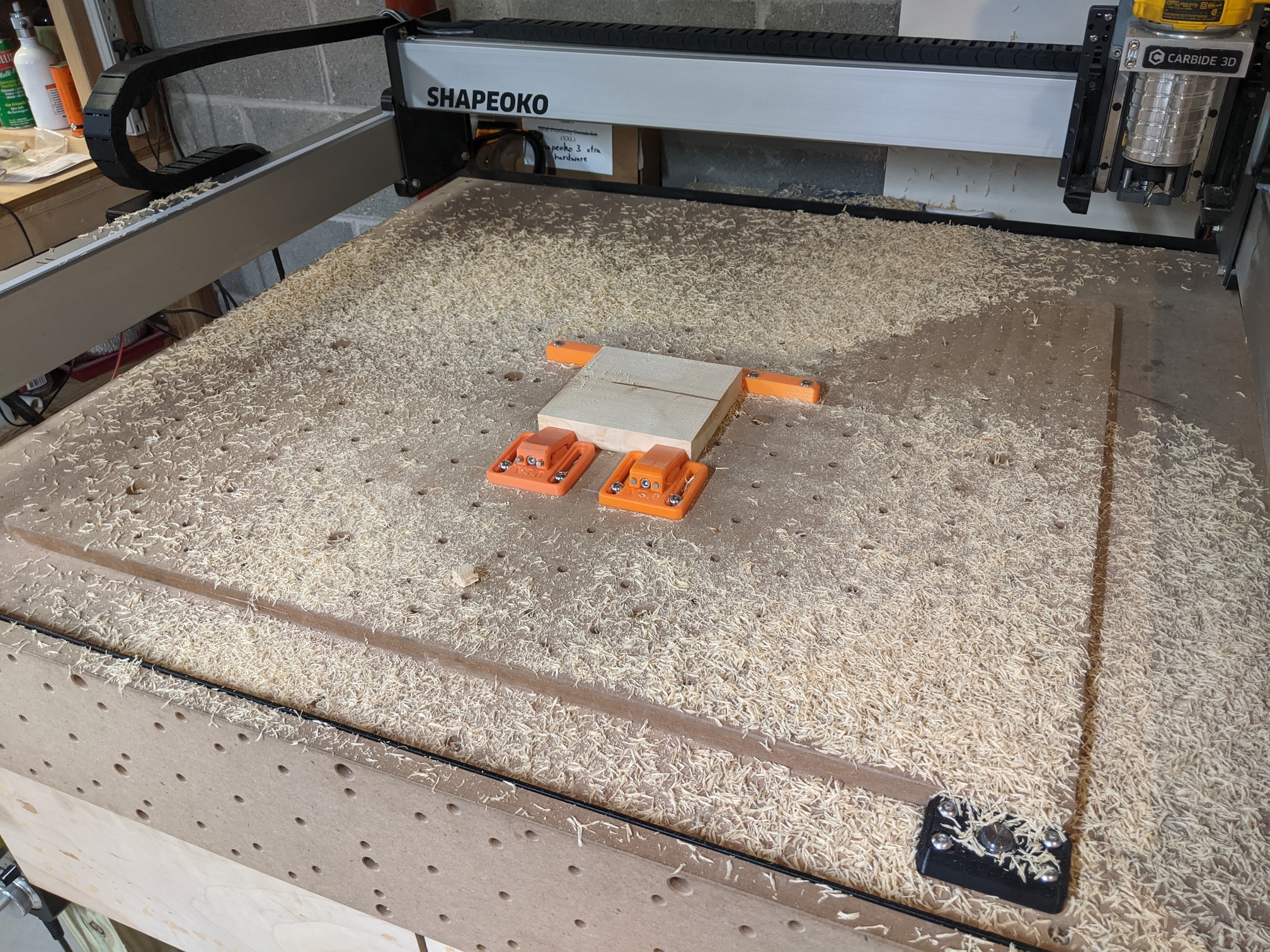
So I recently did some upgrades to my machine… Larger surface area V-wheels, steel cored belts, HDZ, HD eccentric nuts. I never actually pushed my machine and have always been super conservative on my chip-load… always around .001-.002 IPT. I know optimal chip-load for soft wood is around .011-.013 IPT. I decided to try and push my machine to it’s limits so I know what the machine can do.
