I’ve had my Shapeoko XXL pro for 1 year now. Warranty is about to run out. There have been 3 breakdowns in about the last 6 months or so. I am becoming discouraged about the continuing problems now that the warranty is about over. Customer service have done their part in resolving the previous 2 problems . Now a third problem developed yesterday. I have made 7 of these projects using the same file over the last week. The file has 3 tool paths. Yesterday I made another one which cut good, no problems. Put another board on the machine, opened carbide motion using the same file. Started machine and went to the first tool path. Pocket cut with .05 depth per pass and max depth.50 . I realized that the machine didn’t stop at max depth and kept cutting. I stopped the machine. it had cut to.75. I went to carbide create and checked all the settings. All settings were right on . I checked and rechecked them cause I couldn’t believe what I was seeing. The problem gets weirder. I disabled the first tool path and tried the second tool path. This time when the cut started, it immediately plunged to.40 depth. Again I checked all my settings . All good
Is your bit slipping in the collet perhaps. I recently had that issue after having used the machine for over a year and having a regular workflow.
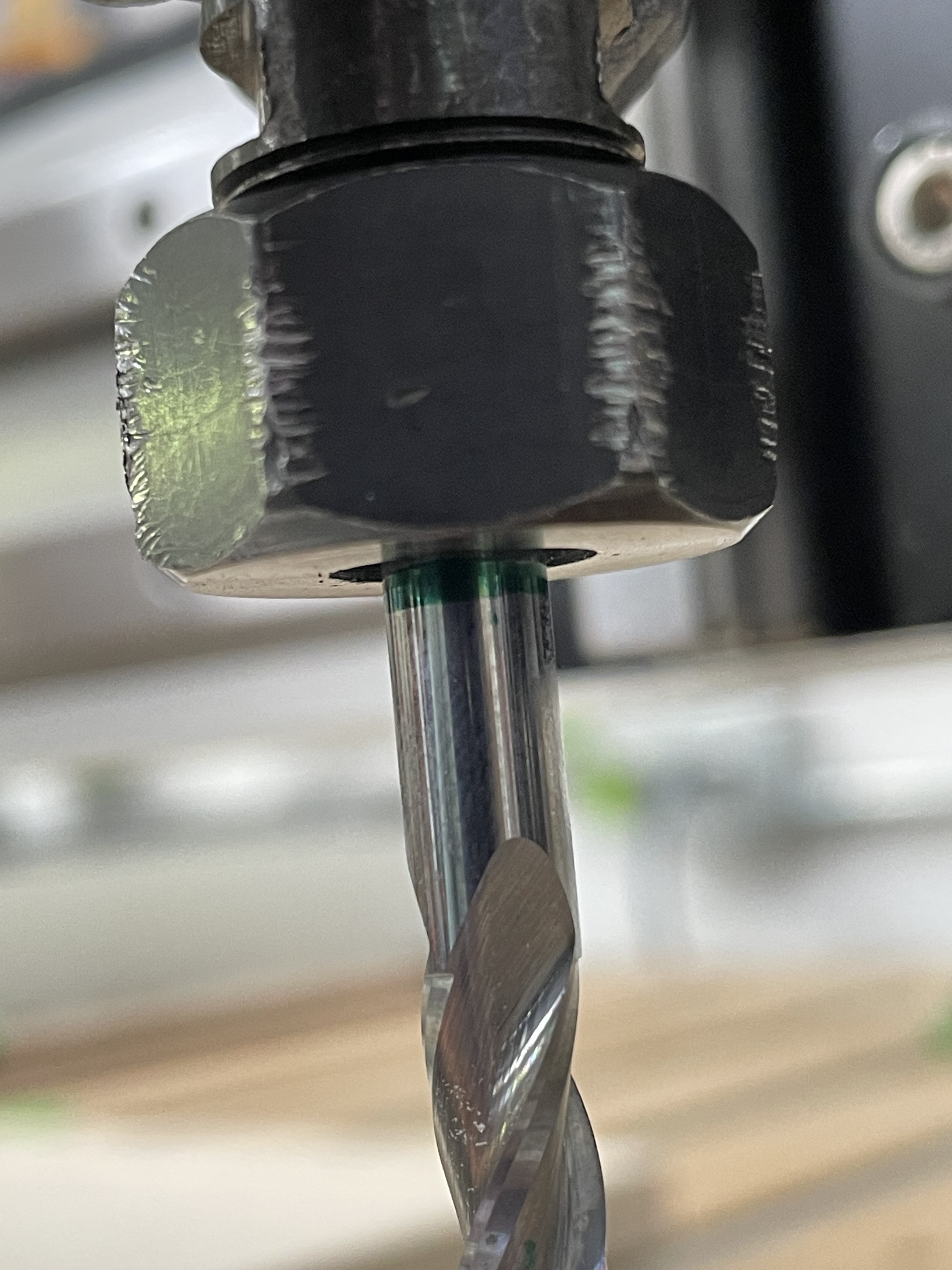
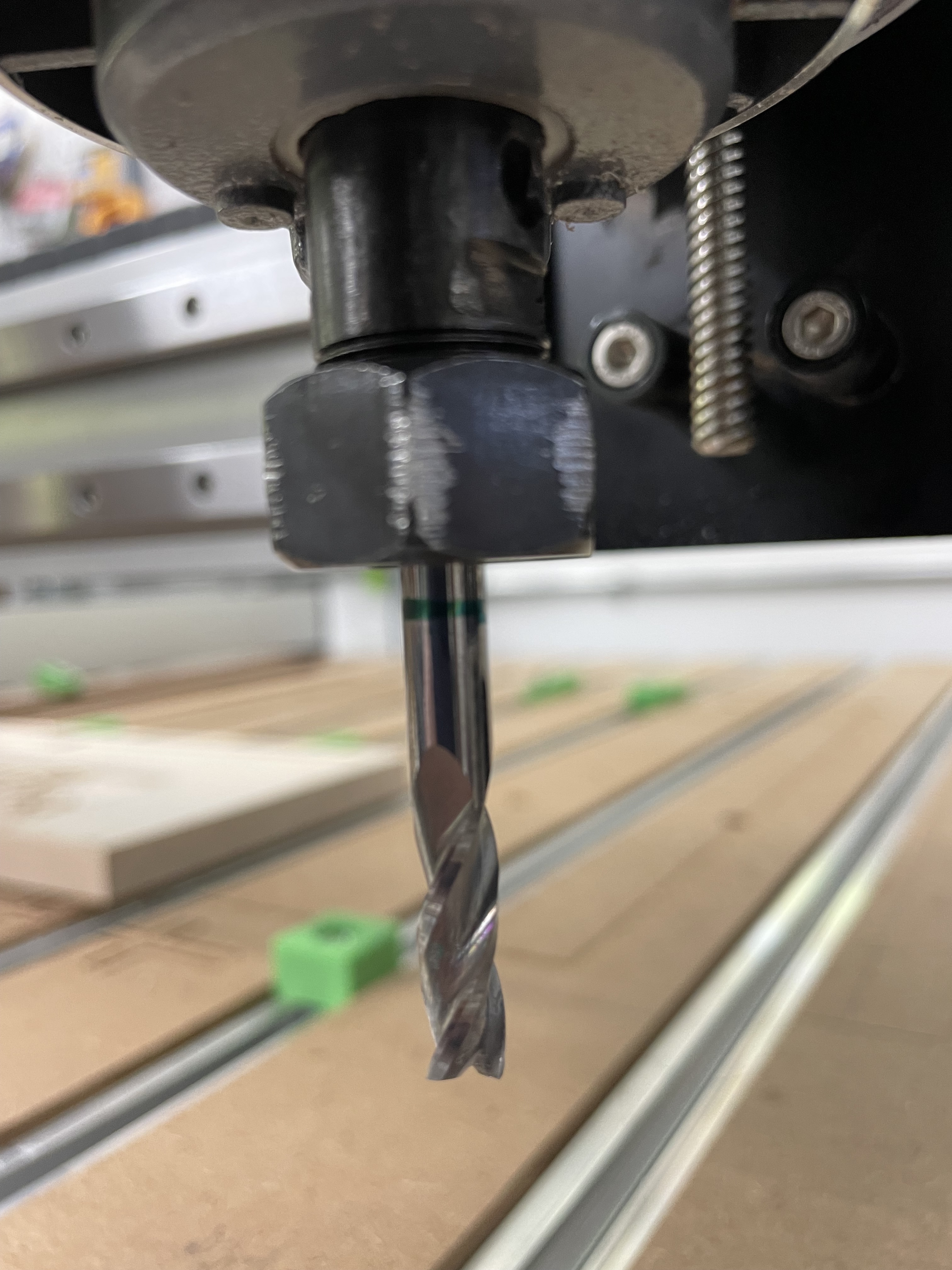
More details in a different thread but I marked the bit before cutting so I could confirm that was the case.
Before/After
I also have the XXL Pro. And I have replaced the router once.
Carbide just recently replaced my router under warranty. I will check the collet as you suggested. Thanks
This is the more long winded thread
I also have a XXL pro. I mostly use wood from local hobby sawmills, and sometimes I get too excited and start carving before the wood is optimally dry. That’s when I have this slipping collet problem. Not sure if this helps, but check the % moisture in the problem stock.
