I’m back out in the shop and tried to reverse the settings that make the vfd drive by the cm board, when I hit run, the spindle goes straight to max rpms  .
.
remember the jumper you had to change… change that back 
I did, it’s on he rightmost 2 pins. I checked Julien’s post for all the parameter settings and made sure they were all the same besides 001 & 002 which I have set to 0
That’s typical for 240V circuit in the US (“hot " to “hot”). You’d only need the 4th “neutral” wire if you also need 120V (between one of the “hots” and “neutral”.) But you need to have a good “ground” input connected to your VFD along with the two 'hots”. Use 3 conductor cables from your VFD to the breaker box/service panel. IMO, you shouldn’t need any filtering or shielding as long as you keep all of the power cabling (and the VFD) away from and preferably perpendicular to other cabling and other electronics.
IMO, you should disconnect the VFD from the Carbide board and use the VFD controls instead - at least until you get things working properly. I.E. “Walk before you run” and/or keep walking".
1 Like
I ran a 3 wire straight from the panel to the outlet, my shop is grounded, metal building and the receptacle box is bolted to the steel framing, theres a ground wire screwed into the receptacle and is twisted around the ground ran to the panel and then is connected to the outlet. Now… I ran a separate 4 wire line to a new outlet to utilize the neutral hoping it would help. I have the 16/4 wire coming straight out of the spindles over the machine, back to the vfd totally away from everything else. I do think you’re right and I am trying to run the spindle from the vfd but when I hit run, it jumps to 24k rpm and is unresponsive to the dial.
I do want yall to know, I check this forum almost daily at work lol and I appreciate yalls help tremendously.
I changed pd003 to 50 and that made it come on at 3000rpm but is still unresponsive to the dial
Factory setting for PD003 is 0.0 (says the manual)
And you seem to be in “digital operator mode”, do the up and down arrows do anything ?
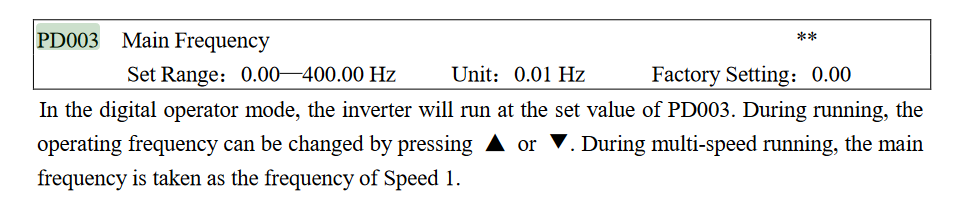
Yes you can change the frequency with the arrows, any idea how to go back?
The manual is clear as mud, and I can’t remember (last time I used that dial knob was ages ago)
I would set PD003 to 0, and increase RPM manually from there, it’s good enough for the sake of the test you want to make right now (checking whether the spindle/VFD alone, unconnected via PWM to the controller, causes the disconnects)?
The only right way to connect power to the VFD is with a 3 (or more) conductor cable (or conduit) with all of the conductors going through contacts in the same connectors all the way back to a properly grounded service entry panel. Doing otherwise, or connecting neutral (rather than ground) to the VFD’s ground would be problematic, unsafe, and a serious violation of the NEC.
If I wasnt clear, the first time around I used 2 hots and a ground now I have 2 hots a neutral and a ground, never connected a neutral to the ground.
So, I removed the 2 wires connecting the vfd to the cm board. I flipped on the shapeoko, homed it and then turned on the spindle with the vfd, and it disconnected… I didnt even get to run gcode. I can send pictures of everything if that may help? Seems like grounding the frame may be a next try? Where do yall ground it out at? Frame screws to the steel frame of my building?
Do you have a separate power circuit feeding the Shapeko? Is it, or does your computer, connect to ground (have a three prong plug)?
1 Like
I had it plugged into a power strip but moved it directly to the outlet. The outlet is grounded and the shapeoko and comouter both have a 3 prong plug. I only moved the shapeoko plug to the outlet though. I turned the machine back on, manually turned on the spindle with the vfd and tried to run toolpath. Made it about 15 seconds before disconnecting
Have you tried running the 3 or 4 conductor power cable feeding the VFD directly back to your service panel? How is your service panel grounded?

This is directly ran to the panel, the shop is grounded with a rod outside, as well as back to the main panel.
I would recommend shielded VFD to spindle cable, with drain wire grounded (one side only) as well as EMI input filter on VFD main line. The high frequency switching in the VFD causes a lot of noise on the main line.
Edit:
Videos of EMI demostrations:
2 Likes
Would it need to be a 4 pole emi filter?
That connector box (and likely all of your other metal outlet boxes) is probably electrically connected to your conductive steel building/frame with it’s mounting screws. So, your building/frame is literally a huge ground loop. Ideally (as is generally the case) there would be a single point ground at the service panel for all circuits. Try removing all of the mounting screws and all other outlet box and conduit mounting screws into steel on that circuit (after disconnecting power)?
My ignorance in this case may be causing all of this? I thought I wired my shop correctly  . Since the flexible conduit is attached to the box and panel, and the ground is attached to the receptacle box, could I remove the ground that is attached to the receptacle box and achieve the same result?
. Since the flexible conduit is attached to the box and panel, and the ground is attached to the receptacle box, could I remove the ground that is attached to the receptacle box and achieve the same result?