looks almost certainly like a mechanical thing… can be belts or vwheels or …
first order check is to, with the machine on but router off, see if you can wiggle the bit in the router by hand with some reasonable amount of force applied. If there is wiggle… there shouldn’t be
So then systematically check all the v-wheels and belts etc to see where it comes from. the direction of wiggle often gives a hint as well which axis/etc to look at.
@BrokenEndmill The initial plunge is in the opposite corner. I’ll take a look at cutter deflection. That is where the cutting tool itself bends when biting into the material, correct? Could a 3/4" mill like that bend that much in MDF?
@RichCournoyer I’m leaning towards x belt tension, I’ll take a closer look at that (and the rest of the machine) in a systematic way like @fenrus suggested.
@WillAdams Thanks for the recommendations and further reading. Once I verify the mechanically sound part, I’ll try to address it with toolpaths.
I have an XXL with a standard Z installed. The machine lacks any notable rigidity on the Z axis. I can press my bare finger against a very sharp endmill, and easily deflect the cutter. The whole Z assembly deflects visually. This requires very careful consideration when doing rest machining or similar operations on inside corners, say profiling with a .25" and rest machining with a .125". Corner compensation, minimal step over and step down ect.
@Lowbrowroyalty Interesting, I would not think this machine would deflect that much. I am not seeing that kind of motion in mine, but I’ll keep an eye on it.
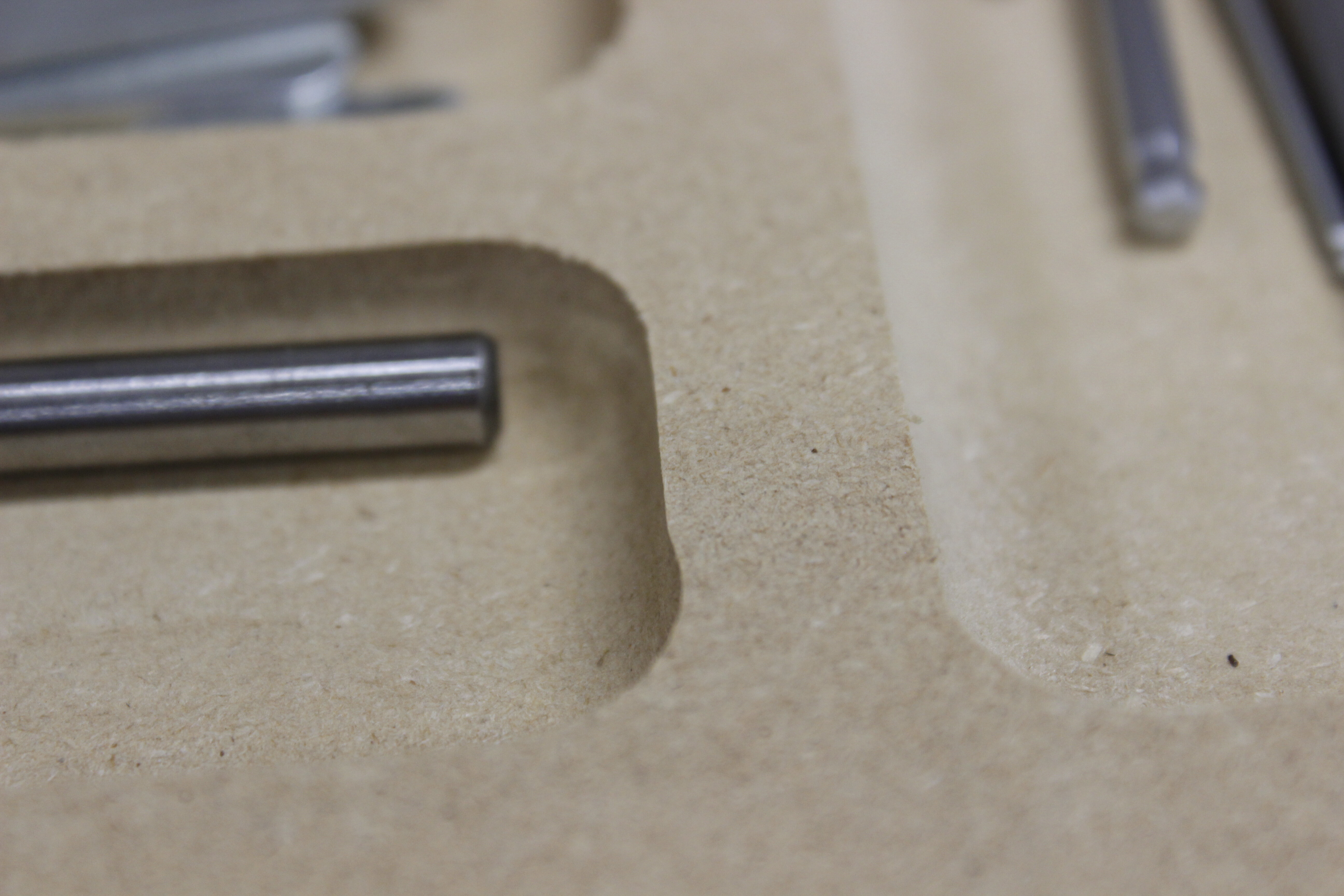
I tightened up the X axis belt and ran another pocket operation at 35, 52.5, and 70 IPM. I am still seeing the indentation in the lower left corner, but it seems to diminish (but not disappear) at lower feedrates.
As mentioned above be sure to check your vwheels too. It may or may not have anything to do with it, but tightening vwheels is always a good thing anyway. I like them just tight enough that if I rotate them by hand, the carriage moves.
Could just be my machine. But it does have 8 v-wheels, and a relatively thin steel structure making up the Z-axis(original belt z), all of which seem to contribute to its deflection. I wouldn’t say there is anything wrong with it, its a light weight and reliable design, and hasn’t caused me much fuss. I just wanted to point out that even with well sorted mechanics, this type of error still can take place. When I follow up a full width profile pass with a finish pass that will encounter inside corners, I take the machines limitations into consideration. If not, my corners are often over cut, and bores out of round.
This is a good point. It’s going to take me some time and experience to get a feel for the machine. I’m still new to all this, so there is a ton to learn. Thanks for the perspective.