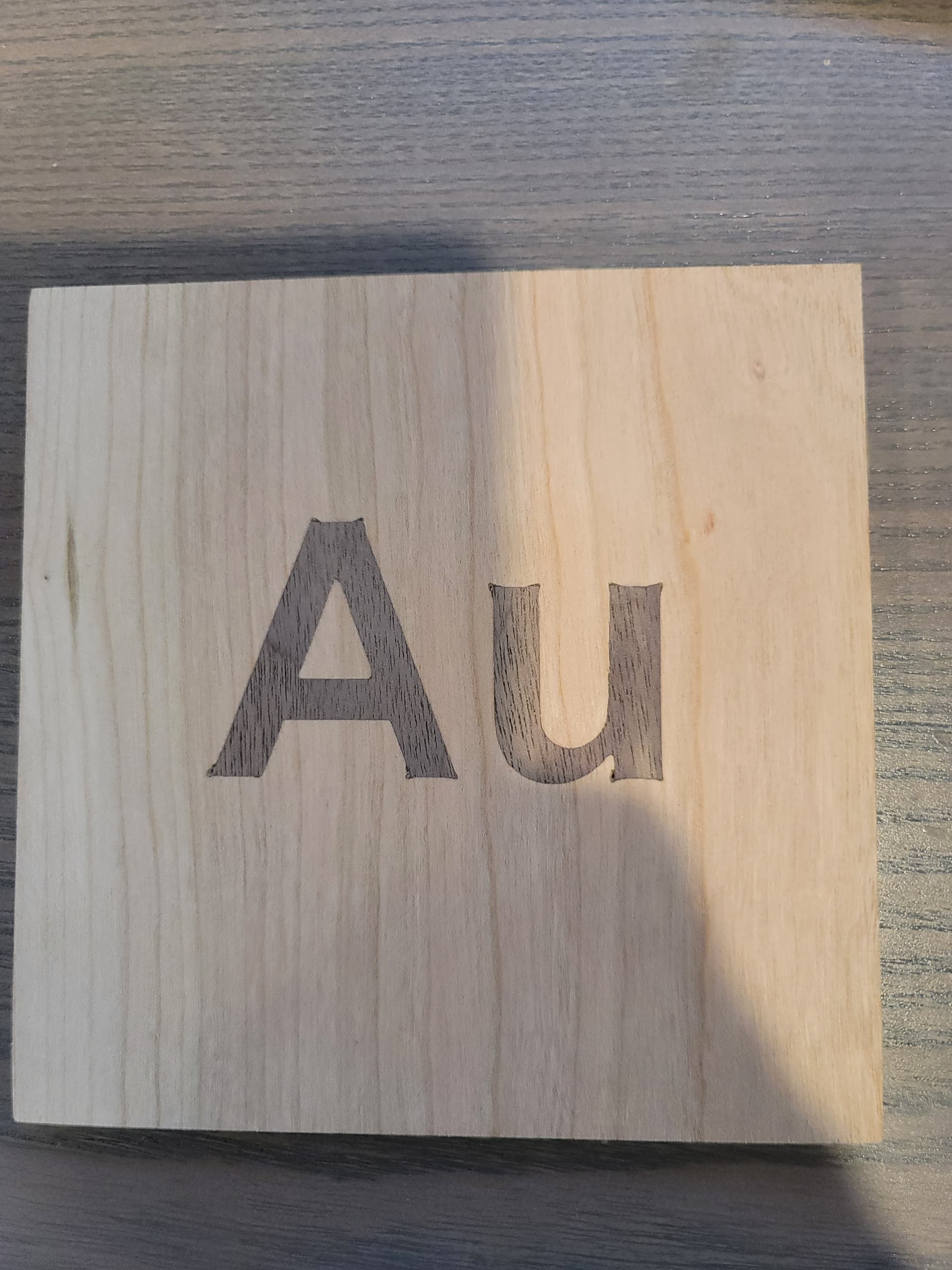
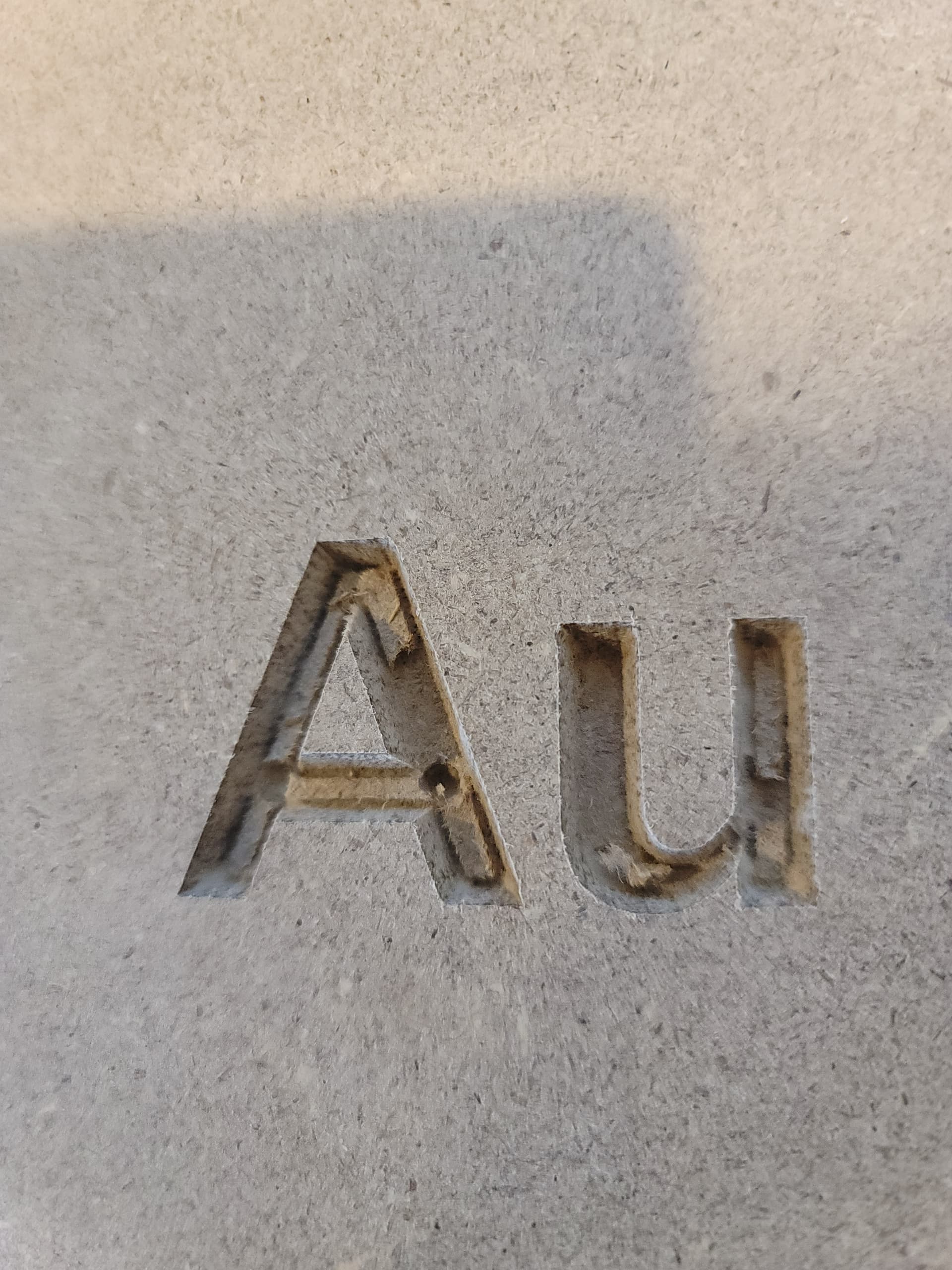
Hey, some help would be hugely appreciated. I’m trying to get started with inlays, and like everyone I guess, I was starting with coasters. I’m a chemistry nerd and so I’m doing atomic symbols. I’m starting with gold “Au” and so I did a practice and this is what came out.
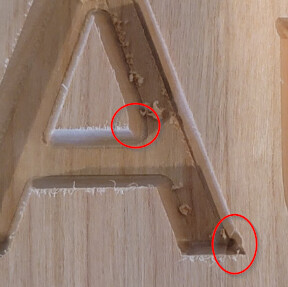
It looks pretty good, except for the rounded corners.
