300%D DOC.
OOPs I didn’t realize that your speeds and feeds were integrated into CC!! Sorry!!
Yes this is a workaround for CC and it requires CAMotics, not something the average Shapeoko user will do for a random project. Very few Shapeoko owner use that software and requires to learn something else. If CC is going to Pro, the toolpaths options will have to be improved within the software. As we have discussed, having access to these toolpath strategies within CC would increase the power of the Shapeoko for the average user.
CAMotics is a GCode visualization tool. In fact I made a mistake because I think that @WillAdams is doing this inside his box generation tool. I’ll let him chime in but it is not in CC.
I just used CarbideCreate to do it as I described. I’d probably do it the same way in VCarve!
Update: VCarve pockets start from the center too. So, the same approach has to be used with it.
Well I suppose it does not hurt to mention this workaround to the lack of helical ramping with CC, then people will have a choice whether they like to invest a bit more time in the design to put themselves in the optimal cutting configuration, or take the shortcut to do regular shallow pocketing, or upgrade to a CAM tool that will make this easier for them.
I think we have reached the closest thing to a consensus we can get from this thread, I will rework my feeds & speeds section accordingly, it will probably not get all the votes but hopefully it will be a good enough baseline to be useful on the path to learning CNC on the Shapeoko. I will definitely write a step-by-step (or in this case cell-by-cell) walkthrough of the worksheet and include that too.
Absolutely not ! Sorry if this is what the tone of my post conveyed, and re-reading it I can see how it could be understood that way.
What I meant is, at this point I need to take a step back and write down what I think could be a good “averaged” version of the various opinions/approaches, that is good enough to provide some value to the newbies. It’s not going to be perfect, I am in no position to teach anything to anyone, for sure it will still evolve as my understanding of all of this improves and as I re-test it more thoroughly, but I need to get a v1 out, if only to preserve my motivation.
