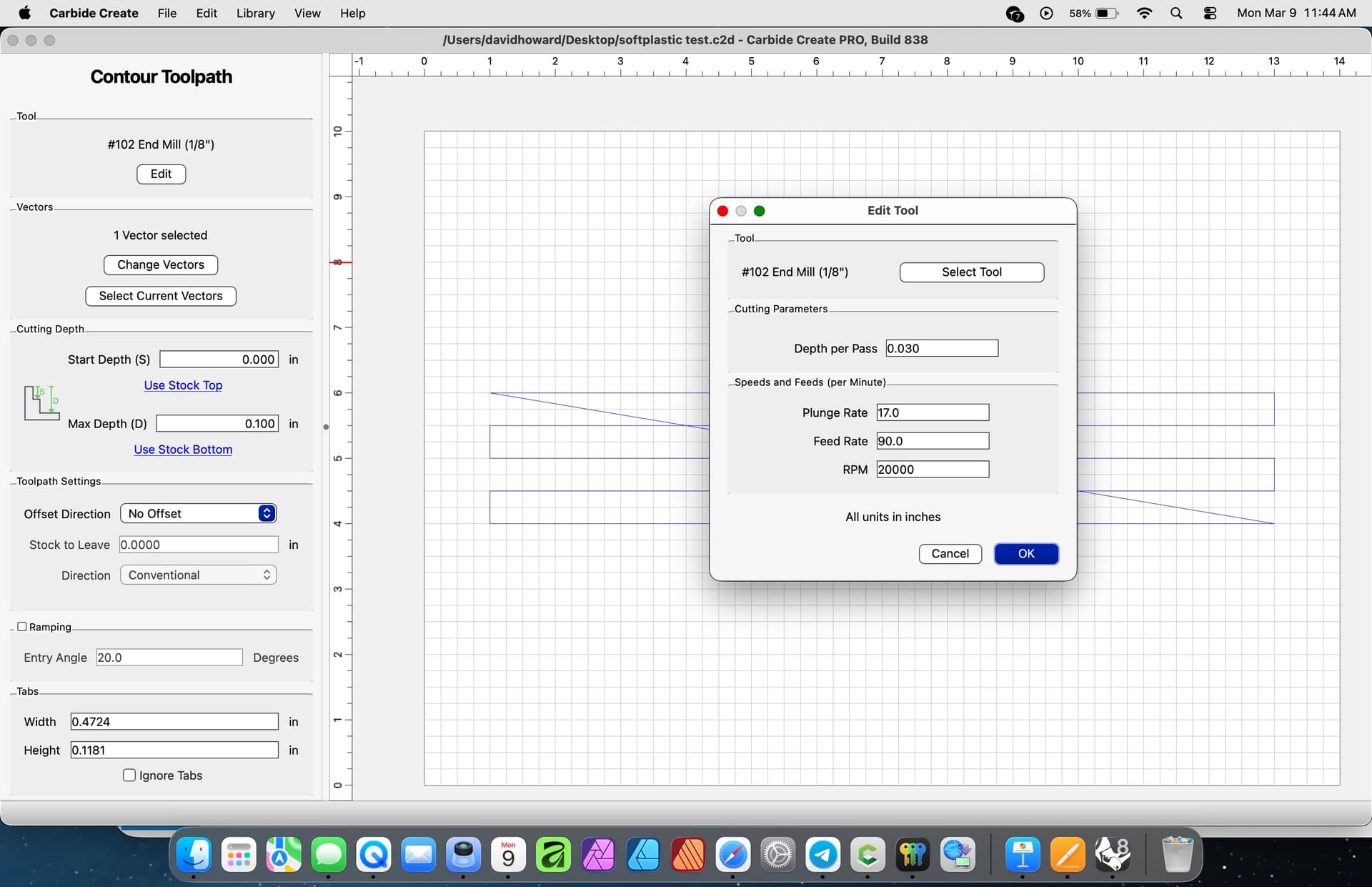
Cutting .25 thick plexiglass for a guitar body template, using 1/8" 2 flute bit and the CC Pro recommends, 20,000 RPM, and feed at 90.0, at .030 depth per pass. I am testing these settings and others settings, but it still melts the plastic and the shavings stick to it… I am wondering if the bit (an old bit) is dull and if that can be and issue. Or do I need a specific type of bit.
20000 is way too fast. Try 10000-12000
1 Like
First consideration — is this cast (paper covering) or cast (thin plastic film)?