Here’s the file: Gold Pocket (Au Only).c2d (41.3 KB)
Clearing pass with the Carbide 1/8" end mill
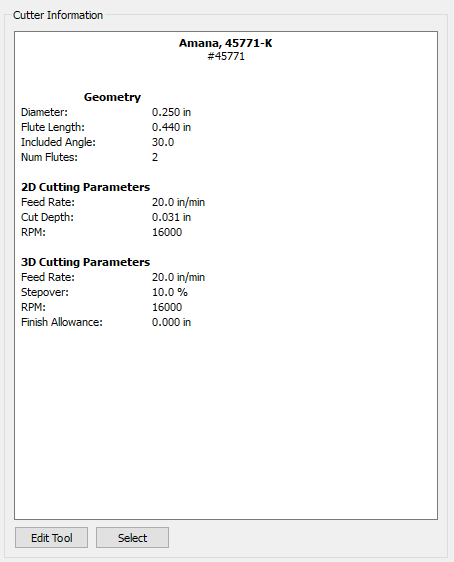
I’m using an Amana 45771-K 30 degree V bit
I wanted to get rid of the rounded corners so I looked through the forum and found some good advice. I had roughly aligned and trammed my Shapeoko 4 Pro when I first set it up, so I aligned and trammed as precisely as I think I’m able with a dial indicator and it’s within a couple thousandths in both the X and Y directions. I heard about parts being loose so I checked the Z axis and there’s no play when the machine is on. I got McFly and do a surfacing pass prior to using the location probe, and I’m changing bits using the bit setter. I read that the wood could push the V bit to the side and the corners could actually be where they are supposed to be but the sides are not, so doing multiple passes could clear that up. I read that the bit may not be an actual 30 degrees and I watched the video and found the lines between angles are dead straight so I would assume my bit is right on at 30 degrees.
After all of this I tried again today and this is the result
I guess it’s encouraging that the machine is ridiculously repeatable, but I can’t get rid of the rounded corners. Any assistance would be greatly appreciated. Thank you.
-MBP
The rounded corners are not symmetric (top of ‘u’), and they sometimes move from one side to the other (top of ‘A’ vs left of top of ‘u’). There’s also something going on with the bottom left area of the ‘u’.
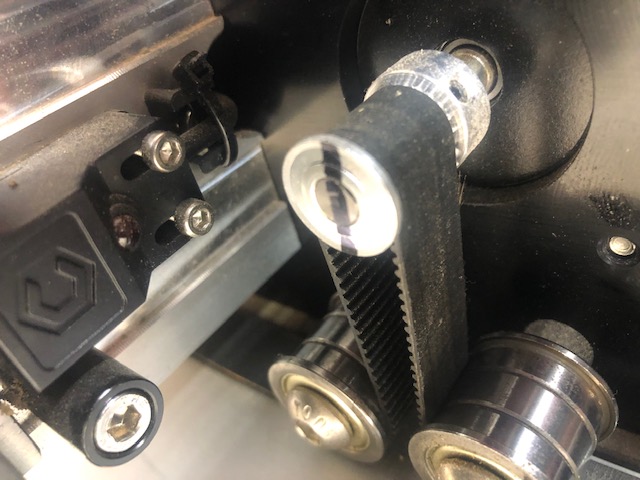
This to me appears to be slop on the X direction. There’s no such machine as a ‘Shapeoko 4 Pro’ (it’s either one or the other, not both), but both are belt drive, so check the X belt and especially check the X motor pulley - 2 screws, both tight, one screw over the flat of the motor shaft.
Witness marks are also good to tell you in the future if a pulley is loose:
I know it’s the Shapeoko Pro, not 4 Pro, but there is now a Shapeoko 5 Pro, so I was trying to remove confusion.
So those pictures were the first attempt and near the last. The first was before I tightly trammed the Z axis or even adjusted the X and Y axes, and they did need to be adjusted. These two were the last two I did (in ply because I got tired of wasting hardwood, even if it’s basically scrap) after doing everything and they are remarkably consistently not what I want.
I just checked out the X and Y idler pullies and they were solid. I also checked the Y set screw in the pully on the motor shaft, but so far am going to hold off checking the X because I would really like to avoid removing the stepper motor and retensioning the belt, though will definitely go there if I get really desperate.
Also, witness marks…marked, thanks for that.
Also, the attempt on the right you can see the V bit didn’t go down as far as the 1/8" clearing pass. I wasn’t sure if the bit was blunted by use/the bitsetter so I placed a 0.01" feeler gauge blade on the bitsetter to see if that would change anything, so what you see in the picture was intentionally caused by me, even if it wasn’t the result I was hoping for.
