… but as an alternative, have you considered sticking with 2.5D in CC (or similar) and using a corner rounding endmill (like this) to quickly get your filet edge?
I don’t see why not. It’s a simple planer toolpath. Create a tool the tip diameter of the corner round bit, and set your depth to the radius size. (I usually fudge it a bit and make the tool just a hair bigger (0.005 / 0.1mm), and the cut depth just a hair smaller to avoid the corners of the bit from leaving a line.)
It won’t show the rounded corner in simulation, but the path will be right.
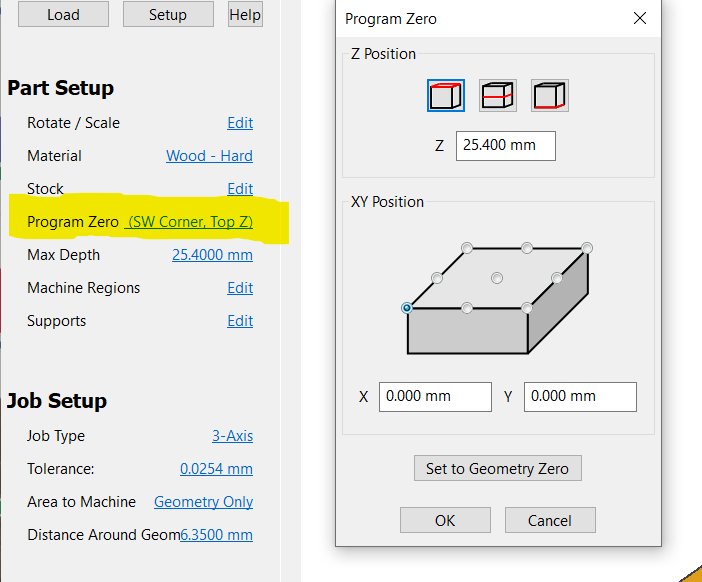
As for setting your zero… How will you pick up your zero point of the fixture on the machine. Set it to the same location in Meshcam. It really doesn’t matter what the zero was in CC to make the fixture. As long as Meshcam & the point you pickup on the fixture match.
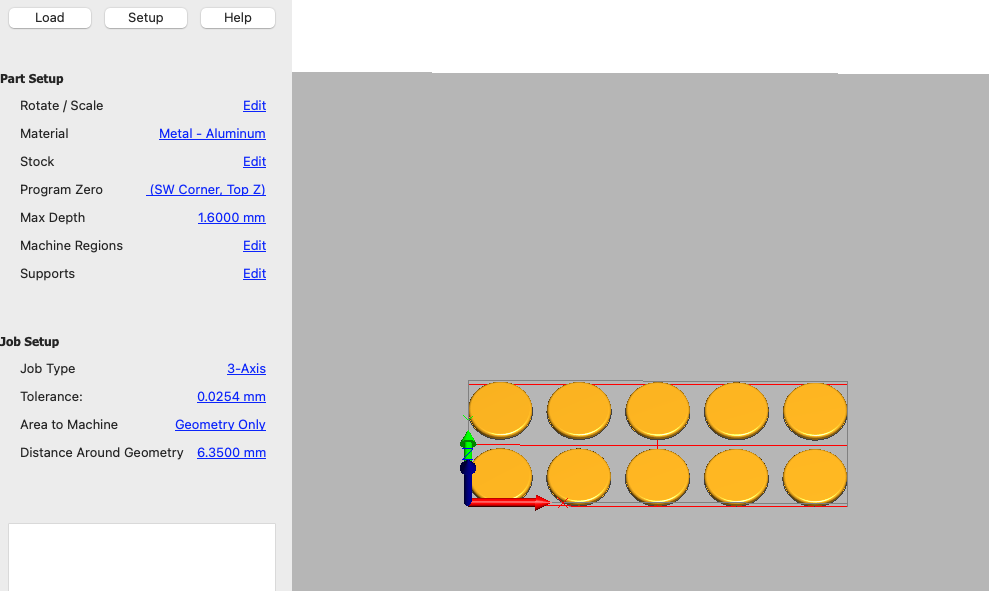
Is your workpiece (stock size) dimensions the same as your jig?