Cast mills/cuts well, while extruded is a nightmare.
See:
and consider single flute tooling, or a tool w/ a geometry optimized for plastic.
2 Likes
Here is the speeds on my Router…I have tried the lowest setting…it still melts and sticks
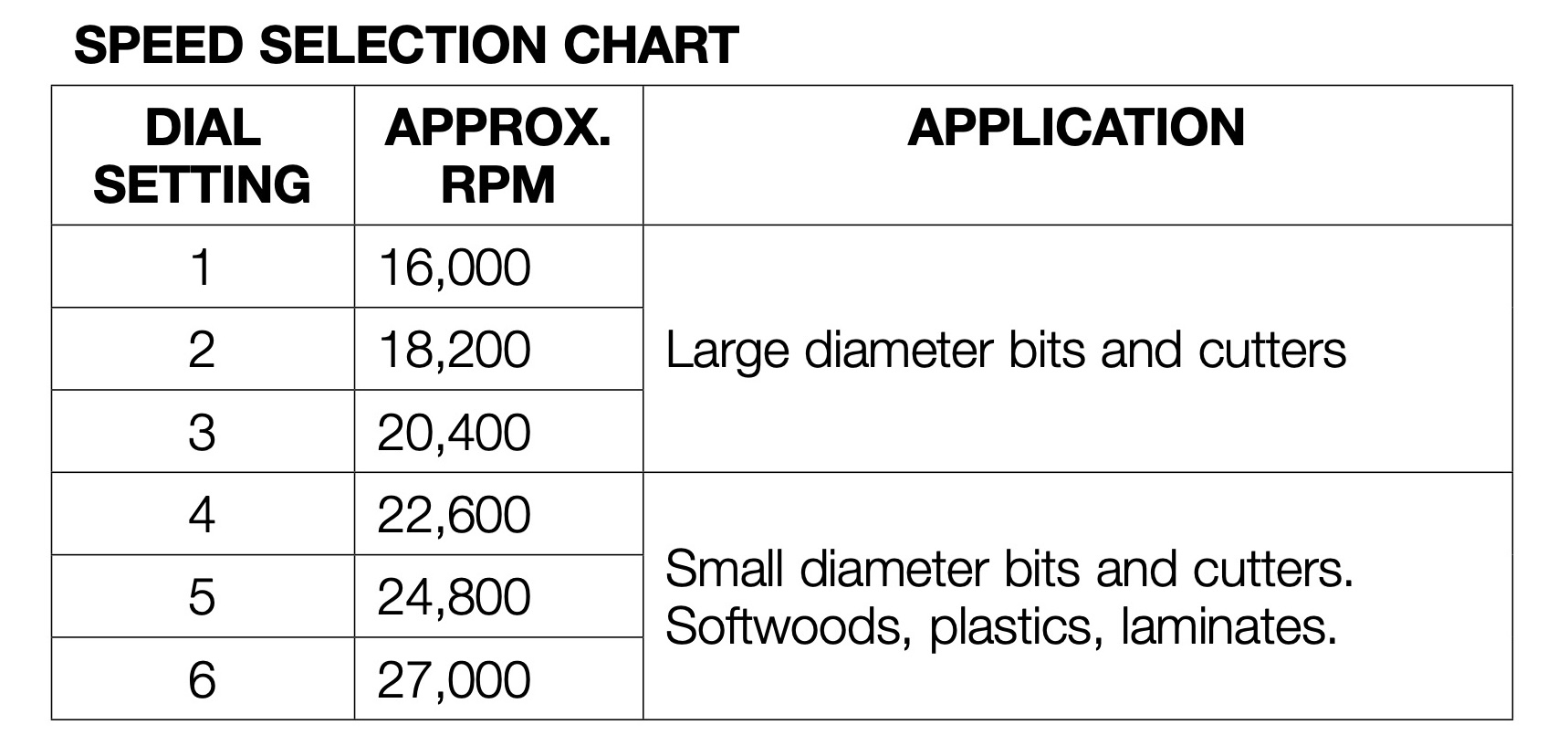
and a screen shot of what CC Pro recommends.
I run a 1/4" O-flute at 8000 RPM (My slowest speed).
You can try 16000 and increase the feedrate. A single flute cutter may help as well.
1 Like
The plexiglass I bought, a 24"x 24" piece had a plastic film on both sides, which I removed before testing. Im not sure if that is what you are referring to.