I thought of that so I bought another two bits with the same result. Then I thought that, since the bit setter kind comes down fairly hard and it’s a pretty small surface area, maybe it blunts the bit on first use. So I ran another attempt except I put a 0.01 inch feeler gauge blade on the bitsetter when the V bit was setting it’s height. In the post above, the attempt on the right with the knot above the “u” you can kind of see that V bit didn’t go all the way down to the bottom by about - I would guess - 0.01 inches.
Not gonna lie, I was getting ready to tell myself how brilliant I was with using the feeler gauge, only to get basically the exact same result. So failed again and ego far more dented than the bit must be.
Sorry, I forgot I set that up that way. I had read that multiple runs could help so I added two additional V runs with no change in the end result, so what I’ve been doing is one area pocket run with an 1/8" bit, the corresponding V run with the amana 30 degree bit, and a second run with the 30 degree bit.
Since I’ve been running the same G code the entire time, do you think it would be worth it to have Carbide Create save the toolpaths again? I assumed it would just spit out the exact same code so I haven’t bothered trying.
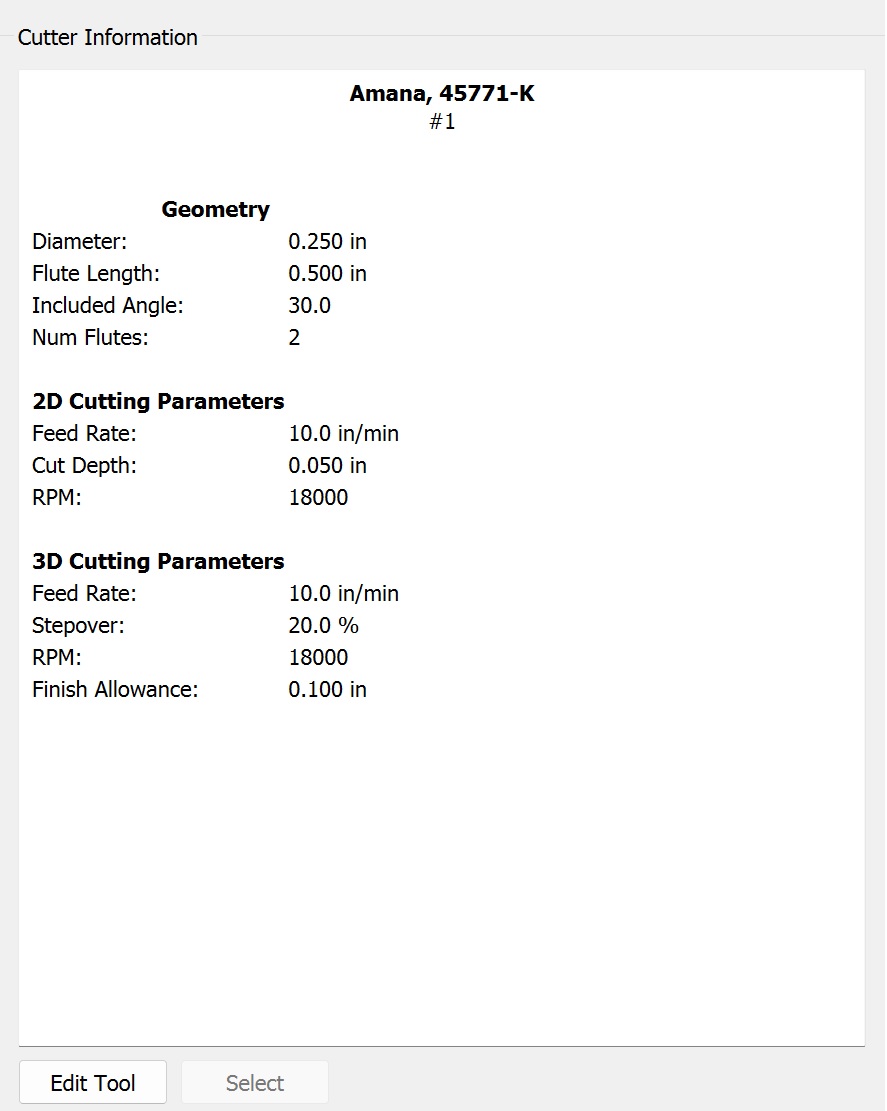
Looking at my tools parameters the flute length, cut depth and 3D finish allowance are different. Would that matter? I’m only cutting 0.2 inches deep and only in 2D. I’m plenty happy to change the parameters to what you have listed but I cant figure out how to.
