Is there a way to use REST machining in an Advanced VCarve or is this something being worked on? Can you do multiple RESTS to accomplish this? For instance, can I use the 0.250 to clear, 0.0625 to clean out and then use the 60 degree to do the remaining? Is that possible with 2 RESTs in the same toolpath group???
1 Like
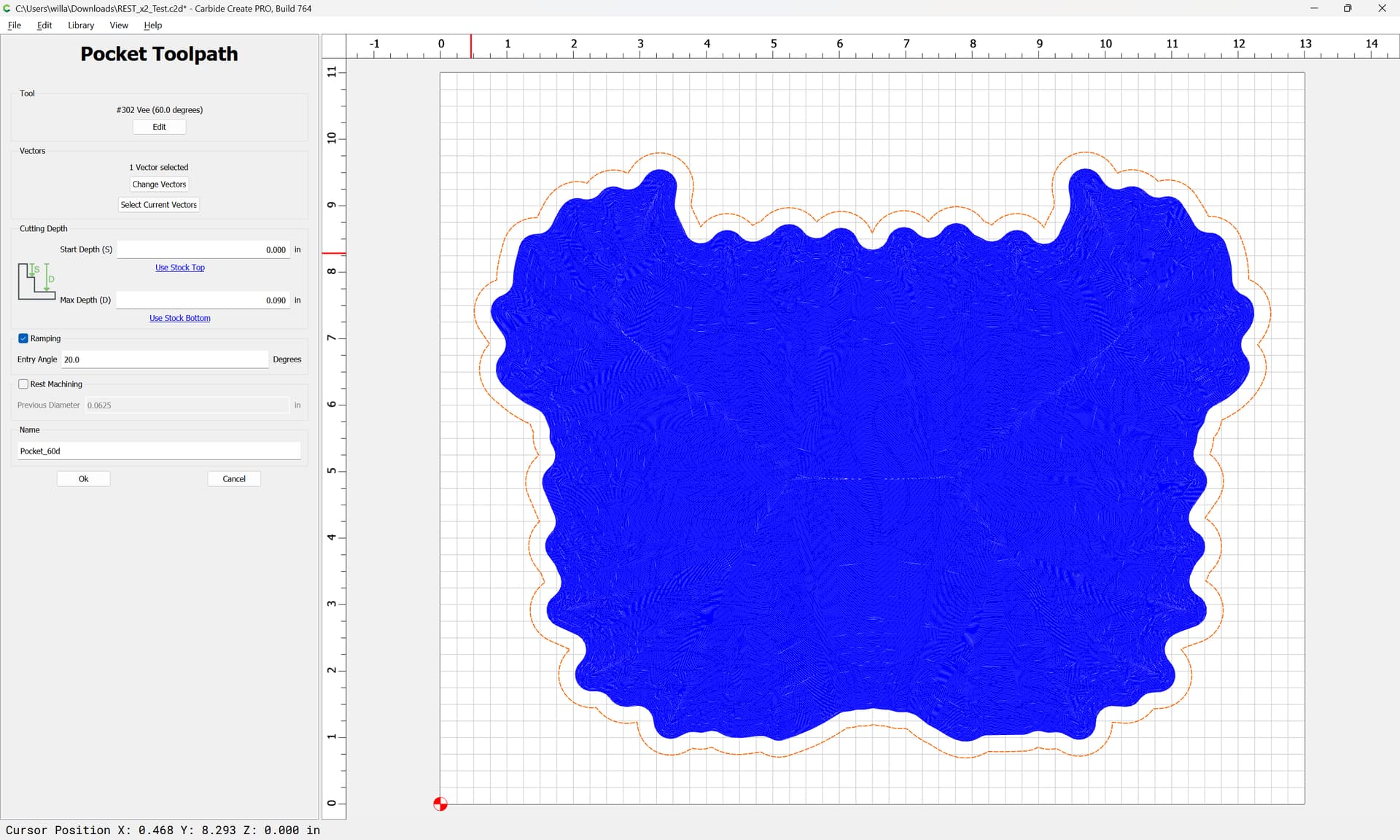
Tried the above in the file below and the 60 degree says “Empty Toolpath”? Any suggestions?
This may not be the best way to cut this, I am just testing this method
REST_x2_Test.c2d (1.0 MB)
It does not work to use a V tool for a Pocket toolpath because whether or no it will fit is calculated based on the overall diameter, so if for example one maps it to the surrounding geometry (after disabling the other toolpaths) one gets:
If one insets the V carving geometry then one can use REST machining with that, but usually the resultant cutting of both sides of the inset geometry precludes any actual savings.
1 Like
Has anyone requested or see the advantage of rest machining in the 3d toolpaths? Then you could use say an 1/8 ball mill to finish and then use a 1/32 ball to just get the small detail without having to cut the entire surface again.
I have drawn in geometry around the sections I would like more detailed and use that area to define the 3D finishing pass rather than the full model. It’s a little tedious but you can draw as many regions as you want and use a single toolpath.
If you have a “flat” image of your 3D item maybe you can use the trace feature and then offset slightly outside to speed the process rather than creating a bunch of poly lines.
2 Likes
If you want to save time on this, use a Big 90 V-bit. Amana Tool® Item #RC-1141
1 Like
REST machining is beneficial for 2D or 3D milling. The time saved in down stream cuts can be significant.
1 Like
This can be done with multiple operations. I would recommend stepping down from 1/4" to 1/8" to 1/16"
And as Will mentioned, the boundary has to be offset by the width of the angled wall from the Vee bit.
