For that kind of repeatable accuracy you may need to go with the belt driven z and a the c3d supplied spindle.
It looks like you are wanting accuracy of less than 0.001 inch or 0.0254mm in both directions and a helical cut screw will not hardly give that.
Also, for that kind of accuracy, MDF is a bad choice of spoil-board, especially when compounded by the forces of vacuum.
Though, I have to say, from the pictures you supplied above, it looks like way more than a mere 0.0008 inch or 0.021mm issue
That looks great although a little over my capability. I am not a woodworker
In your settings I noticed you have the HDZ steps at $102=320 but my configuration is showing $102=200
Is there a way to confirm what this value should be set at on my machine?
I have only surfaced the spoilboard. I figure if I can’t get that flat, there’s no point trying anything else as the stock being 1/16" thick will conform to the spoilboard surface.
The stock is usually around 12"x24" filled with labels around 2.5"x1" although that can vary up to 10"x6" for some labels.
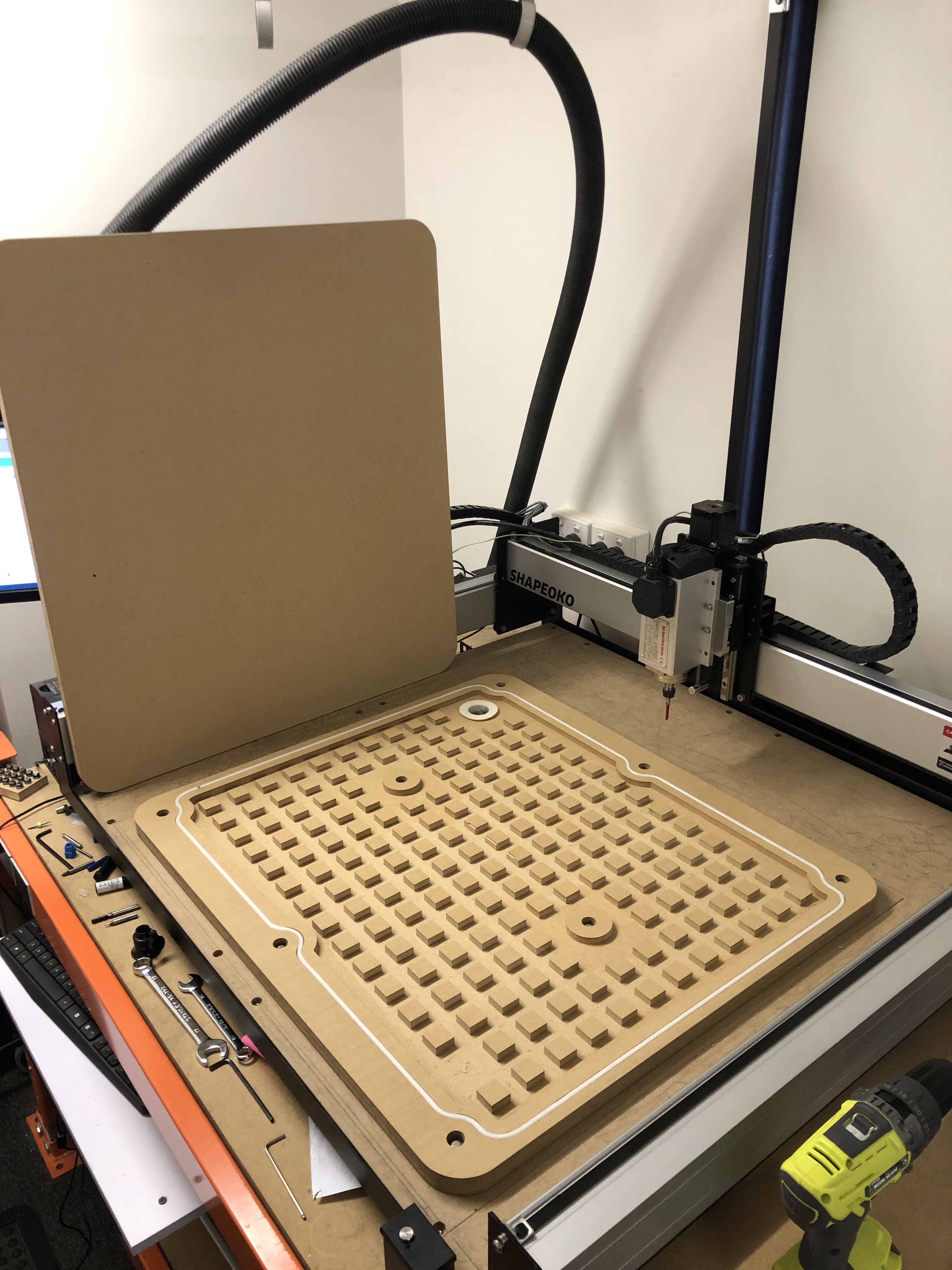
Here is a pic of the vacuum table I made.