Here are your files edited with gld in their name Usually an inlay is an advanced vcarve for the female pocket. Then you reverse the image (mirror) and put a box around it. Then repeat the advanced vcarve with the same bits and depths you used to create the female pocket.
Take a look and change what your origin is and anything else you want to change. By default I use the bottom of material and center so sometimes when I import a c2d file it changes to those things.
These 2 area look like cutter deflection. If you think about the direction the cutter is spinning & traveling, when it gets to these corners it’s pulling into the material.
[Insert obligatory plea for climb-cutting here]
I would try to test this with a very soft material that doesn’t cause deflection. PVC, rigid foam, wax…
On your cleanup paths, I would set the depth of cut to 0.2" so you’re only making 1 full depth pass.
Does it look like your clean up paths are removing any material at all?
If the primary path is deflecting into the material due to conventional cutting direction, the cleanup paths might just be cutting air.
Yeah, I did the advanced vcarve for the female pocket, mirrored the design and did the advanced vcarve for the plug piece. The plug came out fine without rounded corners so I didn’t include that in the post. I’m not sure what you did different other than using a 60 degree bit? Is there something I’m missing?
Thanks, I’ll try on soft material. Would rigid foam insulation work?
Until I get the rigid foam I’ll try out the cleanup pass only doing 1 full depth pass.
I don’t know if the clean up paths are removing any material, I have the sweepy on and I can’t really see. I’ll try again with sweepy off and watch what happens. Thanks
So some updates. Since I created the file a while ago on an older version of carbide create, and the new version stores all text as vectors, I decided to recreate the design and G code. This did nothing and the result was the same. For the sake of completeness, here’s the new file. New Au Only.c2d (44 KB)
