I just learned of them recently as well. This was the testing with the 1/4 tool and it was a very similar cut (slower feed), 0.500 axial, 0.125 radial, right around 0.003 chipload. Lifting the workpiece with a vise probably didn’t help with sound. It was ripping full 0.500 axial slots pretty well too.
Not what ide call a cut near any hard limits, but repeatable and usually when the machine starts groaning during x/y transitions (stock v wheel machine with zplus) its a good time to stop.
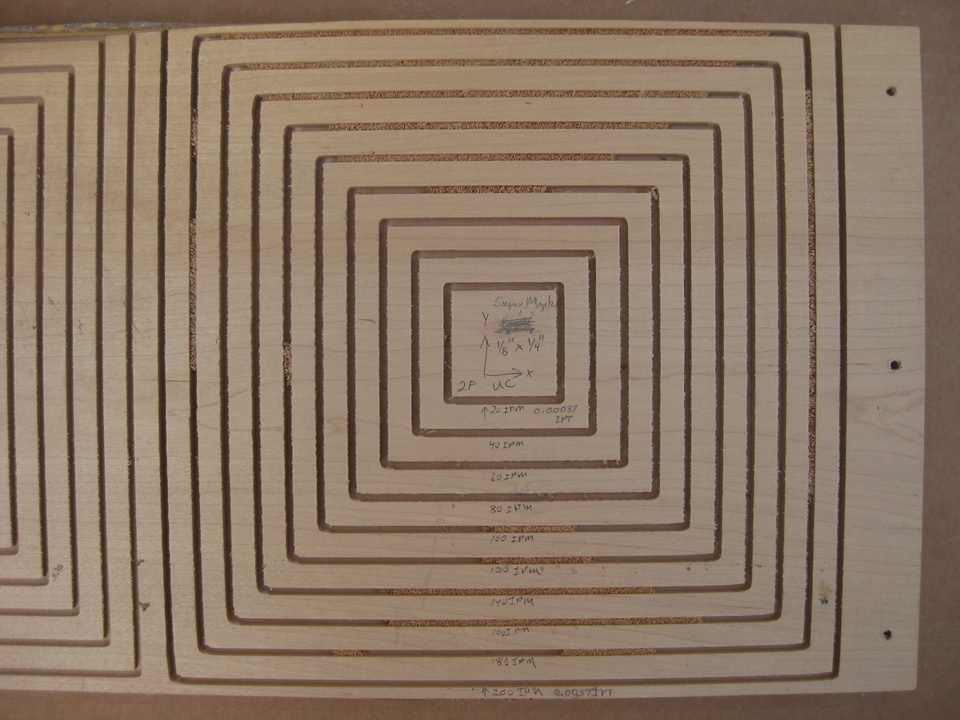
One of the first things I did on the shop’s XXL with a Dewalt DWP611 Router was cut some slots in sugar maple with an 1/8" 2 flute Yonico 31210-SC upcut endmill at “27000 RPM” with feeds stepped up from 20 IPM to 200 IPM as shown below. (The camera caused the apparent curvature of the cuts.) Assuming the router has adequate power, going progressively deeper with that diameter cutter could help determine the machine’s force limitations without breaking anything. Using larger diameter cutters could determine the router’s power limitation without breaking anything.
Monitoring/Logging power while doing this would help determine if chipload and/or grain direction has an impact on K-Factor(s?) for that material and endmill.
Alright, so I went and tried pushing it harder… didn’t go too well.
Here’s a video of 0.600" ADOC, 0.100" RDOC, 24k RPM, 500 in/min (.007 IPT):
I tried a bunch of different cuts before this and my limiting factor always seemed to be the x-axis stepper.
It kept letting go from being overloaded from the forces.
Edit:
The spindle caused the x-axis stepper failure. The spindle was the limiting factor.
Let’s wait and see if @gmack corrects me on that assumption
From a mechanics standpoint thought it makes sense for the X stepper to run out of torque first as there is only one of it and you’re in the middle of the machine so you get nearly 2x the torque from the Y steppers sharing the load.
Don’t suppose you’ve made any measurement of how far off the specified dimension those cuts are at that cutting load?
I didn’t. I spent all my time messing around with variables to try and see how far I could push it, but I gave up because of how long I was spending on it. I decided I didn’t want to keep abusing my machine after I just put all these new upgrades in it.
Mine is in a similar upgrade state at the moment, except for the 2.2kW VFD spindle on the HDZ. I put a 1/2" cutter in the spindle for some joinery but I blinked at a way lower feed rate than you did
Try some aluminium next, it’s a steep learning curve but quite rewarding when you get it right.