By all means please continue to provide insights on this topic, it’s been a great learning experience.
On my side, I will report later when I do test cuts and have issues matching theory and practice.
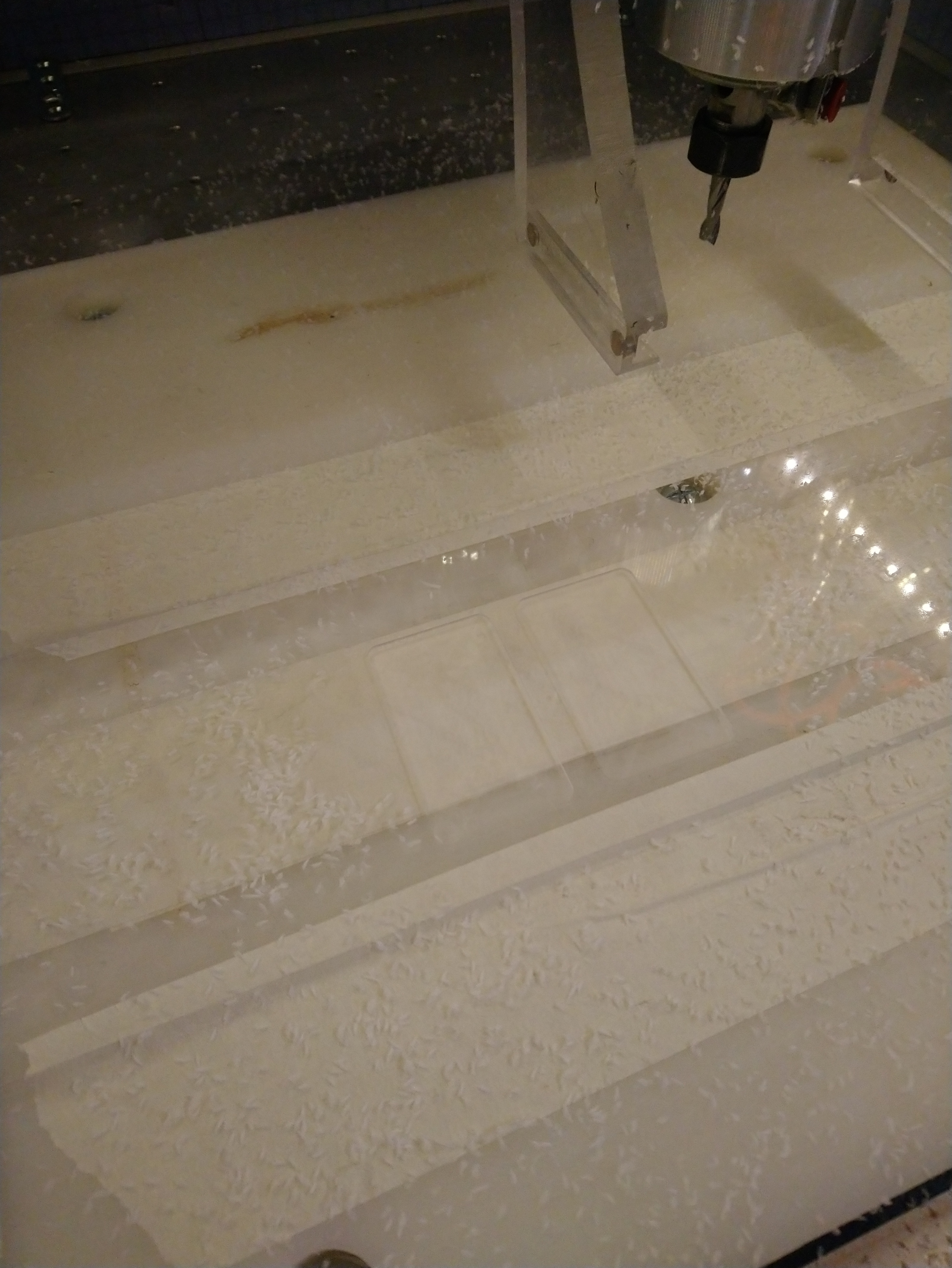
And then again I am installing my spindle over the week-end, so I may disappear down this rabbit hole for a little while.
By the by, I forgot to post it earlier but I retried cutting the pocket in acrylic that was perfectly clean at 25.000RPM/100ipm (on the left), at 10.000RPM/40ipm (e.g. same chipload, on the right), still 0.04" DOC, and the result is identical (perfect edges, clean chips, no melting):
This got me thinking, after I did more tests in HDPE today with a 2-flute 1/8" endmill, and saw this:
0.002" chipload at 25.000RPM / 100ipm worked fine (as previously discussed)
0.002" chipload at 10.000RPM / 40ipm was bad, borderline melting, with stringy chips.
when I used feedrate override to 200%, I got clean chips again. Which means I had to push chipload to 0.004".
These two settings giving correct cuts have a x2 difference in chipload value, but have nearly identical MRRs. In the end, isn’t MRR what matters to remove heat (cf. your statement above) ? And then it would not really matter whether the material removed is by lots of tiny (0.002") bites per minute, or half as many larger (0.004") bites.
Of course there would still be the matter of higher forces for lower RPM, but in soft materials like HDPE it probably makes very little difference.
It seems likely that the increase in feed rate from 40 IPM to 80 IPM is what stopped the melting. I’ve used up 200 IPM in wood on the Shapeoko (even less likely to burn/melt).
Single flutes really shine in heat sensitive materials due to the much larger chipload you can take without increasing the overall load.
I ran 3lbs of descaled hot rolled steel through the Nomad last night for drag truck wheelie bar brackets.
5krpm 0.125 4 flute
Adaptive around 0.001ipt, 0.005 axial/0.010 radial
Bore at 0.005 ipr
Full width contour slotting 0.250 deep in 0.005 steps, 0.00075ipt
Wd40/synthetic/alcohol mix running wet and also gives clues on heat build up/input
All based on minimums and increased loads based on machine performance realtime.
@Julien and Others?