Yes go to MDI in CM. Type $$ and enter. Then open log and look at your setting. It may be you are set correctly but you have not sent config with your version of cm and may still be set to default belt z. Config for your model and accessories is set in cm but if you have not setup your machine in new version of cm. However the last time you sent a config it is set forever (persistent) in controller. So new version of cm do not need to set config, only if you change config. Then set everything and send.
I’m using 1F and 2F V bits ranging in size and and angle. Basically trying anything to get a decent cut.
The cleanest cut I can get is from a 60 degree V bit with an 0.008" tip (0.2mm)
Depth of cut is 0.3mm. I don’t have an example of another label from this this batch but you can see in the pic that the small text is cutting too deep and the letters are almost touching each other. There were other labels on this same job where the cutter barely scratched the surface and didn’t even cut through the top layer at all. So at a guess i’m seeing up to 0.4mm difference in some jobs.
If you get current version of cm it has default config for each model and accessories like BitRunner and BitSetter. Go to carbide3d.com and go to bottom of page for link to cm and cc. Current cm is 536
Just triple checked and uploaded for SO3-XXL with Z-Plus.
Nothing seems different in the config files but i’ll run another resurface and see what happens
Be sure to follow my advise to put pencil marks all over your wasteboard. Then you will know that your spoil board is level by all of the pencil marks disappearing. I made S shaped marks from top to bottom and side to side. Be sure to cover the whole board with pencil marks.
A random thought: when your ran the surfacing pass, did you have the vacuum table activated ? If not I would try that, so that the wasteboard is in the exact same conditions during surfacing and during job execution.
d’oh, of course it wouldn’t, sorry for the silly question. Early morning posting, need more coffee.
For the kind of job you are doing that requires sub-0.1mm precision over the whole area of the XXL, I wonder if investigating the “surface mapping and compensation” approach (probe + software) would not be a better use of your time, rather than chasing fractions of a mm differences in the surfacing op and mechanical tolerances. That said, it would require that you change to a different G-code sender and workflow, so it would definitely require some effort and time. I’ll all out of ideas/advice for now.
Is it possible the pressure from the vacuum system slightly warps the wasteboard, and that each time you surface it (thinning it slightly) it bends into a different shape?
(edit: also each time you fit it it might be in a slightly different place)
Technically yes since it uses 320 steps per mm, where the Z-plus uses 200 steps per mm, but in this instance I don’t believe the HDZ would make any difference as it is more likely something mechanical going on, and the difference between the Z-plus and HDZ resolution is two orders of magnitude smaller than the 0.4mm differences you see.
Would it be worth while using a laser level and make sure the Y extrusions (Y left and right / front to back) are perfectly parallel/level and then same for the gantry X extrusion (left to right).
EDIT: just thinking if the tabletop/base the machine is sitting on if it’s warped would that not cause some issues?
Have you tried just surfacing a MDF piece for a washboard and not using the vacuum table just tape and super glue? Or cut pockets to drop the cards in and engrave to rule out the vacuum table?
I don’t know but they way I understand it is, resurfacing will make the bed parrallel to the X and Y axis. Even if they are not perfect, the bed will end up being a mirror image of those two axes.
I’m not seeing any slow deviations in the bed. It can drop 0.3mm in the space of 100mm and then rise to normal or higher.
Is there a way to check if the wheels are straight? I know someone suggested this before but I don’t know what else to try.