I think your problem is a combination of:
- Your cutter angle not being correct, and then
- The physical impossibility of perfectly cutting a wall of specified angle with a wrong cutter, no matter how much you try to correct in software (at least with V-carving).
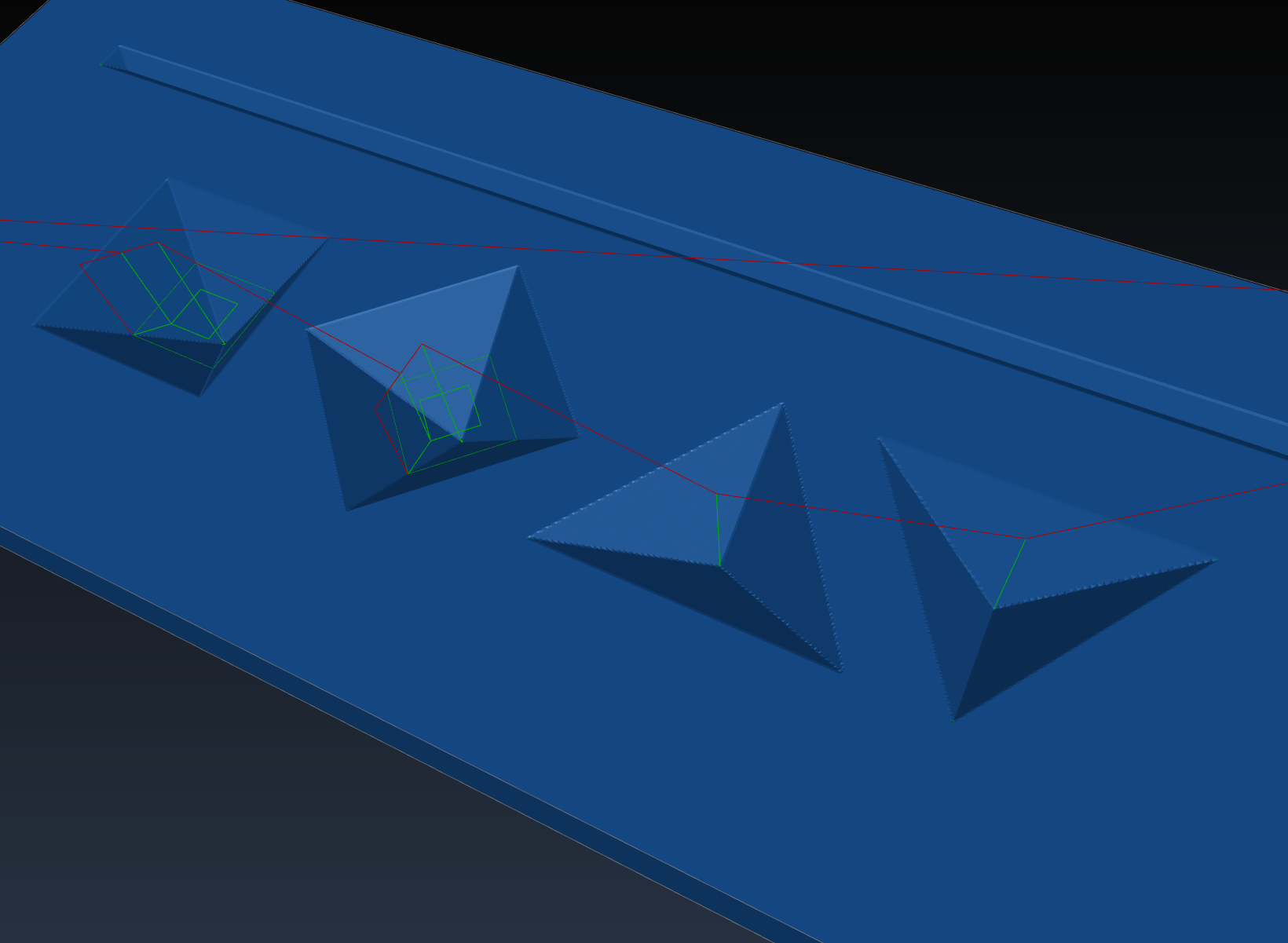
Part 1: my thoughts about your cutter angle not being right. I grabbed a copy of CAMotics to simulate your gcode with stock removal instead of tool movement lines in space. Let’s see how it looks with a perfect 90 degree cutter:
(Looks good to me.)
