So purchased the goto water cooled 220v Chinese spindle. it’s super quiet and I love it. it crashes my GRBL the second it’s turned on. I assume it’s just not liking the proximity of a 220v motor or ? This is very frustrating. Any tips?
Thanks!!
This is usually caused by EMI. There are multiple posts on the forum with suggestions on how to fix it.
2 Likes
Did you connect DCM or ACM as the ground for the PWM signal?
1 Like
I don’t remember doing that and I don’t know what that means (it was a few months ago)? Can you try and jog my memory please?
Thanks very much for the fast response!
Did you do the PWM signal and ground from the controller board to which pins on the VFD?
1 Like
I don’t remember, I’ll go to my shop tomorrow and check the book and my wiring skills (or lack of)
while you’re checking… in this forum there were earlier posts that indicted some spindles don’t have their ground connected… if you have a multimeter that should be relatively easy to test I suppose
1 Like
I thought about that and put ferrules everywhere. I’ll check the forum for help. Thanks very much!
I think it must be connected (but I will check tomorrow), I have a touch off puck and it knows when they touch, so I think so…

So you are setting the spindle speed manually I guess ?
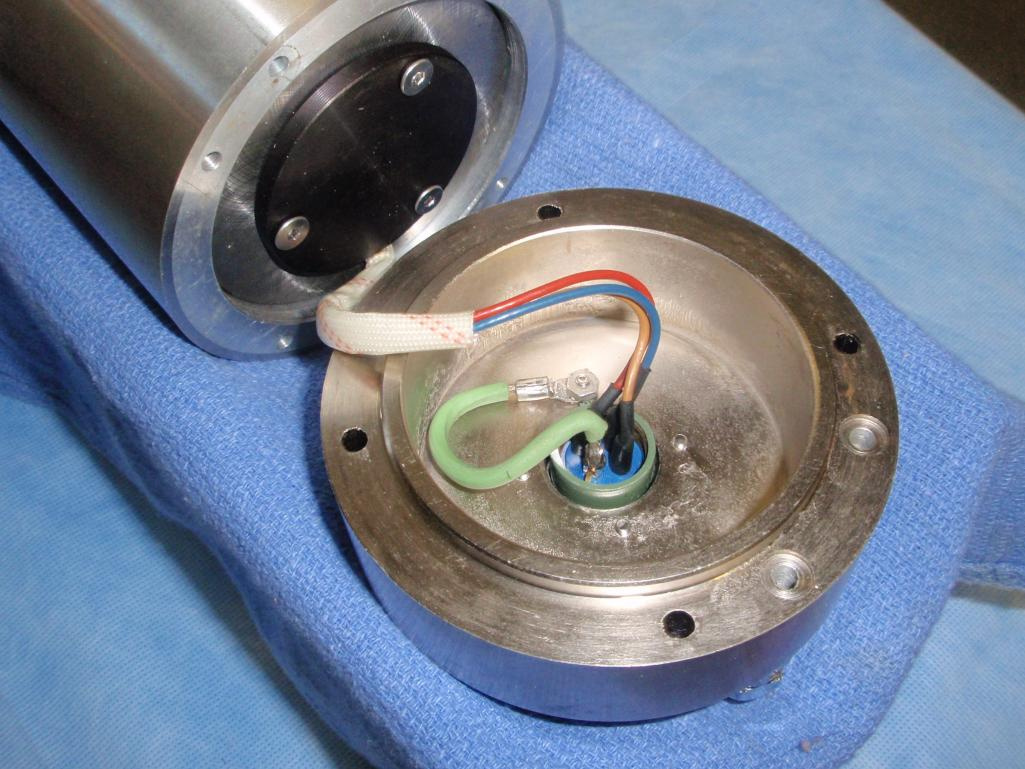
As @fenrus said, one possibility is that your spindle body is not grounded. With power removed, try and check continuity (do you have a multimeter that you can set in continuity check mode?) between the “9 / Earth” pin on the bottom right of the photo, and the body of the spindle.
If you don’t have continuity, chances are that the “earth” pin on the spindle is actually not connected to anything inside the spindle body. And then you would need to disassemble the rear of the spindle, to connect it. And or at least run a copper wire around the body and ground it. An ungrounded spindle can be a major source of EMI.
Thanks for the insight Julien. I don’t know if this means it is grounded but I think so… I have a touch off puck with an LED that goes from green to red when it touches the end mill. If I touch the puck to the outside of the spindle it goes red, sam with the chases of the table. Am I correct in assuming that?
I guess so. Does the probe turn red if you touch the 9/Earth pin ? (again, with power turned off, obviously)
So you don’t have any kind of wiring between the Shapeoko controller and your VFD, right ?
I will try testing the 9 pin tomorrow.
I do not have wiring between the shapeoko and the VFD, no. Should I?
Thanks for your help!!
You’re be able to control the Spindle Speed from Gcode if you did.
1 Like
Expanding on @wb9tpg’s answer: what many of us do is wire the “PWM” signal from the Shapeoko controller, to the “VI” input on the VFD, and then set the VFD parameters such that it uses that external signal as a source of controlling the spindle speed. Since spindle speed commands are present in the G-code generated by all CAM software, this would start your spindle automatically at the speed you configured in the CAM project, and stop it at the end. Quite convenient.
But for now let’s chase that “GRBL is crashing when I turn on the spindle” problem.
What exactly to you see ? CarbideMotion hanging ? Errors ?
Ahhh, interesting. Maybe I will.
FYI. I’ve ordered some copper tape and a braided sleeve for the spindle wiring to see if I can eliminate interference.
I’ll keep you posted
Good plan.
So, if I have carbide motion loaded and connected to the Shapeoko, as soon as I energize the spindle via the VFD Carbide shows “Connect Cutter”, it seems it just dropped it.
I’ll take screen shots tomorrow to make sure I remember correctly.
I don’t think you should do this change INSIDE the spindle. ![]()