The AVC is then executed without the pocket clearing tool.
3 Likes
Thanks. I see what you and Will are saying.
Do you happen to have any 3D (basic) programs you have written to maybe understand the 3D methodology in this REST programming? I have watched the training and I understand the concept but I learn by seeing and reverse engineering more than anything… lol. If you cannot share or will not share, I understand also! Just thought i would ask!
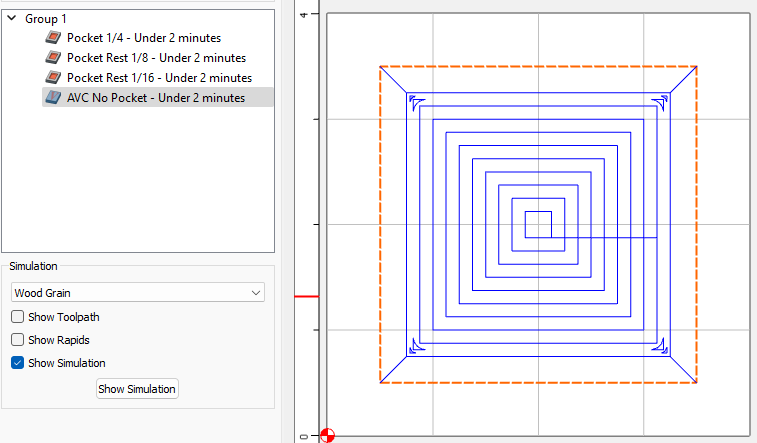
Here’s a really simple example of 3D rest milling.
Roughing is done by sectioning the part into layers based on Depth of Cut. Each layer is then offset inward by the Stock to Leave, and pocketed. This uses a 2D Rest milling strategy
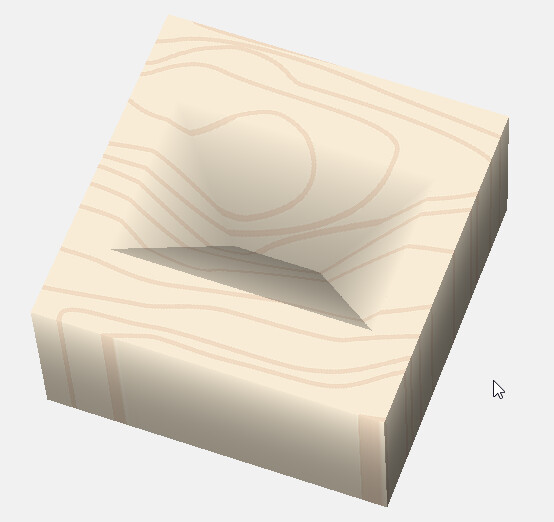
Finishing uses a Lace/Zig-zag/Raster path layed over the 3D model. So it only leaves extra material in the sharper corners where the larger ball mill can’t get. Use a smaller ball mill to clean out those corners.
3D model
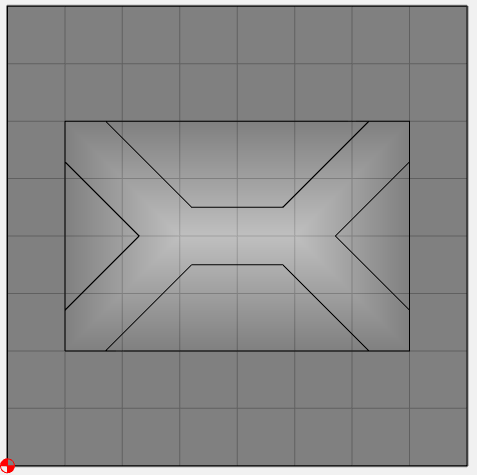
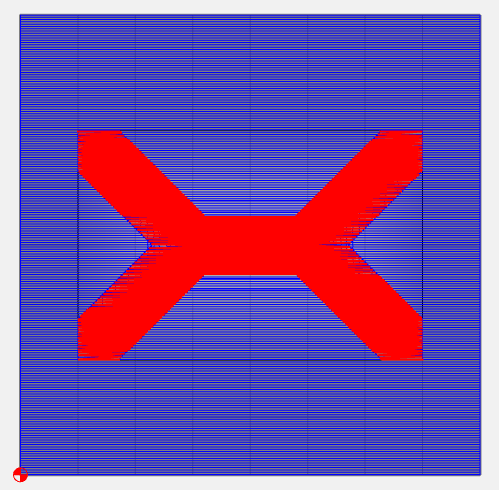
Design. The “X” shaped area in the middle is the boundary for the rest milling.
Toolpaths. Disable all but first path & simulate & enable one path at a time to see what gets machined in each step.
3D_Rest_Example.c2d (64 KB)
1 Like
I think you don’t need to edit the G-code, just turn off the pocket tool on the advanced V-carve.
Isn’t the desire here to use successively smaller endmills for the pocket so that the V bit doesn’t have to do the leftover clearing? The only way I know to do that is offset the geometry for the Vcarve and do a regular pocket for that with the larger bit and then use the smaller endmill and V for the advanced V carve inside that boundary.
I would do a series of regular pockets using Rest milling on the offset geometry, then do the Advanced V-carve without the clearing tool enabled on the original geometry & just cut the edges & corners.
If you use the clearing tool in the advanced v-carve, you would recut the whole pocket with the smaller tool wasting a lot of time.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.