Interesting. I did a bunch of signs in pressure treated lumber that was not dry enough. However that was 2 projects before I noticed the issue and the intervening ones were fine.
Based on the photo of that collet nut, i’d replace that and the collet, i find that if i replace them every few months (depending on run time) i don’t have issues with slippage or it just being difficult to get the bit in/out.
Sometimes they just need a good cleaning too, dust/gunk gets in the thread and then you think it’s tight but it’s not it’s just binding on the sawdust.
I have an SO3 with HDZ and every time I have had a deeper pocket than requested it was because the bit slipped. The picture below is before I cut slots in a drill press table to accept t-track. The first one cut fine on the right but the second and third was cutting deeper and deeper. The original depth was .376" and the 3rd slot cut to about .5". The down cut bit had slipped and started cutting deeper. I think the reason was because a down cut bit pulls downward and with a loose collet nut it just kept cutting deeper and deeper. Luckily I stopped it before the 4th slot was cut. I was able to fix the two middle slots by cutting the second one to .5" and used a .5" deep tee track for the middle two slots. I tightened the collet and rezeroed and the 4th slot cut properly.
CC and CM do not have a mind of their own. When things wrong it is usually something the operator did wrong. In my case the bit slipped.
I did not take a picture of the 3 slots because I was caught up in fixing my mistake.
Here is a picture of the final product. I am restoring a 1963 Delta 11-100 drill press for my grandson.
The hole in the middle is off center from the drill bit so it can be rotated to get a fresh cutting support surface. I have not had time to make those inserts. When cutting the pocket for the circle to .25" I found a cut out know in the maple plywood. So I changed to pocket to .375" and luckily I was able to cut through the knot.


This topic was automatically closed after 30 days. New replies are no longer allowed.