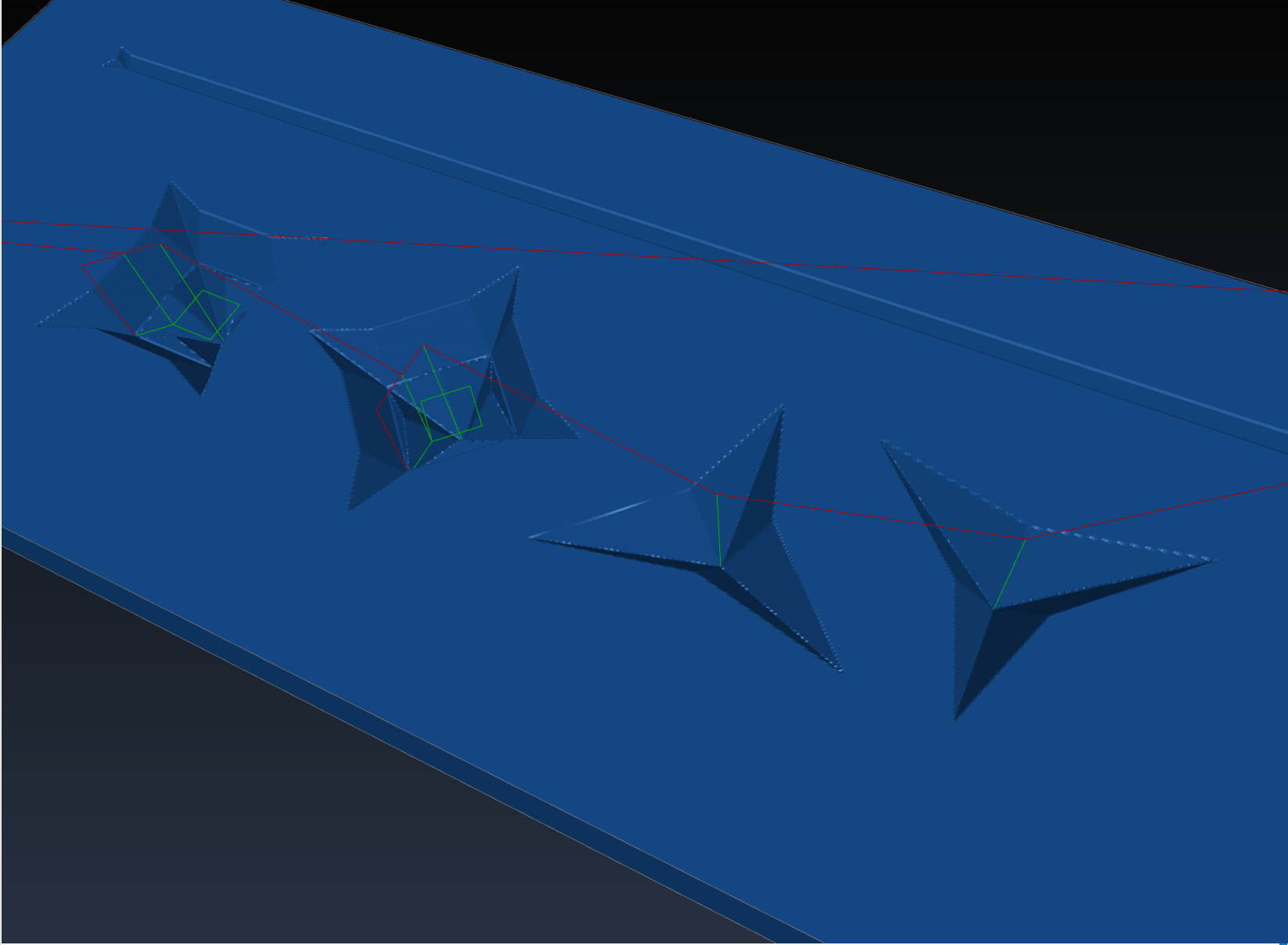
Next, for illustration’s sake, let’s run the same program, but with a drastically wrongly-cut cutter (60 degrees actual, vs expected 90 degrees):
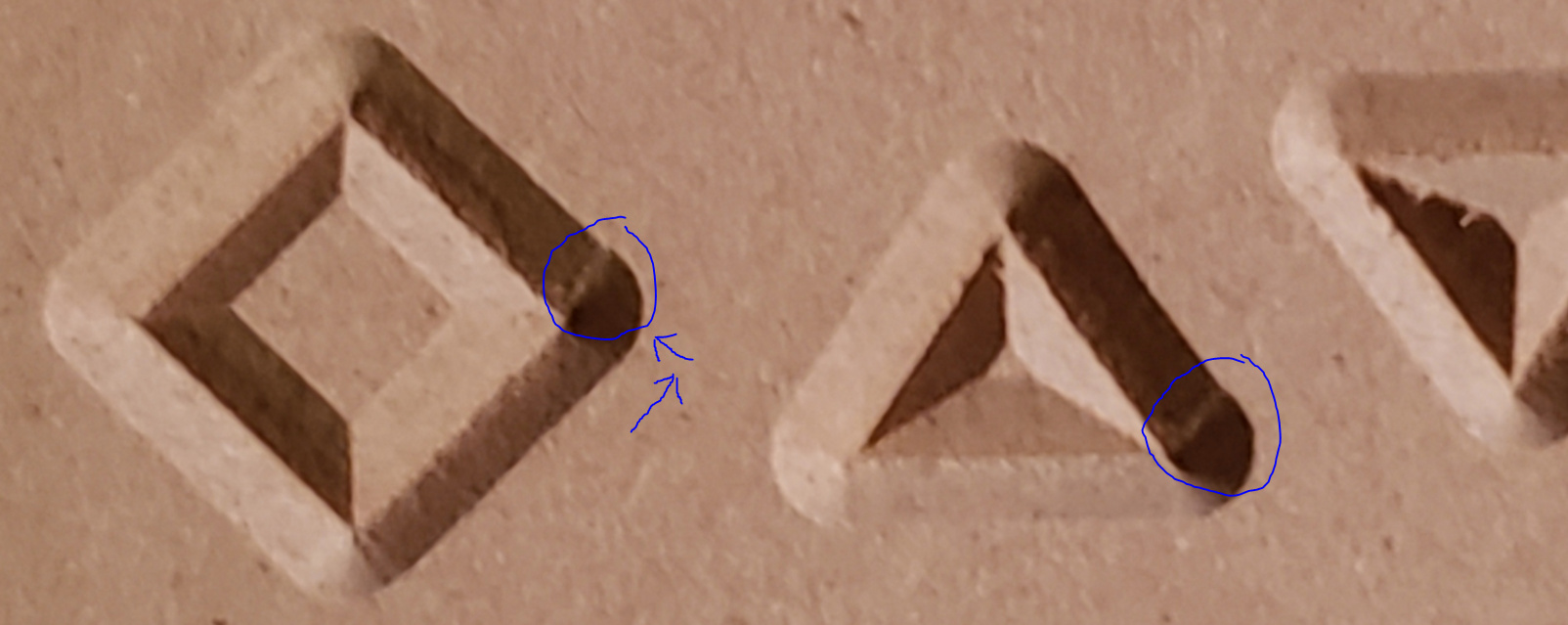
See that? The same flavors of geometric aberrations as we’re seeing in the physical examples. I think your cutter is less drastically wrong - 89 degrees, or something like that.
Part two - I don’t think you can perfectly correct in software for a wrongly-made cutter, at least using a V-carve pathway (hence why your adjustments don’t work). It’s a physical impossibility with angles. This part requires more of a mental exercise, because I can’t illustrate it with software, the way I can above.
Basically, let’s say you have a hilariously undercut cutter that’s maybe 5 degrees, instead of 90, and essentially looks like a needle. Without a 4th axis, and using only the movements that you’ve seen V-carve put out, is it even possible to cut nice 45 degree walls? I don’t think you can. No v-carve strategy can accomplish this. You end up doing a central plunge, maybe doing a lap near the bottom, then trying to run the tip up the corners at a 45 degree angle, but you’ll never clean up the walls between. You need to move to something like a stepover milling strategy (indeed, a 0 degree cutter is an endmill), which is kind of the antithesis of the V-carve technique.
I don’t think it’s possible to generate a v-carve pathway that perfectly produces your desired result, with your current v-carve bit. You can kind of fudge it, but the cost is the aberrations you’re seeing.
Sorry. I’d be happy to be proven wrong.
(Edit: a more concrete example of point two: holding a sharpened pencil perfectly upright, can you make a perfect inverted pyramid in clay with v-carve techniques? I can’t. The best I can do looks like the examples above.)