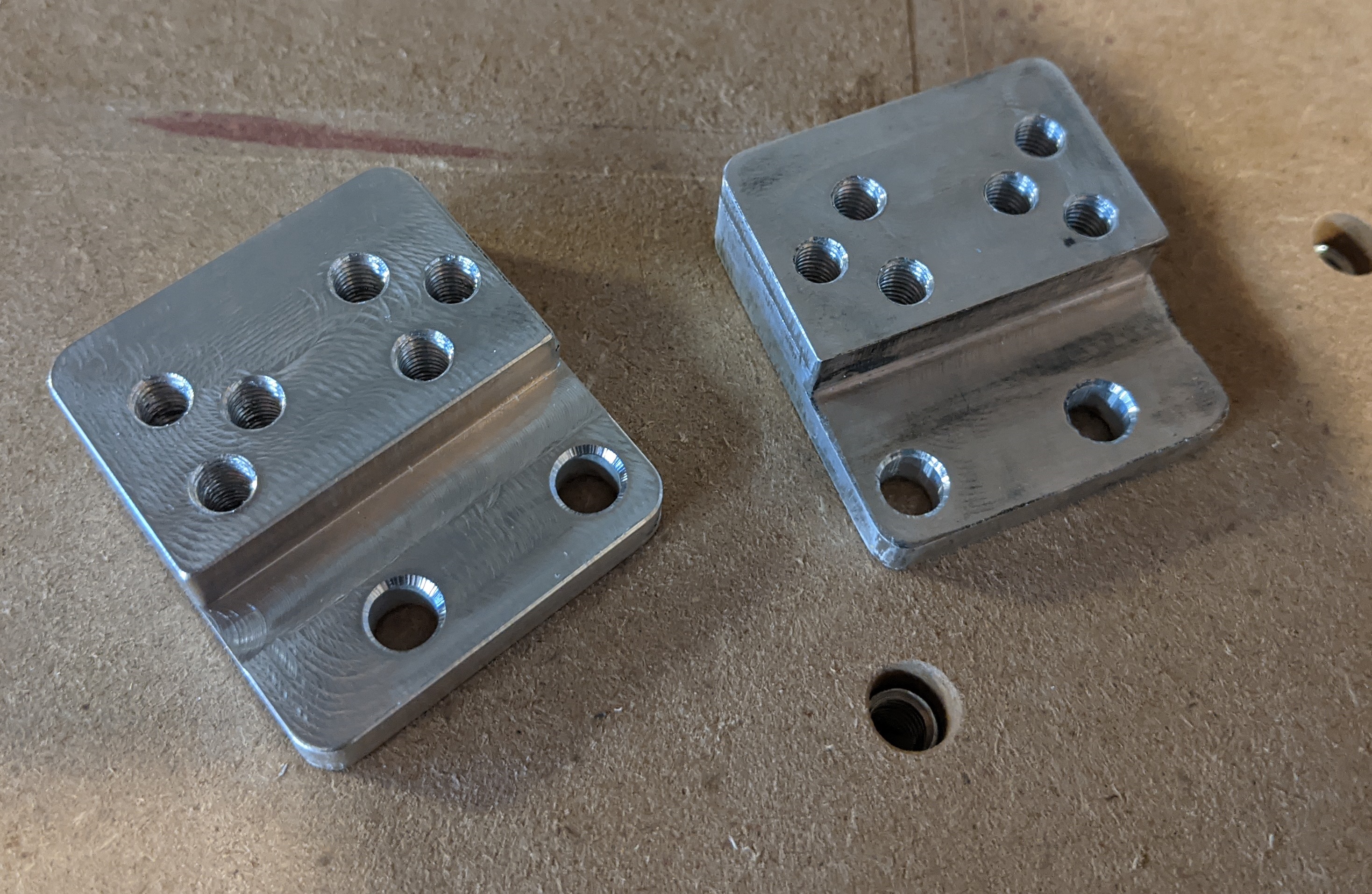
No, for the PwnCNC HDZ brackets. The originals I 3D printed, but the one proximity switch was attached to it and it had movement when you adjusted the brackets, so you might be off position if you re-home.
