I’ll update when it’s done (tonight ![]() )
)
I’m learning to deal with tool changes if it means better results on one off jobs.
I’ll update when it’s done (tonight ![]() )
)
I’m learning to deal with tool changes if it means better results on one off jobs.
Seems I’m still very talented in breaking small drills, specifically in aluminum ![]()
The 1/4” aluminum drills perfectly about 3/4s of the way through but inevitably grabs and snaps.
My guess is that I just need to get the drilling strategy right, after about a 3 to 1 depth on drill diameter I suspect it cannot evacuate chips effectively.
I’ve tried straight full depth as well as 2mm pecks with full retracts, no luck on either. The operation and the hole look great until they snap though ![]()
To be fair, I told the wife I was going to go break a drill real quick then make dinner…so I was fully expecting a break here. Just another thing to learn ![]()
Routers are too fast for regular twist drills. Look into Mill Drills. ![]() Or use single flute end mills and make your pecks 1mm or less. Use Tap Magic!
Or use single flute end mills and make your pecks 1mm or less. Use Tap Magic!
I’ll check out mill drills, these are <2mm diameter drills (cheap pcb drills) so I’m not sure I’ll be able to source better tooling in this size.
I don’t think the speed being too slow is necessarily an issue given the diameters though, surface speed is still below optimal at 24,000 rpm ![]()
For lower depth ratio holes I’ve had great success with carbide medical drills from precise bits. They just don’t have the depth I’m looking for in some sizes. I’ll likely end up going the single flute route if I can’t dial it in within say ~10 pcb drills…they’re cheap enough to break a whole bunch before giving up ![]()
At this point I’ve actually got a decent handle on tiny holes through say 3mm of material, it’s just the deeper drilling that’s causing pain nowadays.
And I’m avoiding tap magic as long as possible since I hate the cleanup but I’ll give it a shot after the next 5 drills break ![]()
And apparently I hadn’t learned that one off jobs are not the best projects to practice new techniques ![]()
After this project, I’ll have learned that lesson and committed it to memory…probably… ![]()
Usual preface, I’m with PreciseBits so while I try to only post general information take everything I say with the understanding that I have a bias.
That combination doesn’t make sense. If you have perfect holes until a certain point(sidewalls are clean) it’s doubtful that packing is the issue. Would normally see where the chips were being rubbed into the side wall if it were a packing issue.
My first guess would be that you are deflecting and somewhere around the 3/4 point it’s enough to catch the edge of the drill. To expand on it, most of these drills are only at the very tip the actual diameter listed on the tool. The “flutes” that go up the tool are slightly undersized. So they don’t even really touch until you are “tilted” in some way. It’s one of the reasons you only have so many re-points until things go sideways.
If I’m right on the deflection being the issue the drill-mills/mill-drills will be the same or worse (if used the same way) as they do have real flutes and are not as strong in plunging.
??? Why go 24K? If I use a fairly generic 600 SFM on a 0.25" tool it’s around 9K that you should be able to hit.
On that note, what feeds and speeds are you using? Also what grade of aluminum? You might have some room to get a lower cutting force and better cut, especially if using a cutting fluid (there are water soluble ones that are MUCH easier to clean up).
Not a chance. Squirrel
Here is a post / video of me drilling 0.1875" deep holes in 6061 with an 0.0400" carbide drill bit without issue.
If you have not trammed your machine yet, you may want to. If not that, check runout?
Hey hey, it’s still 2025, I’m not scheduled to bother you for at least another three months! ![]()
I may have definitely worded my description of the problem poorly. I meant to say I was using a 2mm diameter pcb drill to drill through a 1/4” thick piece of aluminum stock. So the surface speeds are pretty meh.
The stock is 6061T6 from McMaster.
I’ve got some 7075 and Mic6 as well if you’ve got any specific recommendations for them. I’ll be doing the same sort of drilling on them as well.
And I’ll take any recommendations on easier to cleanup cutting fluids.
I’ve got some cutting fluid from precise bits actually but I’ve only ever used it for pcb milling…maybe worth a shot for some aluminum drilling?