I progressively increased radial DOC and chip-load on a piece of 2x4. I was surprised to see that with a .40" Axial DOC, .125" Radial DOC, and .004 IPT, the machine didn’t skip a beat!
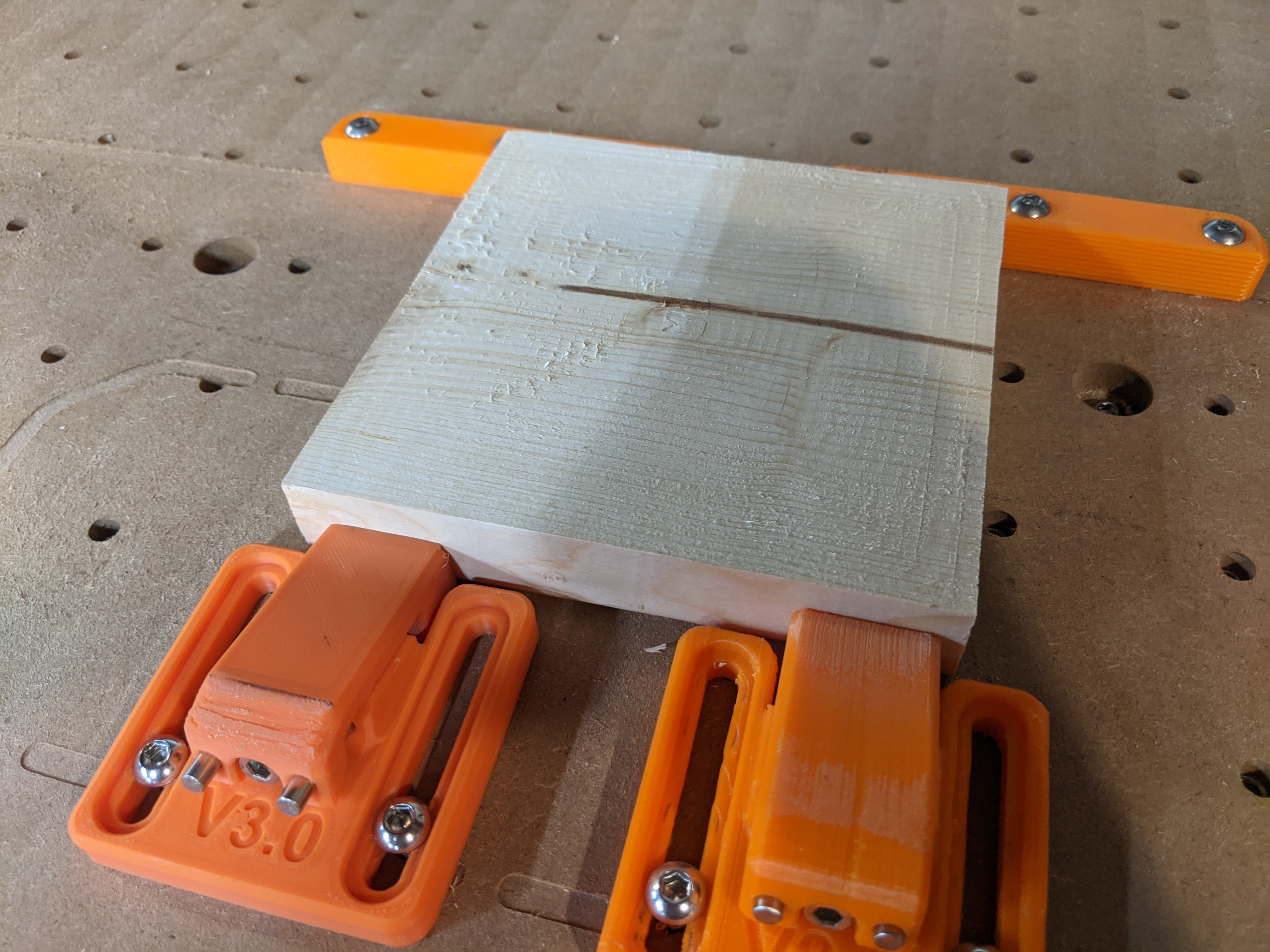
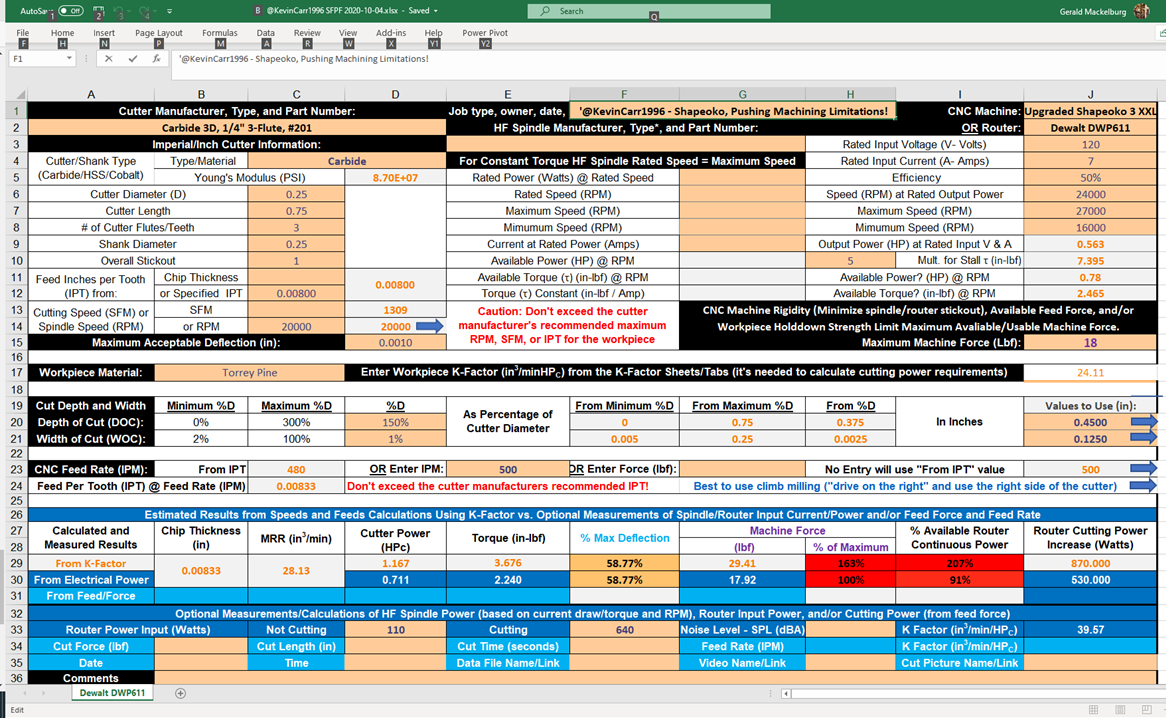
So, I upped my axial DOC to .45" and my chip-load to .008 IPT on a 2x6… and it took it!!! Note: I’m using the Carbide 3D #201 bit: .25", 3-flute
After re-watching the video, I’m not totally sure I actually got up to the full .008 IPT chip-load due to my acceleration, which is still at the stock setting… This is still impressive, none the less.
I wonder how it would handle it if I upped my acceleration/max velocity with .010 IPT Anyone have acceleration suggestions that work well without beating the piss out of the machine?
I would love to hear or see how hard others have pushed their machines!!