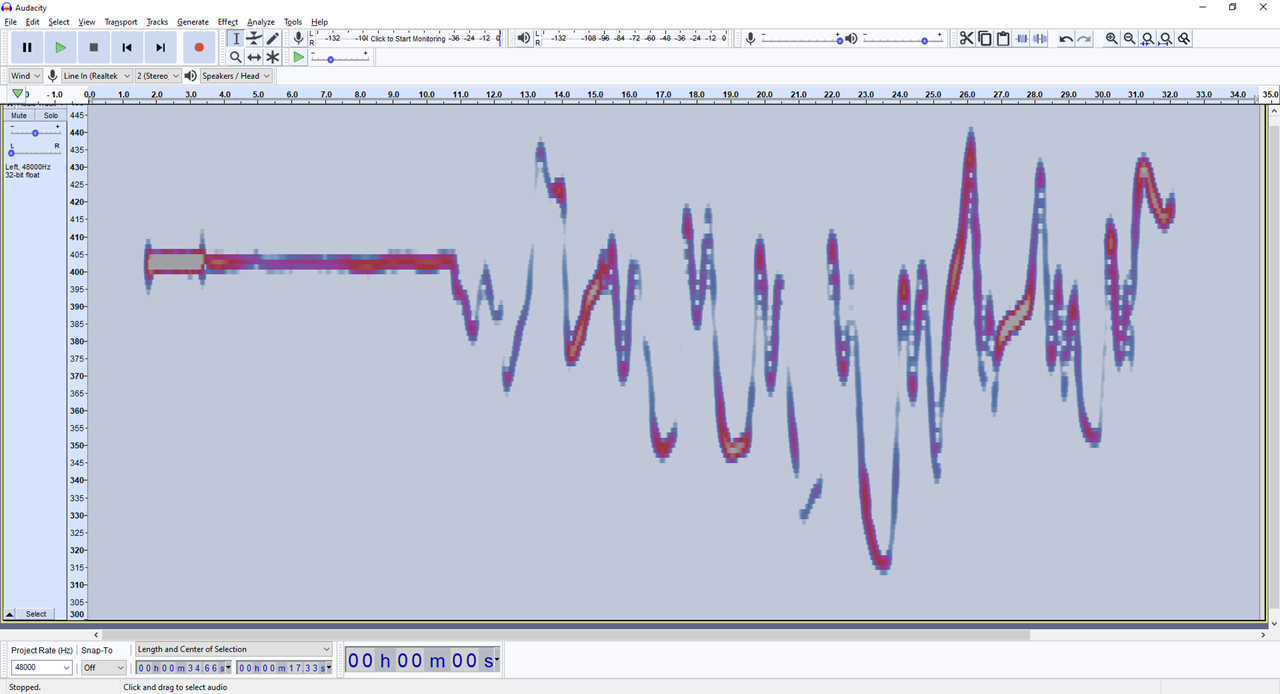
It appears that the router was struggling since it dropped speed to 19,000 RPM at one point and was drawing up to 1200W. It’s probably not a good idea to exceed its “Rated Input” power (120V X 7A = 840W) for extended periods of time.
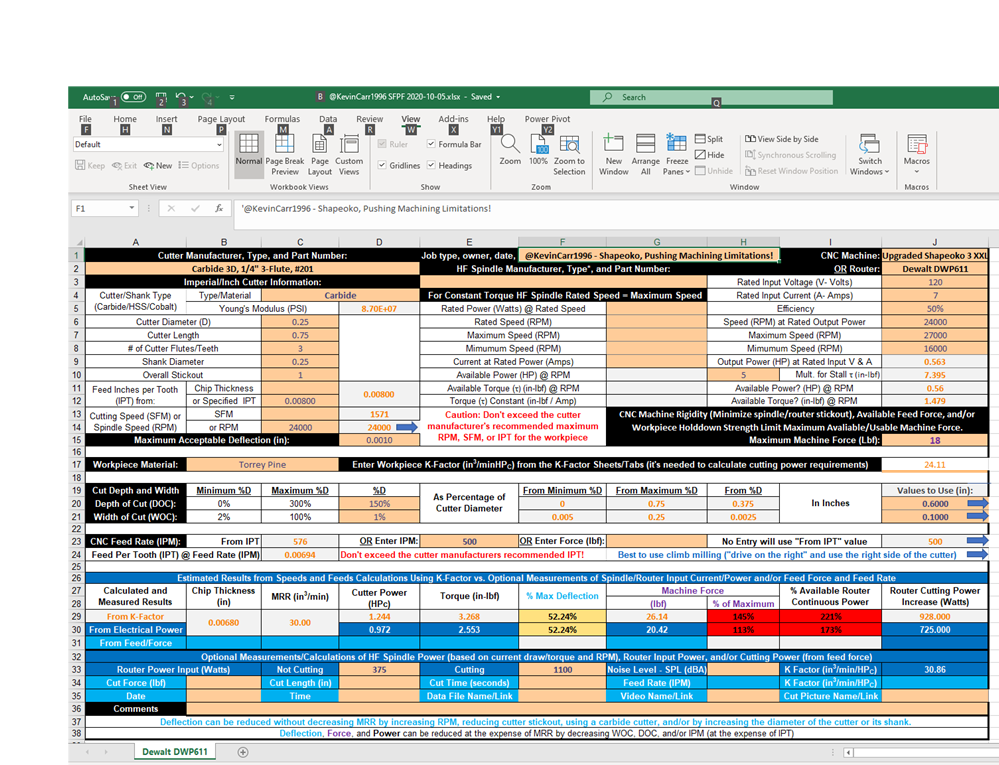
It also looks like you were probably pushing the 18lbf limit of the X-stepper motor (at normal speeds?) and that I need to fix my “Available Power” calculation.
Note that in my previous post I suggested an approach to separately safely push the machine and router without exceeding their standard operating envelopes. You just need to monitor power while watching and listening to the cut and pause/stop the feed rate increases when things start to deteriorate. Recording videos like you did is really helpful for documentation. I think that you (and others) would be doing a great service if you continue this endeavor.
I’ve run the stock steppers with the stock drive, the stock ones at higher voltage (24V IIRC) with external drives (provides more torque), higher power steppers with standard voltage, standard board (a little more torque), and am now running higher power steppers at 48V with external drivers and getting a lot more torque.
Upgraded steppers (higher current, say 2.1A) will provide more torque, and seem to be handled by the stock power supply ok, are within what the stock drivers can support. To really get everything from them requires external drives and a higher voltage power supply.