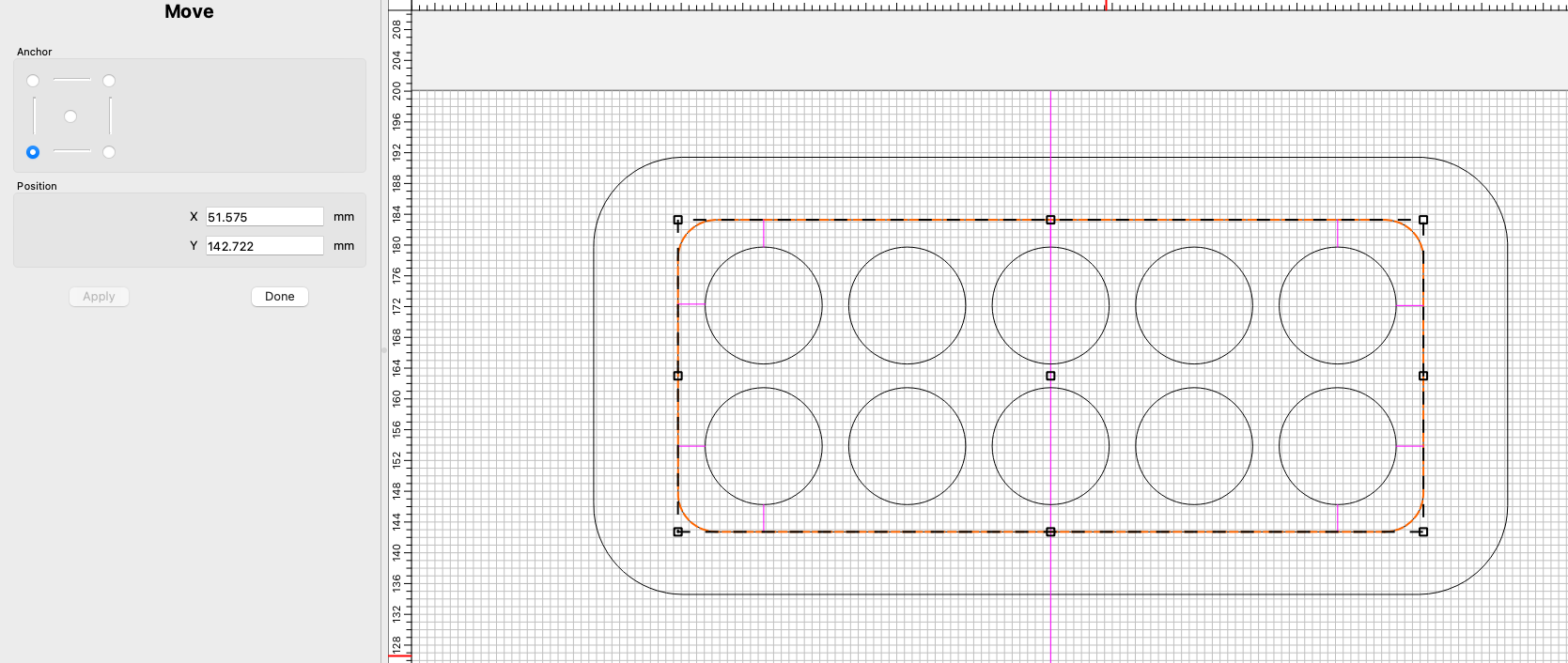
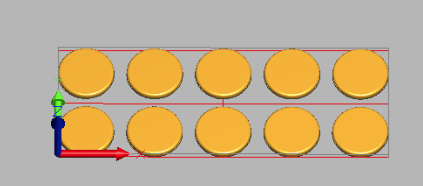
From your pics - it looks like the workpiece is bounded by the tangent edges of your disks:
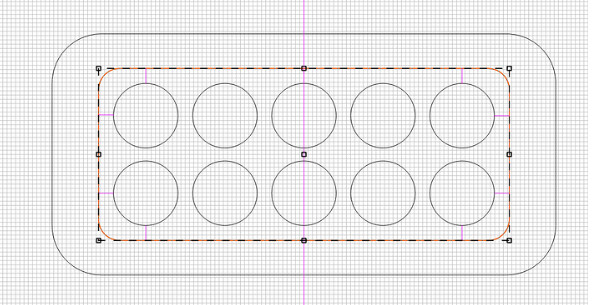
But your jig hole (for lack of a better term) is bigger:
I would make them the same - and use a common point for your zero. Likely I’d just modify the dimensions of the workpiece so it is exactly the same as your jig hole - by adding XX mm around the periphery.
Or your could try to use the exact center as your zero - and make sure everything is zeroed like that. But I’m a lower left guy myself and if I were to change it up, my chances of screwing something up increase substantially.