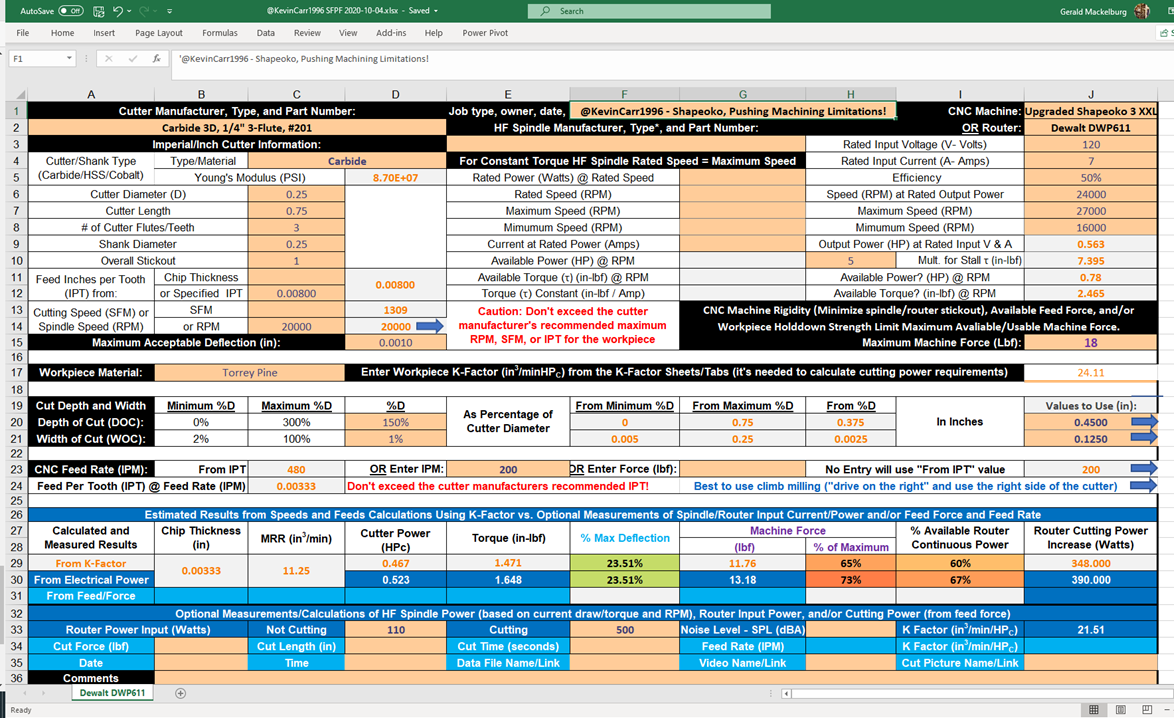
Have you used a workbook like gmacks? It would tell you the machine force and MRR. This is very handy in pushing the machine to its limits.
You definitely have the machine doing some work! Have you tried a slower cut but increased stepover? Sometimes that will stabilize the cut and you’ll hear it a bit more solid.
I have not tried a larger stepover yet. I also have not calculated MRR or machine force, but that is defiantly something to look into. What is gmacks workbook?
Yes, they are! Very much inspired by the Carbide 3D tiger claw clamps. I have went through a few iterations to optimize them. My 2.2 version is single row, like the tiger claws. I have used shape optimization in Fusion 360 as well to modify slicer settings for 100% infill in the high stress area output from simulation.
Note that you could easily monitor the input power to the router to compare the workbook’s predictions to your actual results. I arbitrarily stuck approximate values in cells D33 and F33 to show how that works.
I have adjusted my GRBL settings to have a max X & Y feed of 12700mm/min (500in/min)
I was running 20k RPM.
Technically .008 IPT would be 504 in/min, but close enough. Like I said, I don’t think I did due to the acceleration, but I recently bumped that up to 600mm/s^2. I could try on a long piece of wood to try and get up to full speed.
The clamps do have a 15deg angle down to give downward pressure, as well as serrations… but yes, they are not aluminum or steel, so there is much more chance for movement. That being said, I have pulled hard at my workpieces and the clamps are very stiff!
Just a Pine 2x6. Probably Douglas fir. Like I said, it probably didn’t get up to that full 500 in/min… I am going to do another test with a longer piece so it can get up to the max 500 in/min. My guess is it will skip steps, but I will test it and post here!
I think my father may have something to test how much power is being pulled, so I’ll do that as well.
Once you start getting skipped steps due to reduced stepper tq at higher speeds you might want to start playing around with lower flute counts. This will lower your feed speeds and let you push the cut until you are router power limited.
Ive been playing around with single flute compression cutters in oak to minimize feed speed and maximize router rpm. The compression also helps with axial forces and floor/top finishes.
I gotta start using the Modkita again to start getting real k factor.
Yes, I could get a larger chip-load more easily with a 2-flute. I am just messing around and would likely never cut at those feeds due to the high risk of skipped steps. Just having some fun!
Since I didn’t get any skipped steps though, tomorrow I’m going to push it until I do… come back to see that
Griff
(Well crap, my hypometric precursor device is blown…)
20
I’m behind the curve, as usual. Please enlighten me.