For feeds and speeds I’ve now tried the recommended recipe from @MadHatter and it’s working very well with the 1.5mm drill I threw in for testing. Not a single broken tool and I’m drilling the full way through the 1/4” stock ![]()
10 in/min
24,000rpm
.01” peck
Full retract
I’ve tried with and without isopropyl alcohol and both seem to work roughly the same.
There’s no doubt in my mind that this can go (much) faster and I’ve ordered 30 drills to prove it ![]()
I’m open to any suggestions for really dialing this recipe in. Sidenote, my runout is an order of magnitude better than when we last spoke so that’s no longer a concern ![]()
Sidenote: I’ve started to get very familiar with millalyzer and it’s been awesome for starting points on non-drilling operations. Unfortunately I’ve got no intuiting for the drilling tool in millalyzer yet…I’m going to get more working drilling examples and work backwards to develop the drilling intuition. Here again, any general wisdom or rules of thumb would be greatly appreciated ![]()
Fine… I’ll go back to my hole…
Yeah, you’re fine then. That 495 SFM. It’s actually a bit low in aluminum with carbide drills. But not enough to worry about.
Not sure which of our you have but they are both oil based, water soluble, with surfactants. So that will help with heat, finish, and let you cut with a smaller chipload.
Ouch… That’s a 0.0002" chipload (just a quick note, I still do drills by per flute. Most you will see is total). I would hope that you don’t need that little chipload to prevent the deflection. I think the 0.01" retract is mostly what’s saving it as that limits the engagement time and therefore the resulting max angle at depth. Although, you will also have less force from the smaller diameter.
If it were me I’d try to get that up to at least a 0.0005". You probably don’t need the full retract either. Although, I’d only change one parameter at a time. Could probably also gain a bit of margin by removing the ring and choking the tool. Although, that will be more minimal in this case UNLESS you grab the “flute”.
That’s good. I admit I was worried about that when I first posted.
If it helps.
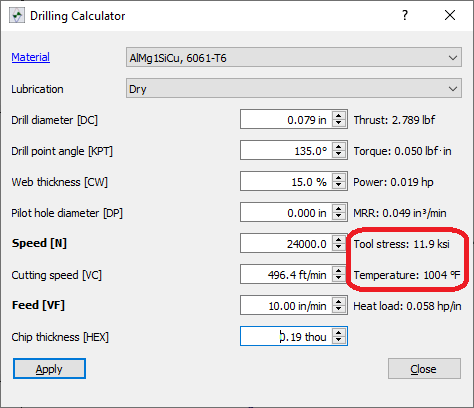
What you’re running on:
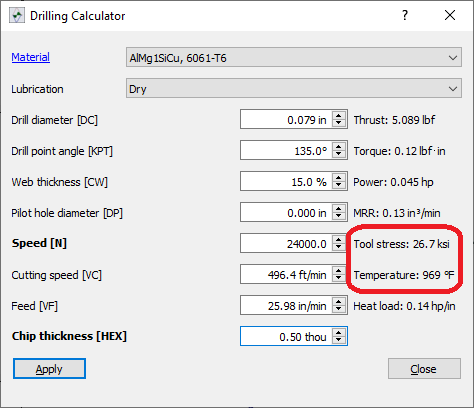
At 0.0005":
The temp is fairly obvious why it matters. Most decent carbide will take 80-100 ksi to fail that way.
One thing you might want to watch separately is thrust. If you find working and failing points on your machine that may be your limit. In other words that you can only take so much thrust before you deflect enough to catch an edge (assuming I’m right about the reason).