I also reduced the depth of the pocket to 0.1 inches because it was taking too long, and that helped the rounded corners a bit (which I would expect, not going as deep will access a smaller diameter of the bit) but did not resolve it. Here’s a picture in pine.
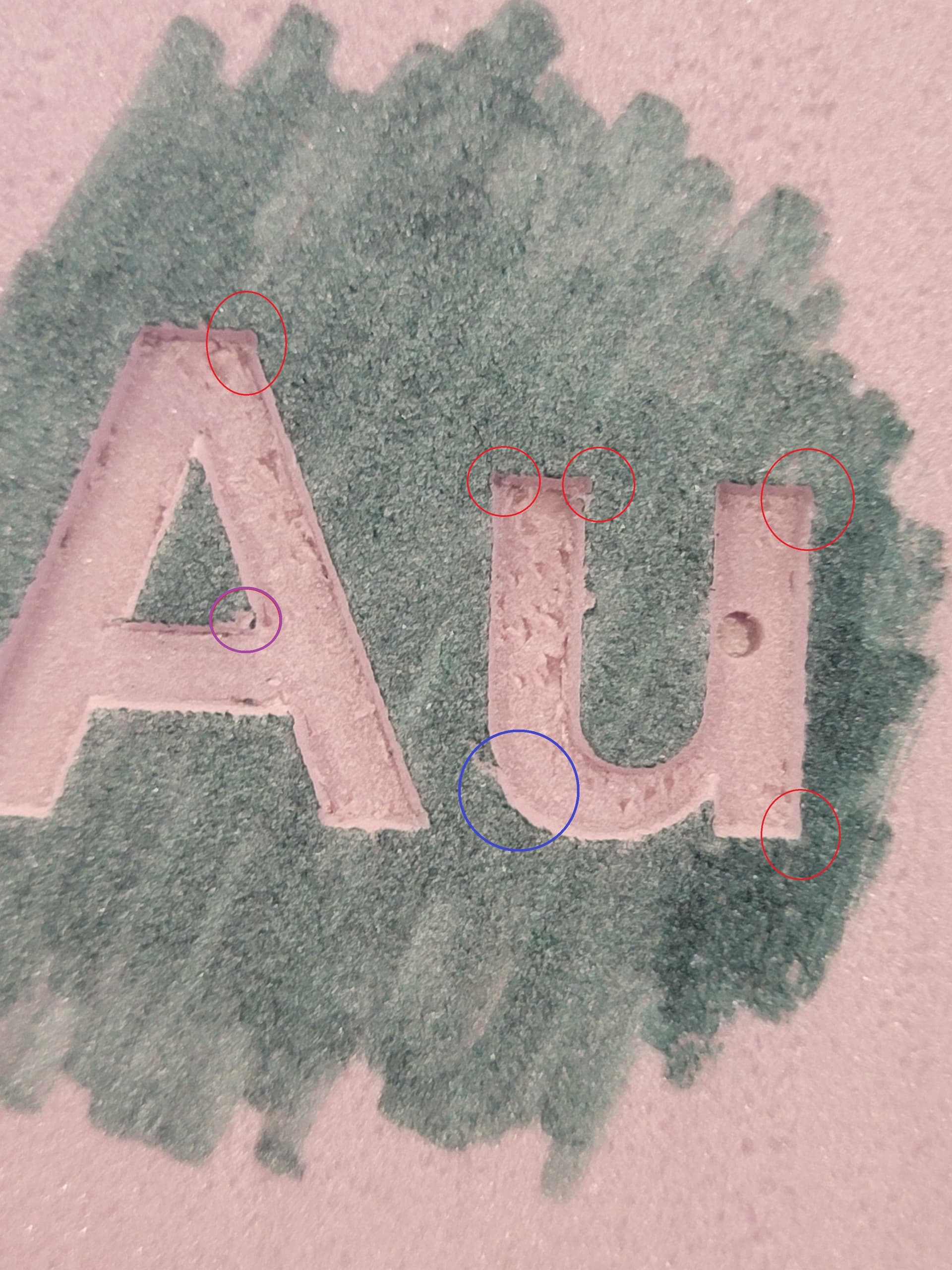
I ran the same thing in purple rigid foam insulation, and it’s tougher to tell in the picture, but they look about the same. I colored the top with a green sharpie for contrast but you can see the rounded portions in the corners (red circles) and that part of the “A” triangle being blunted (the stab marks are my uncoordinated ham fists trying to remove the fibrous remnants with a knife because they wouldn’t rub off with a toothbrush).
Additionally you can see in the “u” at about the 7 o’clock position (circled in blue in both pictures) that there’s another rounded segment in the pine and the foam, and I looked back at other attempts and that same rounded portion is in the same place in all of them. That seems to suggest its not my machine necessarily, it’s something to do with the instructions being given to the machine. Especially because these issues persisted after remaking the design in a different version of Carbide Create.
I’m getting kind of exasperated. I don’t want to give up, but I’m running out of ideas.
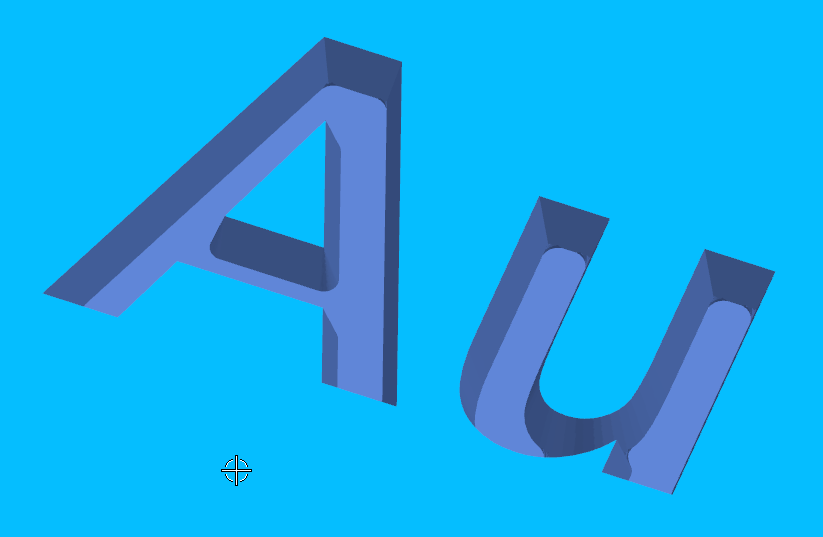
This is a simulation of the toolpath in NX with extra high resolution.
I don’t think it’s a problem with the toolpath. Either your tool, or your machine is moving.
But the result is the same over a couple dozen attempts, with 60, 30 and 15 degree bits. If it was a problem with the machine or the bit, wouldnt the result be more random and variable?
I guess im down for trying about anything. Its encouraging that the result is so repeatable, it suggests to me that it is fixable.
If it is consistently off, then the most likely culprit is a mis-match between V angle as used in the file and effective V angle when cutting — create a pattern of test cuts for triangles where you create a V tool w/ a slightly different V angle, so if you are trying to use a 60 degree V tool, create tools from 55–65 degrees and then cut them all with the same 60 degree tool at the same feeds and speeds.
