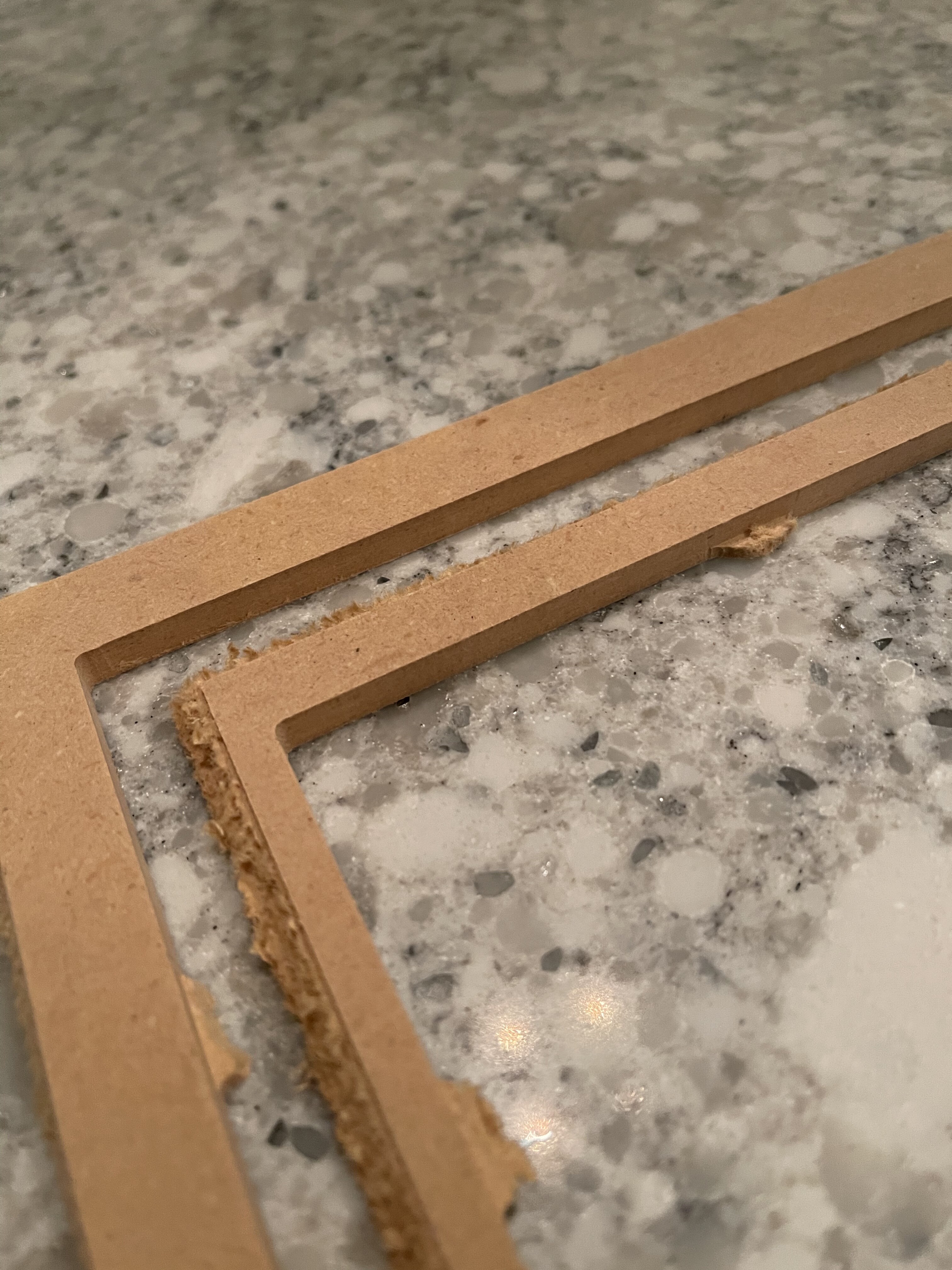
Major newbie here and really struggling. My machine bit seems to “walk” on one side of my design. This has been a repeated issue over several tests. On the left side, it cuts flawlessly, but on the right, it seems to walk and cut in a stair-like fashion. So if you look at the photo, you can see one side is cut perfectly and no indication of passes but the other side looks shredded and each individual pass can be seen and is around 0.5mm off. Any thoughts on why this is happening? I would be so eternally grateful for any help.
Post your file so we can look at for F&S and DOC. You can simply copy and paste it in the reply window or use the button at the top of the window that looks like a bar with an arrow on it. You simply hit that and navigate to your c2d file and it will upload. If it is too large then put it on google drive or equivalent and post a link here. Most c2d files are not that large.
Also mention what kind of machine you are using. SO3/4/5 Pro/HDM
Were these 2 sides of the same cut? i.e. Is the smaller piece the offal from cutting the larger piece?
I’m wondering if the difference is the direction of cut (Conventional vs Climb cutting)??
Belt tension (see the relevant step in your instruction manual, e.g., Getting Started with Carbide Machines) Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues. Also, belt tension for the Y-axis stepper motors needs to be even/equivalent on each side — a significant difference can cause skipping on one side eventually resulting in lost steps on both. Measuring belt tension, squaring and calibration
A good video overview on setup:
Ensure that all screws are in place and secure, esp. on the linear rails on a Pro.
I would say the result is “stepping”, and the behavior is called “lost steps” — ideally, this would happen so rarely that there wouldn’t be specific terminology for it.
To add to the above:
(for HDZs, and HDMs, and SO5 Pros) check that couplers between the motor and ball screw are secure
Also verify that all wiring is in good condition and all connectors are secure, and that all wiring leading into connectors are properly in place.
I agree. 2 votes up for offal. Flotsam would also have been a good word, but it would have been incorrect usage.
But seriously folks . . . did the OP possibly do a single-pass full-depth slot cut using a 4-flute endmill? Clogging up and leaving no room to eject the detritus?
EDIT to add . . . on the first cut, the bit had solid material on both sides of the slot. On the second return pass, the bit had solid material on one side and a thin leg of the “L” on the other, which was repeatedly pulled into the bit and flapped back and forth leaving a ragged edge.
It’s not just a ragged edge. You can visibly see where each pass was. And no, I didn’t do one single pass. There were probably 5-6, whatever carbide 3d calculated.