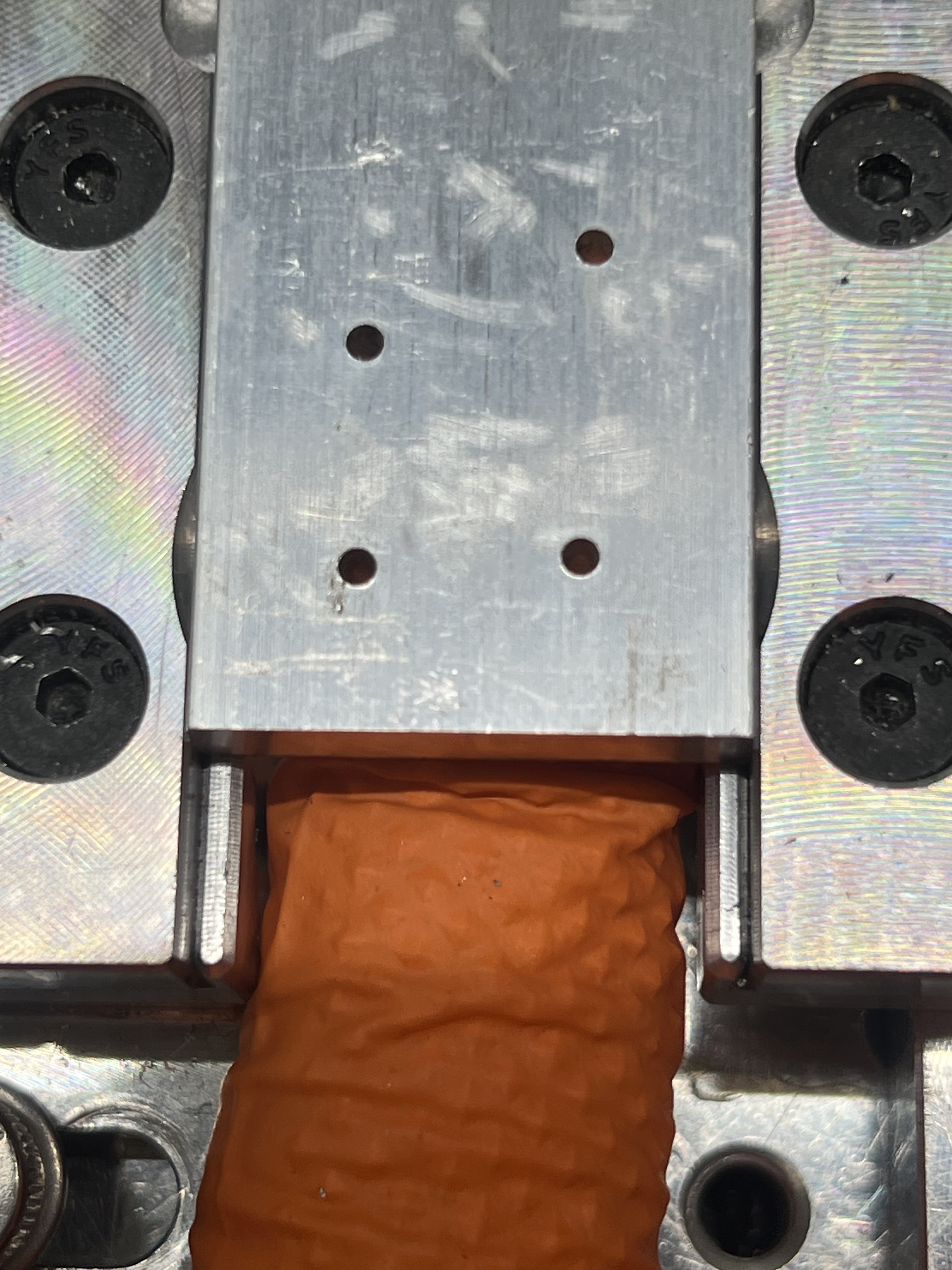
Pretty neat, I ran the classic cross section when single point threading. This fit is just barely able to be tighten by fingers and you can clearly see why. I’m guessing if this were a full bore with nowhere for the swarf to go, it would just lock up.
Neat.
Single point threading - very cool. Can I ask what tool you were using?
Here you go, a few suppliers mentioned:
These things are very capable and the cutting forces are relatively low so it’s not a terrifying operation. Big fan ![]()
Per TDA’s suggestions, I was able to at least double the drill speeds reliably. Though I’m still running into some odd behavior with deeper peck cycles, so I’ll be tramming my Nomad in the coming days.
I expect it is actually very well trammed based on the results of my general milling operations, but it doesn’t hurt to check.
I’ll report back when I have something interesting to share.