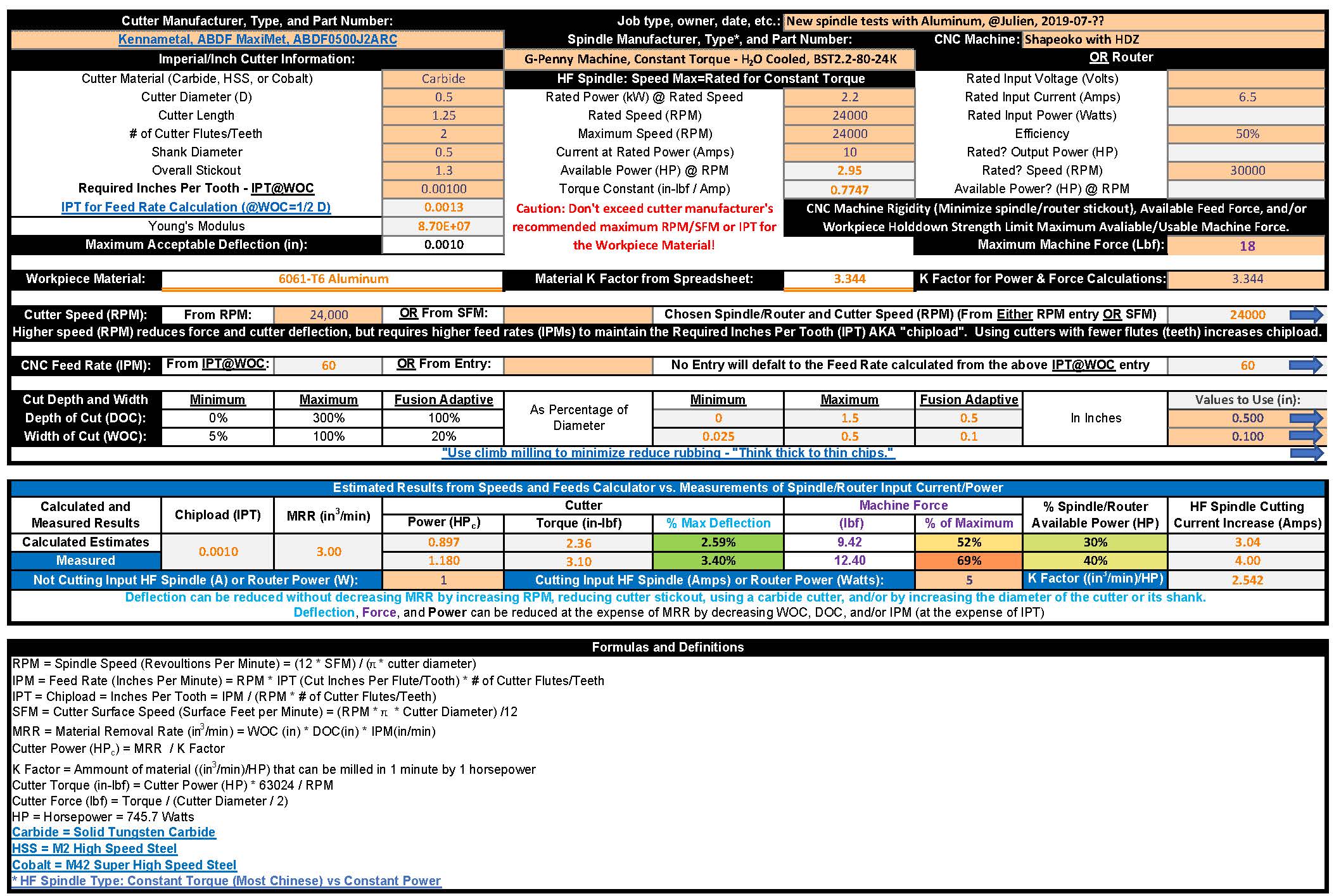
I tried to make the workbook more user friendly and useful for logging results. 2019-07-13 Speeds and Feeds Workbook.zip (142.1 KB)
Your new HF Spindle’s VFD should allow you to monitor the current into the spindle. Since the speed of the spindle is determined by the frequency of the VFD’s outputs, your speed setting should be pretty accurate. Since spindle power is proportional to speed and torque, and torque is proportional to motor current, spindle power can then be calculated by monitoring motor current. Entering spindle current input when not cutting and when cutting onto the worksheet thereby enables it to calculate the net cutting power and actual K Factor for the material as shown here:
Saving those worksheets could provide more accurate K Factors (for everyone?) as well as a basis for recollection and comparison with subsequent operations (to determine if something has degraded/improved).
Fully agree that single flutes help, and I had convinced my self earlier about this by testing it, and thought it was because:
it allows to reach a higher chipload for a given RPM+feedrate combo
it’s optimal for chip evacuation, therefore less chances of recutting, therefore less heat?
However earlier in this thread there was no agreement whether thicker chips took away more heat, compared to a larger number of smaller ones (max RPM+ FR set to get 0.001" CL, @gmack’s approach)
This random scientific paper about cutting super hard metal, highlights that higher chiploads mean more heat:
So I’m back to believing that short of removing very thing chips very quickly, removing larger chips slower is a good “workaround”, that compensates for the increased heat ?
So one more confirmation that the [0.0005" to 0.001"] minimums are relevant, and that wide and shallow also works (your contour/slotting cut)