Edit again: I think there’s a philosophical/intent question here, too. The purpose of V-carving is to achieve a cut of a certain width at the surface, without having to do multiple passes (depth and everything else be damned). If you need it wider, you go deeper. Sometimes we can abuse this to get nice mathematically and mechanically clean results, but that’s the exception and not the rule. This thread is the rule.
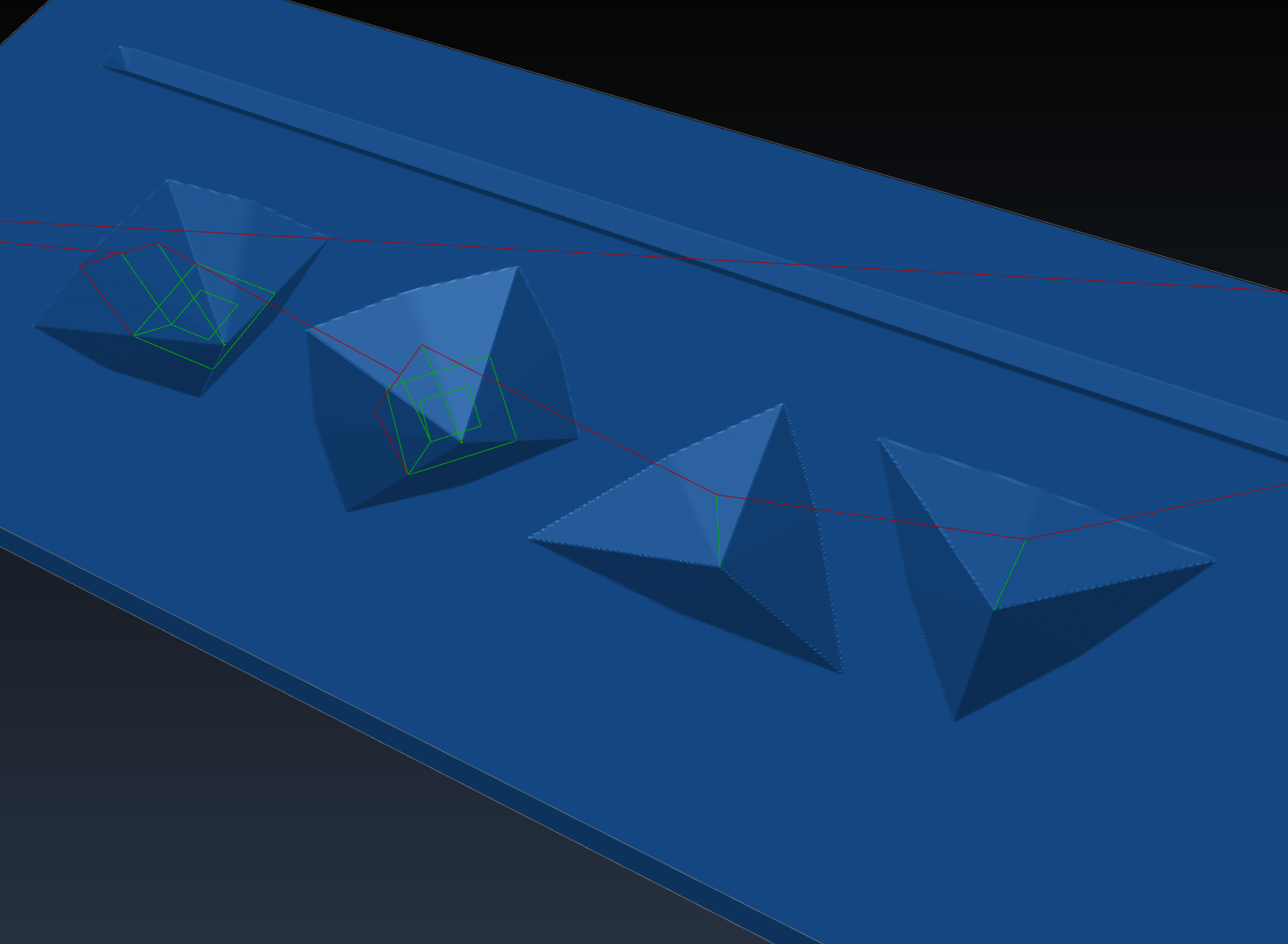
For sake of completeness, a 95 degree cutter (problems become very apparent very quickly with overangle cutters - probably why we see so many underangle ones):