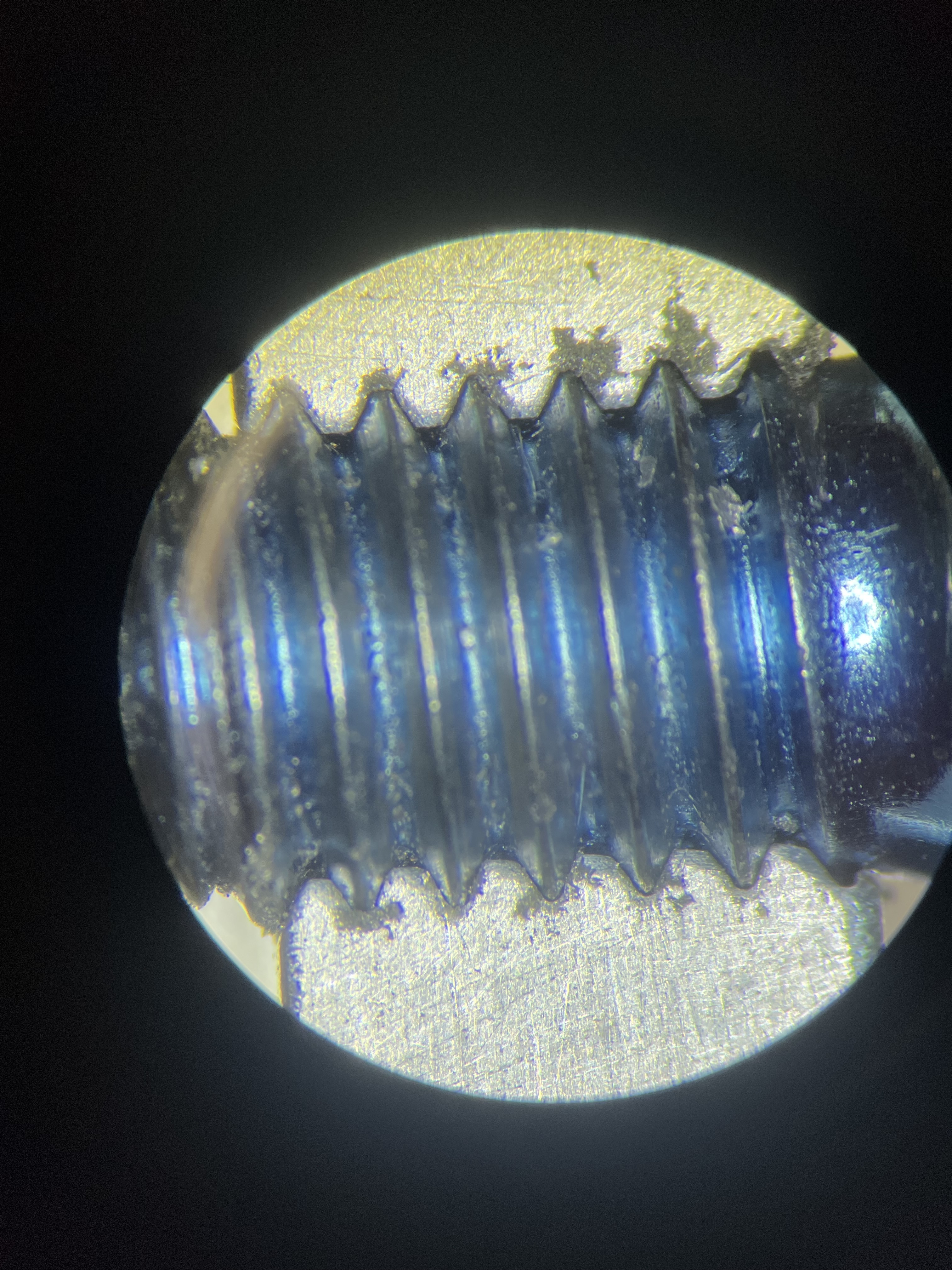
So my tram in X is off by less than a thou. Not terrible.
My Y is not so good, out by about 5 thou across 4 inches.
I think this aligns with why my drills break with deeper peck distances as we reach the deeper sections of the hole.
I’m hopeful that when I get it dialed in I’ll be able to push a bit harder without deflecting enough to break tools ![]()
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.