There are two ways to make sheets of plexiglass:
- casting
- extruding
The former yields stock which cuts well, while the latter is quite difficult to cut.
1 Like
I will purchase a sheet of Cast Plexi…and look into a more appropriate bit…thanks…
On CC you have a choice between hard plastic and soft plastic. I am using the settings for soft plastic.
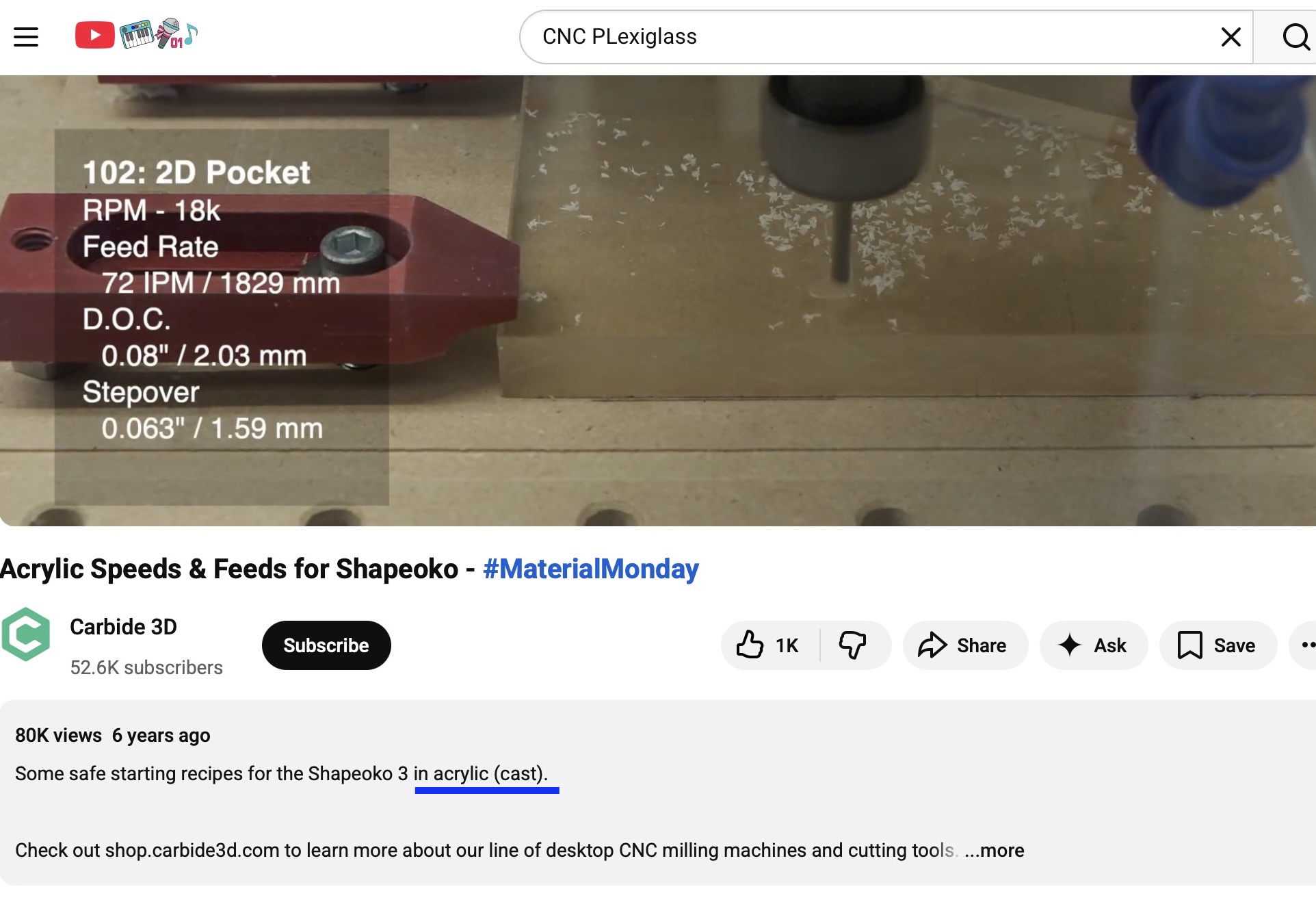
Regarding “MaterialMonday” Videos I don’t recall any reference to which type of plexiglass, cast or extruded.
Plexiglass is acrylic, see the entry for “Cast acrylic”.
Moreover, consider single-flute tooling — there’s at least one video on that there.
3 Likes