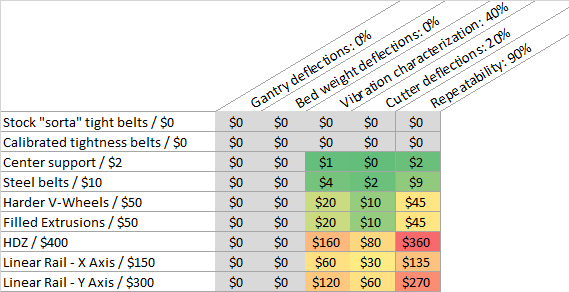
(^^^^ These need to all be 100% before I start the hard-to-reverse mods like V-wheels and filling extrusions)
"Value at Risk" - where am I losing out on the most if I deploy now
Hoping to see next week if I can finish up my vibration characterization metric/protocol, and I think cutter deflection is a matter of sitting down and doing it.
There’s another metric I’m trying to get my head around. Who’s got some ideas on how to evaluate “repeatability”, and what that means? Accuracy, precision, RTZ? Maybe I mill out and measure a circle-diamond-square? If we are to evaluate different homing switches in the future, how do we discern the improvement there?
For repeatability, a good test ought to be milling a part such as a circle-diamond-square with a finishing pass, then milling it again, but afterwards, re-homing and then re-running the finishing pass — if the parts measure the same, then repeatability should be quite good — any difference should be attributable to either a deviation when homing, or other movement.
I suppose for best results do it 3 times:
initial part
initial part and a second finishing pass
initial part, rehoming, then second finishing pass
Do you intend to characterize vibration characteristics at machine resonances (too?)? Will you be limited to forcing frequencies below (and forces above) what people typically would/should experience because of measurement bandwidth limitations? Do you intend to measure and document cutting power and details of the cutting parameters (all of those in the SFPF calculator as well the spindle stick-out and test location X,Y, and Z)? Will you be recording audio, video, and calibrated sound pressure levels during your tests? Will you try to determine, address, and evaluate biggest “bang for the buck” modifications first?
I think filling the Y extrusions might be OK since they don’t move. I don’t think increasing the mass of the X extrusion would be helpful since it’d take more energy to accelerate/decelerate it.
increasing mass of a cnc helps a lot period! Your machine will be more stable. It might not make a difference when youre cutting wood but will make a difference when cutting metals. Like I’ve said before, my diy cnc was filled with steel and epoxy. Before that upgrade, when machine was making sudden direction changes (for instance during adaptive clearing) entire enclosure would shake like a jello. It was genuinely scary. Now after probably doubling or tripling it’s weight it’s stable as a rock. You want to have a heavy gantry, but need to find a point where it’s not too heavy to overpower your motors and cause them to stall.
Did increasing the mass help as much or more than the other (rather extensive) modifications that you’ve made? In your opinion what were your “biggest bang for the buck” modifications?
From what I have read and heard, increasing weight has far more benefits than negatives. I think there would be a point where you increase weight too much and need bigger steppers or a more robust drive system.
I have been looking at filling all 3 of my extrusions with epoxy granite. If the stock steppers can’t handle it, I’ll upgrade them to bigger ones, I already run steel belts, but if they can’t handle it I will start looking at linear rails and ballscrews
I expect this has been discussed before… why not use lead shot in the extrusions… ? It is a reversible modification and because the shot is loose, it further absorbs vibration to an extent. I used to use it in speaker stands back in the hi-fi days.
If you don’t like it just pour it back out… or if it is good just pour a thin epoxy in to solidify it.
It is also pretty cheap… and I guess most gun stores will have it to avoid shipping costs…
@gmack increasing mass certainly helped with the quality of a surface finish. To what extent however it’s hard to tell, because i did that at the same time when upgrading to linear rails and ball screws, so I can’t give you a definitive answer based on the so3 upgrades. That being said, increasing weight of my other cnc made an immense difference. Filling extrusions was such quick and inexpensive job that it’s a no brainer for me. 3d print end caps and fill the extrusions with sand from your local home improvement store and youre done. It’s less than $10 investment.
Now, best bung for the buck with a stock so3 imho were steel-core belts and proximity sensors. I never knew how tight should original belts really be, they would stretch and be difficult to calibrate. I’ve been calibrating, recalibrating, tensioning them and could never get them to work as precisely as expected. Swapping the belts fixed accuracy issues for me. Instalation was a breeze, because you can’t stretch them, they just fit how theyre meant to. Just used stock settings and every dimension was within 0.1mm or better (depending on a cutting strategy and tool path used). I do a lot of aluminium cutting so repeatability and precision is paramount to me. I could never work with the original limit switches. My work zero would shift sometimes even 0.5mm after homing the machine, which was insane!!! Luckily $15 switches from amazon and few minutes of soldering fixed that.
If youre asking about the best mods after the machine was completely rebuilt I cant give you that answer. Ballscrews and linear rails are simply staples of every cnc build in my opinion. They’re used on industrial machines for a reason. Even though the components I used are of a much lowered quality they still function in the same way. I’ve never lost any steps while using ball screws and didn’t have to deal with debris causing my motion system to affect cut quality. Ohh gosh, losing steps with belts even with light cuts in aluminium was something I could never get over. That combined with poor quality limit switches was a sign that I had to change something, hence the full machine rebuilt.
I’m not trying to completely bash so3, because it was a great machine to learn on and very capable out of the box. If I were planning on using it as a hobby and to make few parts for myself only I wouldnt modify it so extensively. Also people on this forum have far more ambitious projects than I’ve seen elsewhere. All the discussions about cutting techniques on desktop cnc’s is why I love visiting this place. Sorry for a lengthy answer.
Lead shot is widely available… used for ballast as well as ammunition.
Sand has a density of around 1.6, lead shot is 4.6 or so I.e 3 times heavier. Maybe sand is heavy enough? I have no idea… but just suggest lead shot as a heavier alternative.
I guess these guys that are trying to increase the weight of their extrusions will find out!
You cannot use the density of lead… since they are essentially lead spheres (and are probably an alloy as well)… so there are lots of air gaps between them so the actual density will be less.
The packing density of spheres is theoretically about 74% but in practice anywhere from 50% to 74%…
Solid lead would give you about 85 pound per long extrusion. Shot would be about 60 to 80 percent depending on the size of the shot. So roughly 100 to 125 pounds for the three extrusions. Sand about 20 pounds… I think the sand or other materials such as resin would be insignificant. The lead might actually be a good thing. And enough weight to make a difference. As it is spread out across the entire extrusion, it wouldn’t add to any appreciable bending. But it might require stronger Y motor. Probably not, but maybe. Cost isn’t that bad… shot is what? $50 or so a bag?
 Thank you! But, that’s the kind of thing that’s making it hard for me to shake my addiction to this forum!
Thank you! But, that’s the kind of thing that’s making it hard for me to shake my addiction to this forum! 