Not necessarily. The part shape is still the same, and the cut direction (conventional) is still the same.
When the cutter moves into a corner the forces on the tool increase. When it cuts across the bottom of the hole in the ‘A’, then move up the right side it’s going from 0 resistance to ‘cutting into endgrain’ resistance.
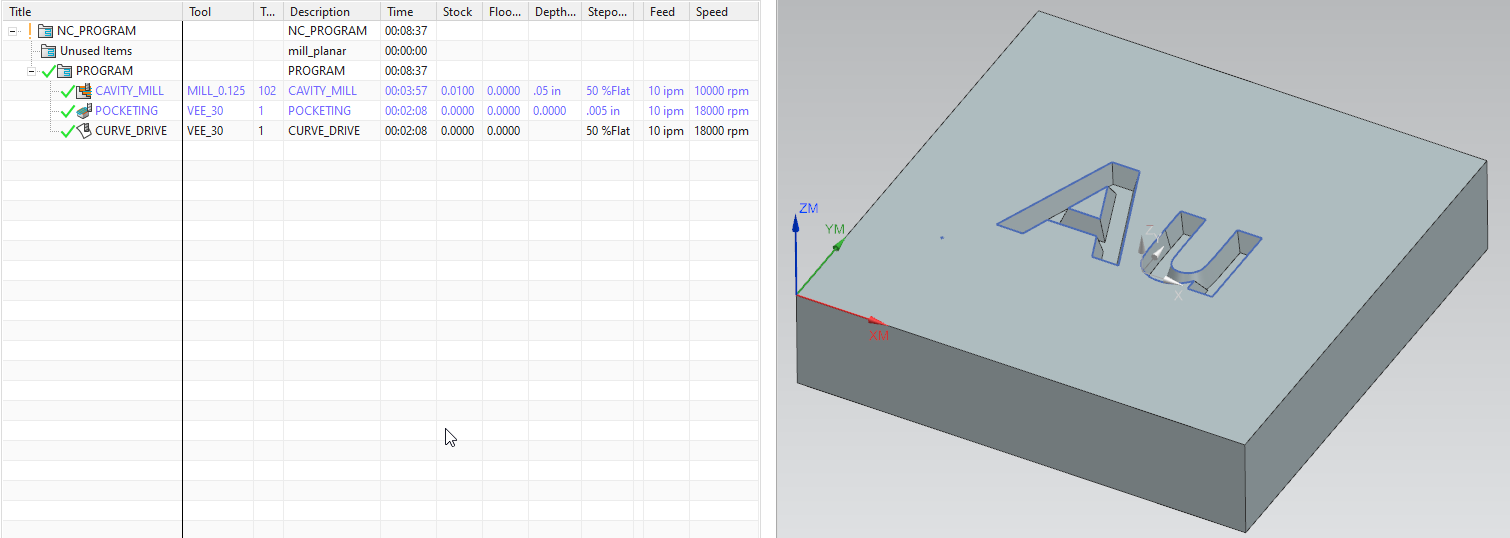
Try this toolpath out. Same parameters as yours, but using Cavity Mill to rough, then 3 passes all climb cutting to profile the edges (Vee Carve), then Drive Curve to finish the wall & pick out the corners.
Everything is climb cut, so if it encounters forces that deflect the tool, it will deflect away from the material, rather than into it. Same size stock (4.5 x 4.5). 0.200 deep cuts. 0.050 stepdown.
Will do. I saw the video about testing the angle, and downloaded the file he provided but I have some questions about how to accomplish it. I’ve created the various bits from 25-35 degrees, how deep should I go? Does it matter how big the triangle is? And should I use V Carve or Advanced V Carve?
When I used advanced V carve it seems like that will just be testing the straightness of my x axis. But if I do Vcarve - in the simulation - the bit doesn’t make it’s way to the sides of the triangle
The edges look a lot cleaner & straighter. A little chip on the top right of the ‘A’ ??
And some slop in the bottom of the pockets.?? A little manual cleanup.
Kinda looks like the Z zero was not precise for both bits. Is the Vee bit cutting a little deeper than the end mill?
Otherwise, no dogboned corners, and no dig in on the inner part of the ‘A’. Which is what we were looking to address. Repeated pleas to C3D for climb-cutting!!!